
Due tecniche sono state sviluppate per la fabbricazione di questi contenitori: Drawn-wall-ironed (DWI) e Drawn & Redrawn (DRR). Fondamentalmente, entrambi i processi iniziano con un disco di metallo, dal quale si ottiene una forma cilindrica per trafilatura e, in una sequenza di operazioni, si aumenta il grado di trafilatura fino ad ottenere la forma desiderata. In questo lavoro ci concentreremo solo sul primo tipo, che è diventato il contenitore “re” del tempo presente in quanto è ampiamente utilizzato per contenere bevande gassate e birre.
Il processo di fabbricazione del contenitore “imbutito, imbutito e pressato” (DWI) è oggi molto diffuso e incorporato negli usi industriali, e può essere applicato sia ai contenitori in banda stagnata che in alluminio. In questo caso le fasi del processo sono le seguenti:
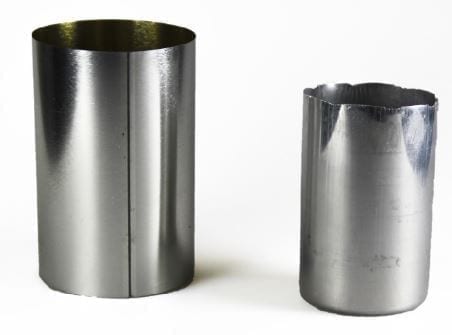
1º.- La prima operazione è il semplice disegno di una “tazza” – sempre partendo da un materiale arrotolato – che ha un diametro maggiore di quello del contenitore finale e un’altezza abbastanza bassa. Si esegue in una pressa multipla verticale ad alto tonnellaggio.
2º.- Nella fase successiva, la coppa viene sottoposta a una serie di stiramenti e stirature fino a raggiungere il diametro finale. Per fare questo, lo stesso viene fatto passare attraverso una serie di anelli spinti da un mandrino interno, ottenendo così una parete molto sottile con un uso ottimale del materiale, poiché lo spessore della parete si riduce a un terzo di quello di partenza. Per esempio, se lo spessore della bobina è di 0,27 mm, può raggiungere 0,08 mm al centro della parete una volta terminato il processo di stiramento.
Affinché il processo di stiramento possa essere effettuato senza rompere il materiale, è necessario effettuare il processo di stiramento in un bagno di lubrificante. Alla fine di questa fase del processo, si forma il fondo – chiamato cupola – che, d’altra parte, mantiene praticamente lo spessore iniziale del materiale. Tutta questa sequenza si svolge in una macchina che assomiglia a una pressa orizzontale in un bagno d’olio ed è chiamata “macchina formatrice”.
3º.- Questo grande stiramento genera un bordo molto irregolare del contenitore, essendo necessaria una successiva operazione di rifilatura per pareggiarlo ed eliminare il materiale in eccesso.
4º.- La presenza di residui di lubrificante nei barattoli dalle operazioni precedenti richiede un lavaggio con detergente, risciacquo e successiva asciugatura in forno.
5º.- Nel caso dei contenitori DWI, una volta formati, tagliati, lavati e cotti, si applica una vernice bianca esterna per mezzo di un rullo verniciatore convenzionale – un inchiostro bianco può essere applicato anche per offset -. I corpi delle lattine ruotano sul proprio asse di circa 2,6 giri a velocità superiori a 1.500 lattine al minuto. Il peso del film secco per un tipico primer bianco è di circa 10 g/m2 a seconda del tipo di decorazione successiva. La vernice viene poi asciugata in un forno per non più di 60 secondi a una temperatura di circa 200º C.
6º.- Dopo aver lasciato il forno, i contenitori sono trasportati alla stazione di decorazione, dove i diversi colori sono applicati per offset a secco, passando di nuovo attraverso un forno di asciugatura dell’inchiostro.
7º.- Lo spostamento dei contenitori ad alta velocità da parte dei sistemi di trasporto genererebbe abrasioni nella sua base – su cui poggia in questi percorsi – che con il tempo si trasformerebbero in ossidazioni del metallo. Ecco perché è necessario proteggere il fondo dei contenitori con un prodotto adatto.
8º.- Dopo queste operazioni e prima della verniciatura interna, il collo della lattina viene ridotto e la sua flangia viene modellata per la futura chiusura. Questa riduzione permette di utilizzare un coperchio con un diametro molto più piccolo di quello della lattina con il conseguente risparmio che questo comporta, tenendo conto degli enormi volumi di produzione che sono coinvolti in questo mercato.
9º.- È necessario verificare la tenuta stagna dei barattoli per evitare perdite. Per fare questo, vengono passati attraverso un dispositivo che rileva queste possibili perdite tramite la luce, rifiutando automaticamente le lattine difettose.
10º.- I contenitori DWI richiedono una protezione interna per eliminare l’esposizione del metallo rivestendoli con due o più strati di vernice sanitaria di applicazione complessa. Dato il severo processo di formazione di questi contenitori, l’operazione di verniciatura -e la decorazione precedente- è possibile solo dopo lo stiramento della parete e la sua successiva rifilatura del materiale in eccesso. Le esigenze di qualità delle multinazionali delle bevande e la necessità di sopportare una riduzione del diametro del collo dopo la decorazione hanno trasformato queste operazioni in un campo altamente specializzato. L’applicazione di un rivestimento interno viene effettuata mediante atomizzazione della vernice – a spruzzo – normalmente in due passaggi. In Europa, i sistemi a base di solventi di resina poliestere, con un’eccellente durezza, sembrano ancora essere buone soluzioni da utilizzare per i rivestimenti dei contenitori DWI. A volte si usano anche sistemi formulati con resine acriliche. Tuttavia, i sistemi all’acqua a base acrilica stanno diventando sempre più utilizzati. La ragione principale è essenzialmente quella di osservare il rispetto della legislazione ambientale vigente, sia in termini di condizioni di lavoro industriale che di controllo delle emissioni.
11º.- Ogni strato o passaggio di vernice interna deve essere polimerizzato in un forno (IBO) ad una temperatura di 210º C che è decisiva per assicurare una buona qualità della finitura interna ed esterna.
12º.- Infine le lattine vanno a un pallettizzatore automatico dove vengono imballate.
Dato l’alto costo delle linee DWI, per ottenere una redditività adeguata, è necessario lavorare con tipi e formati di imballaggio ad alto consumo. In questo senso, questi contenitori trovano la loro massima applicazione nell’inscatolamento della birra e delle bevande gassate.

Per questi prodotti, l’imballaggio a due pezzi è la soluzione migliore, perché:
– Il rapporto diametro/altezza di 1:2 permette un risparmio ottimale di materiale.
– La pressione interna dei prodotti gassati permette di lavorare con pareti molto sottili (0,10 mm e più piccole) senza problemi meccanici, poiché la pressione dà stabilità al contenitore.
Proprio la sottigliezza delle pareti del corpo impedisce, al contrario, il suo utilizzo per il confezionamento di prodotti che richiedono trattamenti di vuoto e/o sterilizzazione (conserve, in generale), poiché le pareti vengono deformate dall’azione del vuoto nella maggior parte dei casi. Il problema potrebbe essere evitato o cordonando (o corrugando) la parete del contenitore o modificando la tecnologia di imballaggio con l’iniezione di gas inerte nel riempimento e nella chiusura del contenitore. Questa tecnologia non è stata sviluppata perché avrebbe ancora serie limitazioni, sia in termini di flessibilità dell’installazione che di prestazioni della barca risultante. Senza dubbio, un’alternativa migliore sarebbe l’uso di lattine ottenute per imbutitura.
Sia la banda stagnata che l’alluminio vengono utilizzati come materie prime a seconda dei loro prezzi e delle abitudini di consumo nel mercato. È difficile trasformare una linea che è stata progettata per lavorare con la banda stagnata per utilizzare l’alluminio e anche il suo inverso, soprattutto a causa dei sistemi di trasporto che sono specifici per ogni tipo di materiale. In generale, in Nord America l’alluminio è il più popolare e in Europa il consumo è distribuito. La tecnologia in entrambi i casi ha avuto origine in Nord America, ma si è presto diffusa in tutto il mondo. Come abbiamo già detto, poiché gli investimenti da fare sono molto alti, la loro attuazione è limitata alle grandi imprese multinazionali.
 CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
 CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
 LINEA PER CONTENITORI DI BEVANDE “A TRE PEZZI”.
LINEA PER CONTENITORI DI BEVANDE “A TRE PEZZI”.
 LINEA DI IMBALLAGGIO “DUE PEZZI DRD”.
LINEA DI IMBALLAGGIO “DUE PEZZI DRD”.
 SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
 SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
 GUARNIZIONI PER CONTENITORI DI SALSICCE
GUARNIZIONI PER CONTENITORI DI SALSICCE
 IMBALLAGGIO A DUE PEZZI DRD
IMBALLAGGIO A DUE PEZZI DRD
 CONFRONTO TRA IMBALLAGGI DA 2 E 3 PEZZI
CONFRONTO TRA IMBALLAGGI DA 2 E 3 PEZZI
 CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO




0 commenti