
Duas técnicas foram desenvolvidas para o fabrico destes contentores: Passado a ferro (DWI) e Passado & Retirado (DRR). Basicamente, ambos os processos começam com um disco metálico, a partir do qual se obtém uma forma cilíndrica por desenho e, numa sequência de operações, o grau de desenho é aumentado até se obter a forma desejada. Neste trabalho vamos nos concentrar apenas no primeiro tipo, que se tornou o recipiente “rei” da época atual, pois é amplamente utilizado para conter bebidas carbonatadas e cervejas.
O processo de fabricação do recipiente de “estiragem profunda, trefilado e prensado” (DWI) é hoje muito difundido e incorporado em usos industriais, podendo ser aplicado tanto em recipientes de folha-de-flandres como de alumínio. Neste caso, as fases do processo são as seguintes:
1º – A primeira operação é o simples desenho de um “copo” – sempre a partir de um material enrolado – que tem um diâmetro maior do que o do recipiente final e uma altura bastante baixa. É realizada em uma prensa multi-furador vertical de alta tonelagem.
2º – No passo seguinte, o copo é submetido a uma série de estiramento e engomagem até atingir o diâmetro final. Para isso, o mesmo é passado através de uma série de anéis empurrados por um mandril interior, o que permite obter uma parede muito fina com uma utilização óptima do material, uma vez que a espessura da parede é reduzida para um terço da espessura inicial. Por exemplo, se a espessura da bobina for de 0,27 mm, pode chegar a 0,08 mm no meio da parede, uma vez terminado o processo de estiramento.
Para que o processo de alongamento possa ser realizado sem romper o material, é necessário realizar o processo de alongamento em um banho de lubrificante. No final desta fase do processo, forma-se o fundo – chamado domo – que, por outro lado, praticamente mantém a espessura inicial do material. Toda esta sequência é realizada numa máquina que se assemelha a uma prensa horizontal em banho de óleo e é chamada de “máquina formadora”.
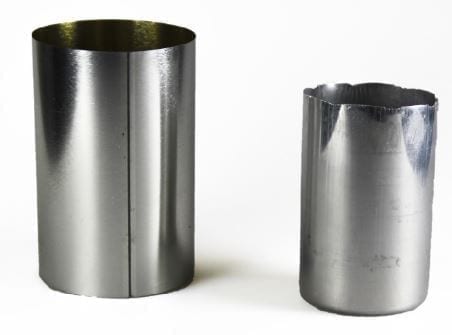
3º – Este grande alongamento gera uma borda muito irregular do recipiente, sendo necessária uma operação de corte posterior para equalizar e eliminar o material em excesso.
4º – A presença de lubrificante residual nas latas das operações anteriores requer lavagem com detergente, enxágüe e posterior secagem em forno.
5º – No caso de recipientes DWI, uma vez formados, cortados, lavados e cozidos, aplica-se um verniz branco externo por meio de um rolo de envernizamento convencional – uma tinta branca também pode ser aplicada por offset -. Os corpos das latas giram no seu próprio eixo cerca de 2,6 voltas a velocidades superiores a 1.500 latas por minuto. O peso do filme seco para um primer branco típico é de cerca de 10 g/m2, dependendo do tipo de decoração subsequente. O verniz é então seco no forno por não mais de 60 segundos a uma temperatura de cerca de 200º C.
6º – Depois de sair da estufa, os recipientes são transportados para a estação de decoração, onde as diferentes cores são aplicadas por offset seco, passando novamente por uma estufa de secagem de tinta.
7º – O deslocamento dos contentores a alta velocidade pelos sistemas de transporte geraria abrasões na sua base – sobre a qual repousa nestas vias – que com o tempo seriam transformadas em oxidações do metal. É por isso que é necessário proteger o fundo dos recipientes com um produto adequado.
8º – Após estas operações e antes do envernizamento interior, o gargalo da lata é reduzido e seu flange é moldado para o futuro fechamento. Esta redução permite utilizar uma tampa com um diâmetro muito inferior ao da lata com a consequente poupança que isso implica, tendo em conta os enormes volumes de fabrico que estão envolvidos neste mercado.
9º.- É necessário verificar a estanqueidade das latas para evitar fugas. Para isso, eles passam por um dispositivo que detecta esses possíveis vazamentos pela luz, rejeitando automaticamente as latas defeituosas.
10º – Os recipientes DWI requerem uma proteção interna para eliminar a exposição do metal através do revestimento com duas ou mais camadas de verniz sanitário de aplicação complexa. Dado o severo processo de formação destes recipientes, a operação de envernizamento – e a decoração anterior – só é possível após o estiramento da parede e seu posterior recortamento do material em excesso. As exigências de qualidade das empresas multinacionais de bebidas e a necessidade de suportar uma redução no diâmetro do gargalo após a decoração transformaram estas operações num campo altamente especializado. A aplicação de um revestimento interno é feita por atomização da laca – por spray – normalmente em duas passagens. Na Europa, os sistemas à base de solventes à base de resina de poliéster, com excelente dureza, ainda parecem ser boas soluções a serem usadas para revestimentos de recipientes DWI. Por vezes também são utilizados sistemas formulados com resinas acrílicas. No entanto, os sistemas de base acrílica à base de água estão a tornar-se cada vez mais utilizados. A principal razão é essencialmente observar o cumprimento da legislação ambiental vigente, tanto em termos de condições de trabalho industrial como de controlo de emissões.
11º – Cada camada ou passagem de verniz interior tem de ser curada num forno (IBO) a uma temperatura de 210º C sendo decisivo para garantir uma boa qualidade tanto do acabamento interior como exterior.
12º.- Finalmente as latas vão para um paletizador automático onde são embaladas.
Dado o alto custo das linhas DWI, para alcançar a rentabilidade adequada, é necessário trabalhar com tipos e formatos de embalagens de alto consumo. Neste sentido, estes recipientes encontram a sua maior aplicação nas conservas de cerveja e bebidas carbonatadas.

Para estes produtos, a embalagem de duas peças é a melhor solução, porque:
– A relação diâmetro/altura de 1:2 permite uma óptima economia de material.
– A pressão interna dos produtos carbonatados permite trabalhar com paredes muito finas (0,10 mm ou menos) sem problemas mecânicos, já que a pressão dá estabilidade ao recipiente.
Precisamente a finura das paredes do corpo impede, pelo contrário, a sua utilização para a embalagem de produtos que requerem tratamentos de vácuo e/ou esterilização (conservas, em geral), uma vez que as paredes são deformadas pela acção do vácuo na maioria dos casos. O problema poderia ser evitado através do isolamento (ou ondulação) da parede do recipiente ou pela modificação da tecnologia de embalagem com injeção de gás inerte no enchimento e fechamento do recipiente. Esta tecnologia não foi desenvolvida porque ainda teria sérias limitações, tanto em termos da flexibilidade da instalação como do desempenho do barco resultante. Sem dúvida, uma alternativa melhor seria o uso de latas obtidas por desenho profundo.
Tanto a folha-de-flandres como o alumínio são utilizados como matéria-prima em função dos seus preços e dos hábitos de consumo no mercado. É difícil transformar uma linha que foi concebida para trabalhar com folha-de-flandres para utilizar alumínio e também o seu inverso, principalmente devido aos sistemas de transporte que são específicos para cada tipo de material. Em geral, na América do Norte o alumínio é o mais popular e na Europa o consumo é distribuído. A tecnologia em ambos os casos teve origem na América do Norte, mas logo se espalhou por todo o mundo. Como já dissemos, como os investimentos a serem feitos são muito elevados, a sua implementação está limitada às grandes empresas multinacionais.
 RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
RELAÇÃO DE ALTURA NO FABRICO DE RECIPIENTES AEROSSÓIS
 CONTROLE DIMENSIONAL DE RECIPIENTES DE TRÊS PEÇAS
CONTROLE DIMENSIONAL DE RECIPIENTES DE TRÊS PEÇAS
 LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
 LINHA DE EMBALAGEM “DUAS PEÇAS DRD”.
LINHA DE EMBALAGEM “DUAS PEÇAS DRD”.
 Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
 SELOS PARA RECIPIENTES DE SALSICHAS
SELOS PARA RECIPIENTES DE SALSICHAS
 FICHA DO PRODUTO: RECIPIENTES PARA SALSICHAS
FICHA DO PRODUTO: RECIPIENTES PARA SALSICHAS
 DRD EMBALAGEM DE DUAS PEÇAS
DRD EMBALAGEM DE DUAS PEÇAS
 COMPARAÇÃO ENTRE EMBALAGENS DE 2 A 3 PEÇAS
COMPARAÇÃO ENTRE EMBALAGENS DE 2 A 3 PEÇAS
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS




0 comentários