
Introduction
Contoured pins are an essential component in modern tool packs used in the can-making industry. These pins, along with rubber springs, help control die movement within the die modules, ensuring better and brighter cans. However, like any other mechanical component, contoured pins may face issues during operation. This article aims to provide a comprehensive guide to troubleshooting contoured pins in tool packs.
Understanding contoured pins
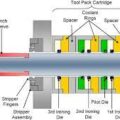
Before diving into the troubleshooting process, it is crucial to understand the role of contoured pins in tool packs. Contoured pins are custom-ground pins designed to match the can maker’s die size. They work in conjunction with rubber springs to dampen vibrations coming from the ram as it passes through the tool pack. This dampening effect prevents the die from marking the thin-wall portion of the can, resulting in better quality cans.
Troubleshooting Contoured Pins
possible failures in the external guide pin assembly, which may indirectly affect the contoured pins. The following are some examples of faults that could occur in the system during operation:
Pinched Cups: If the press timing is improperly set or the blank hold-down is keeping pressure on the flange tool for too long, it may cause pinched cups. Adjusting the inner slide up can resolve this issue.
Metal Hairs or Jagged Edges on Top of Cups: This issue may be due to damage to the blank cut edge or blank and draw die, misaligned blanking and drawing die, or excessive cut tool clearance. Proper alignment and checking for damages can help resolve this problem.
Blown Cups (Wrinkled Flange): Causes for this issue can include foreign objects on stock, upper pressure sleeve, or blank and draw die, too much lubrication, not enough hold-down pressure, or non-parallel tooling. Addressing these causes can help fix the problem.
Blown Cups (Flat Flange): This issue can be caused by foreign objects on stock or die, too much pressure, not enough lubricant, or non-parallel tooling. Resolving these causes can help fix the problem.
Lubrication Issues: The guide pins, which may include contoured pins, are lubricated by a closed feed system. If the lubrication pressure falls, the machine may shut down in safety shutdown mode. Ensuring proper lubrication pressure can help prevent this issue.
Conclusion
understanding the potential malfunctions in the outer guide pin assembly and addressing the causes can help maintain the proper functioning of the tool pack. Regular maintenance, inspection, and alignment of the tool pack components can help prevent issues and ensure better quality cans.
 Understanding and addressing die marks in tool packs
Understanding and addressing die marks in tool packs
 Excessive Wear in Toolpack: Causes, Consequences, and Solutions
Excessive Wear in Toolpack: Causes, Consequences, and Solutions
 Contoured Pins: An Essential Component in Modern Can Making ToolPack
Troubleshooting Rubber Springs in Tool Packs
Contoured Pins: An Essential Component in Modern Can Making ToolPack
Troubleshooting Rubber Springs in Tool Packs
 Rubber Springs: A Key Component in Modern Tool Packs for Can Making
Rubber Springs: A Key Component in Modern Tool Packs for Can Making
 Cause of short service life of the iso blade on a coater
Cause of short service life of the iso blade on a coater
 what is a patinated fastener
what is a patinated fastener
 ESTRELLA GALICIA LAUNCHES NEW PACKAGING
ESTRELLA GALICIA LAUNCHES NEW PACKAGING
 Troubleshooting strategy for an aluminum beverage can production line
Troubleshooting strategy for an aluminum beverage can production line
 COMPRESSION PLATES FOR SEAMERS
COMPRESSION PLATES FOR SEAMERS


