
Introducción
Los pasadores contorneados son un componente esencial en los paquetes de herramientas modernos utilizados en la industria de fabricación de latas. Estos pasadores, junto con los muelles de goma, ayudan a controlar el movimiento del troquel dentro de los módulos de troquel, asegurando latas de mejor calidad y más brillantes. Sin embargo, como cualquier otro componente mecánico, los pasadores contorneados pueden enfrentar problemas durante su funcionamiento. Este artículo tiene como objetivo proporcionar una guía completa para solucionar problemas con pasadores contorneados en paquetes de herramientas.
Entendiendo los pasadores contorneados
Antes de sumergirse en el proceso de solución de problemas, es crucial comprender el papel de los pasadores contorneados en los paquetes de herramientas. Los pasadores contorneados son pasadores personalizados diseñados para coincidir con el tamaño del troquel del fabricante de latas. Trabajan en conjunto con los muelles de goma para amortiguar las vibraciones provenientes del martillo a medida que pasa por el paquete de herramientas. Este efecto de amortiguación evita que el troquel marque la parte de la pared delgada de la lata, lo que resulta en latas de mejor calidad.
Solución de problemas con pasadores contorneados
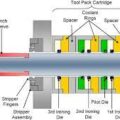
posibles fallos en el conjunto de pasadores guía externos, que pueden afectar indirectamente a los pasadores contorneados. Los siguientes son algunos ejemplos de fallos que podrían ocurrir en el sistema durante el funcionamiento:
Vasos pellizcados: si el tiempo de prensa no está configurado correctamente o si la sujeción de la pieza en blanco mantiene la presión sobre la herramienta de reborde durante demasiado tiempo, puede causar vasos pellizcados. Ajustar el deslizamiento interno hacia arriba puede resolver este problema.
Pelos de metal o bordes dentados en la parte superior de los vasos: este problema puede deberse a daños en el borde de corte en blanco o en el troquel de dibujo en blanco, troqueles de dibujo y troquelado desalineados o espacio excesivo en la herramienta de corte. La alineación adecuada y la comprobación de daños pueden ayudar a resolver este problema.
Vasos soplados (reborde arrugado): las causas de este problema pueden incluir objetos extraños en la acción, la manga de presión superior o el troquel de dibujo en blanco, demasiada lubricación, no suficiente presión de sujeción o herramientas no paralelas. Abordar estas causas puede ayudar a solucionar el problema.
Vasos soplados (reborde plano): este problema puede ser causado por objetos extraños en la acción o el troquel, demasiada presión, no suficiente lubricante o herramientas no paralelas. Resolver estas causas puede ayudar a solucionar el problema.
Problemas de lubricación: los pasadores guía, que pueden incluir pasadores contorneados, están lubricados por un sistema de alimentación cerrado. Si la presión de lubricación cae, la máquina puede apagarse en modo de apagado de seguridad. Asegurar una presión de lubricación adecuada puede ayudar a prevenir este problema.
Conclusión
comprender los posibles fallos en el conjunto de pasadores guía externos y abordar las causas puede ayudar a mantener el correcto funcionamiento del paquete de herramientas. El mantenimiento, inspección y alineación regulares de los componentes del paquete de herramientas pueden ayudar a prevenir problemas y garantizar latas de mejor calidad.
 Solución de problemas en resortes de goma en paquetes de herramientas
Solución de problemas en resortes de goma en paquetes de herramientas
 Muelles de goma: un componente clave en los paquetes de herramientas modernos para la fabricación de latas
Muelles de goma: un componente clave en los paquetes de herramientas modernos para la fabricación de latas
 Colapso de latas en el autoclave: causas y soluciones
Colapso de latas en el autoclave: causas y soluciones
 Que es tool room
Que es tool room
 Análisis y Solución del Defecto de Doble Cierre: Seam Bumps en Envases de Metal
Análisis y Solución del Defecto de Doble Cierre: Seam Bumps en Envases de Metal
 problemas de soldadura fría en tu soldadora Soudronic
problemas de soldadura fría en tu soldadora Soudronic
 qué es un cierre patinado
qué es un cierre patinado
 ¿Por qué una lata de aluminio tiene fugas con una bebida carbonatada a base de 12% de alcohol y pH de 3?
¿Por qué una lata de aluminio tiene fugas con una bebida carbonatada a base de 12% de alcohol y pH de 3?
 Problemas de soldadura de latas
Problemas de soldadura de latas
 Estrategia para la solución de problemas en una línea de producción de latas aluminio para bebidas
Estrategia para la solución de problemas en una línea de producción de latas aluminio para bebidas



