
Physical resistance of metal containers
The study of the physical properties of the containers, takes special importance from the moment in which the use of tinplate with steel of Double Reduction began fundamentally by economic reasons, although also they have intervened concrete interests of the siderurgies, with the intention to standardize their processes of improvement in the manufacture of this type of steels for containers.
Given the impossibility of establishing a relationship between the product-format-process set and the thickness of the necessary container, we must define another concept of the container, different from the one mentioned above, but which brings together the thickness, the geometric design and the mechanical characteristics of the steel, and which allows us to ensure its integrity in any circumstance, of the process and handling of the container, provided that the demands do not exceed what could be understood as normal use. It is, to evaluate the physical resistance of the container.
We will define, therefore, the physical resistance of the packaging as that required by the packaging to remain undeformed under normal processing and handling conditions after the manufacture of any product and until the end of its estimated half-life or until it is opened for consumption of the preserved product.
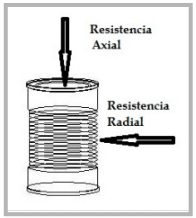
The physical resistance of a container is determined by the container’s capacity to resist deformation in the face of radial and axial stresses, so that none of them can cause a rupture or permanent deformation of the container. In this way, we will define two components involved in the formation of physical endurance:
1 RADIAL RESISTANCE (Rr)
It is measured in the direction of the cylinder radius or on the wall of the container body (laterally to its usual support position) and determines the pressures to be withstood in the process of sterilization, cooling, labelling and subsequent handling.
2 AXIAL RESISTANCE (Ra)
It is evaluated according to the axis of the cylinder (in the direction of the height of the container) and determines the stresses to be withstood in the storage and transport processes.
There are three factors intrinsic to the design of the container, which directly intervene in the results obtained in the measurement of the forces necessary to overcome both resistances:
- Material thickness.
- Mechanical characteristics of steel (Temper and yield strength)
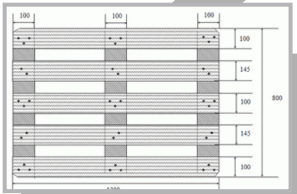
- Design of the container body (profile of the boarding).
Each of these parameters is involved to a greater or lesser degree in the achievement of both resistances, but fundamentally, it is the bead design that is involved in a greater percentage in the resistance of the container, so that any variation in any of the other factors could immediately imply a change in the characteristics of the boarding of the container.
Radial resistance
The radial resistance of the containers is determined by the pressure in bar (1 Atm = 1,033 bar) that the container can withstand without paneling the body, i.e. without imploding forming a more or less flat or sunken part on the normal profile of the container body.
The radial resistance that a container needs is determined by the process to which it is going to be subjected as well as its subsequent handling.
In the process, it is necessary to take into account those factors that directly intervene in the decrease or increase of the radial resistance. These factors are:
- Closing temperature.
- Headspace
- Sterilization and cooling process (cooling counterpressure)
- Manipulation (blows).
Each of these factors affects the radial resistance of the container in a different way. We proceed to explain the influence of each of them on the variations of the radial resistance.
The sealing temperature has an effect, because the higher the sealing temperature, the greater the vacuum created in the pack, due to the expansion of the packaged product with temperature.
The head space (space occupied by air between the product and the lid) affects the opposite of the above. The greater the head space, the greater the expansion allowed, but this space is limited by the net weight (weight of the declared product) and by regulations, and must be less than 10% of the height of the container (Order of 13 February 1984). (1 )
Sterilization and cooling are fundamental, since it is necessary that these processes are controlled by means of an adequate counter-pressure, to avoid irreversible deformation of the container by defect (bulging) or by excess (paneling).
Finally, the handling of full containers, emptying of baskets, palletising, labelling, must be careful to avoid knocks on the container wall. A blow that deforms the boarding substantially decreases the radial strength of the container, and could panel once it reaches room temperature.
The minimum radial resistance that a container should have for correct handling without deformation should be at least 1 bar over the internal vacuum of the filled container. If the vacuum inside the container after processing and closing is, for example, 0.2 bar, the resistance of the empty container should be at least 1.2 bar.
Axial resistance
The axial resistance is determined by the Kg-f that the container is able to support without yielding, applied in the direction of the cylinder axis. It is a measure of the resistance of containers in storage (stacking), and transport.
Taking into account a normal storage process, let’s estimate the axial strength requirements of a container.
Let’s consider, for example, a normal storage process of containers, in which we have 3 pallets of full ½ Kg cans of the RO 425/73 format, whose dimensions are 73 mm diameter, 420 ml capacity and 109.5 mm closed height, each pallet containing 2880 cans (10 layers for 288 cans each).
The weight of each pallet will be approximately 1440 kg, and the three pallets, stacked one on top of the other in a warehouse, give a total weight of approximately 4320 kg.
The pallet on which the containers are placed has a poor design (but unfortunately quite common) with several lower support boards of a thickness that in some cases is insufficient and does not usually cover the entire surface of the pallet, which means that its support surface, in the worst case, is limited to the surface of the nine support blocks of these boards, and in other cases means that the containers are partially supported, decreasing their axial resistance.
Taking the most unfavourable case, if we estimate that each wooden block has a surface area double that of the lid of the container we are considering, the weight of the three pallets, as defined above, the total weight, would be supported by a minimum of 18 containers, so that each container would support a weight that we could estimate at:
4320 / 18 = 240 Kg
The result obtained, 240 kg per container, can be considered as the most unfavourable case in the storage conditions, although other circumstances could be estimated (such as transport on pallet trucks) in non-uniform soils, which in some cases could require greater resistance from the containers.
On the other hand, this result can be favoured if the weight distribution is improved with a greater number of support boards (and with sufficient thickness so that they do not give way under the weight) or it can be worsened if the surface of the blocks is smaller and does not completely cover the containers.
The most advantageous hypothetical case for the container is one in which the distribution of weights is totally uniform, so that each container would only receive the weight of the containers immediately above it, i.e. 30 x 0.5 = 15 kg, or more generally (4320 kg total among the 288 containers in the lower layer).
As in the previous case, we must take into account the different factors that can affect the axial resistance, and therefore the final behaviour of the container.
Firstly, the axial resistance is improved by the characteristics of the metal used in its manufacture. A greater thickness and a greater hardness (or elastic limit) make a container more resistant, but they also make it more expensive, particularly the thickness.
Secondly, the axial strength worsens with the formation of the boarding (used to improve radial strength).
As the current trend is to manufacture containers with thinner tinplate (partly replacing the thickness resistance by hardness resistance), it is necessary to optimize the design of the boarding, so that the two resistances are combined advantageously, that is to say that the radial resistance of the container is improved and the axial resistance is reduced as little as possible.
 Influence of Water Quality on the Performance of Metal Containers
Influence of Water Quality on the Performance of Metal Containers
 Metal Containers | 4L Metal Containers
Metal Containers | 4L Metal Containers
 can metal containers be heated in the microwave?
metal storage containers
can metal containers be heated in the microwave?
metal storage containers
 Loss of airtightness and deformation of metallic sanitary containers in process
Loss of airtightness and deformation of metallic sanitary containers in process
 quality control in the manufacture of metallic containers
quality control in the manufacture of metallic containers
 EXTERNAL CORROSION IN CANNED FOOD CONTAINERS
EXTERNAL CORROSION IN CANNED FOOD CONTAINERS
 MECHANICAL PROPERTIES OF CANS
MECHANICAL PROPERTIES OF CANS
 OVERHEADS AND PRESSURE PLUGS FOR METAL CONTAINERS
Quotation for the manufacture of metal containers with screw caps
OVERHEADS AND PRESSURE PLUGS FOR METAL CONTAINERS
Quotation for the manufacture of metal containers with screw caps



0 Comments