
介绍
作为已出版作品的补充:
ÿ
我们在这里开发如何设计卷发机的工具。 如前几篇文章所述,这些机器可以转动底部的边缘,从而能够在不将底部装配在一起的情况下对其进行操作,并有助于闭合。
还指出了用于不同用途的不同类型的卷发钳。 现在,按照此分类,我们将看到如何为每个工具准备工具。
中央盘式卷发器的工具-圆底
在这种情况下,车削是通过一个由两部分组成的工具进行的:
-旋转中央碟片
-部门-或部门-固定的外部。
底部在它们之间通过,将其边缘容纳在两个部分均位于其侧面的通道中。 中央盘通过摩擦将旋转运动传递到底部,底部以与中央驱动盘相同的切向速度打开。 由于底部直径比圆盘小得多,因此第一转盘的转数要高得多。 在整个过程中,该基金会在固定的外部部门上滚动。
正如我们已经说过的,圆盘和扇形块具有横向通道,具有特殊的轮廓,可以在底部边缘通过它们之间时复制底部的边缘。 见图1
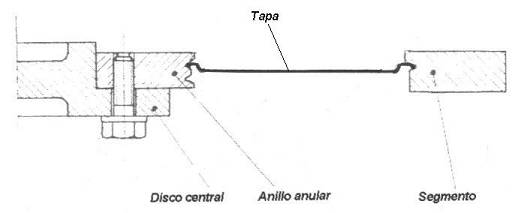
图nº1:卷发钳的工具截面。
圆盘的外部是一个大直径的钢圈,接近半米。 它必须完全平坦,并且工作通道必须沿其整个平行于基座的整个周边精确地维护。 该磁盘必须在一个平面上旋转,也就是说,其轴必须完全垂直于其基座。 它通过螺钉固定在中心芯上,不允许调节或调整,除非机器配备了变速机,否则每分钟的转数除外。
为了延长其使用寿命,它是可逆的,在反向位置提供双重工作轮廓。 因此,当通道磨损时,可以转动环,使其寿命加倍。 当两者都无法测量时,可以通过对环进行新的机加工和研磨来重新制作其轮廓。 可以执行此操作的次数由将段在其外壳中移动的最大可能性所限制,这将在后面看到。 图2显示了磁盘的截面及其一般尺寸。
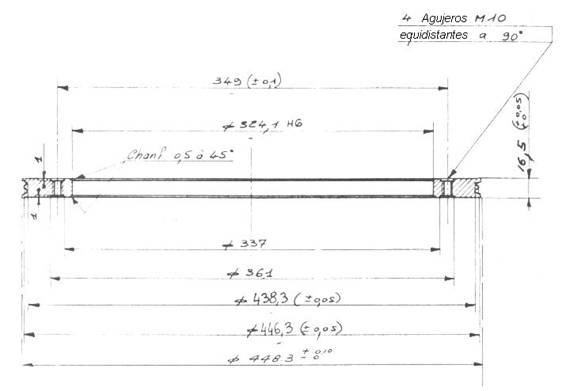
图2:卷发盘圆环的截面
这些环由工具钢制成,经过大约60 HRc的硬度处理,其喉部轮廓经镜面处理校正,以免损坏涂在底部的外部清漆。
在图3中,示出了图2的盘的倒置位置中的通道的最重要的位置和测量。 当在下面描述不同类型的机翼卷曲的卷边工具轮廓的特征时,我们将详细介绍这些轮廓的更多测量值。
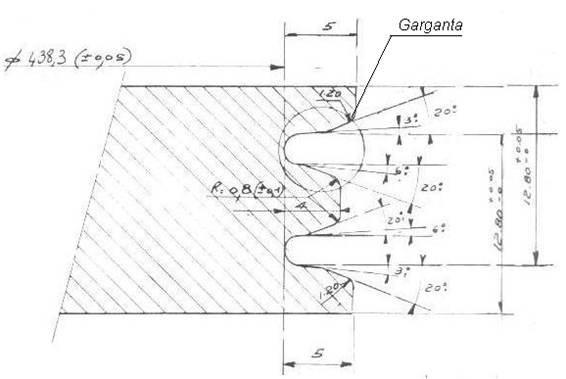
图nº3:磁盘上卷曲轮廓的细节
如前所述,背景在磁盘和扇区之间循环。 磁盘的功能是拖动和旋转背景。 实际上,概述其形状的零件是固定的外部区域,底部在其上滚动。 该扇区由一系列片段组成,通常除了第一个片段和最后一个片段外,其他片段彼此相等,通常为6个。 总的来说,它覆盖了大约270º的空间,并且可以通过螺钉稍微调整每个部件到卷发钳中心的距离,请参见本文的图片。 这样,可以从头到尾稍微减小该距离,以迫使底部在其转弯处转向其边缘。 每次检查并纠正光盘通道的配置文件和片段本身时,都必须重新进行此调整。
圆盘的初始和最后部分都有倒角,可方便底部进入和退出其通道。该通道可能与圆盘的通道相同,尽管有些制造商对其做出了细微的差别,因为由于我们只有圆盘在拖动,因此它的轮廓不是定义卷发形状的轮廓,而外部部门是。
扇区的中间部分的示例,特别是与图2的磁盘相对应的扇区的中间部分,在下面的图4中给出。
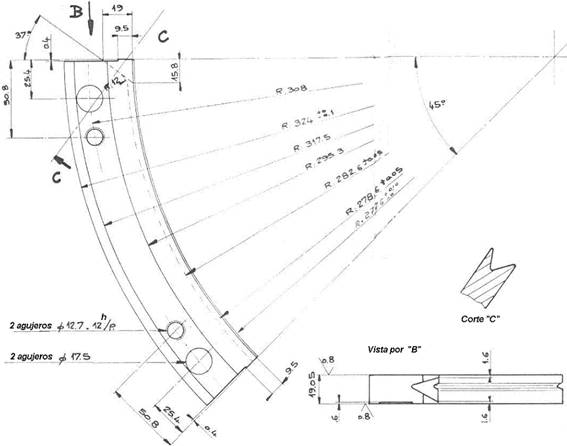
图nº4:外部部门的中间图
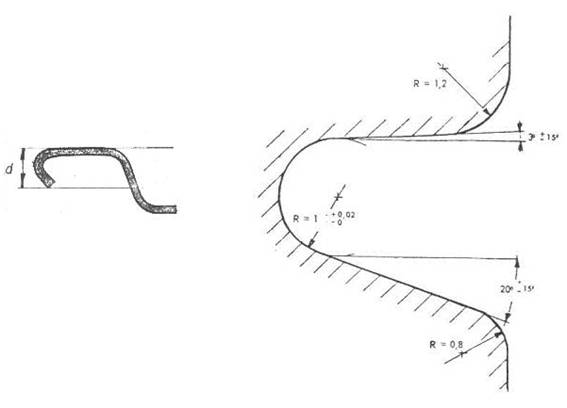
部门的部分是不可逆的。 材料,机械加工和硬度类似于圆盘,它们与之形成工作对。 在图5中示出了图4中的扇形的轮廓的细节,其中可以看到其形状,平均值,角度,公差和通道或工作喉部的表面的光洁度。
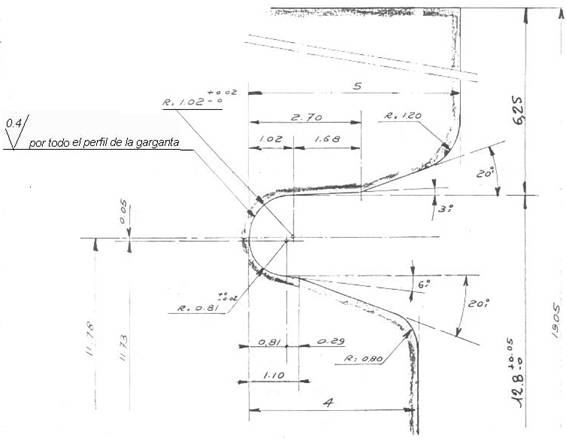
图5:图4扇区的喉部细节
现在,让我们看看根据基金机翼的设计可以使用的不同喉咙类型。 我们已经指出了通常在底部使用的各种类型的卷边和帽沿。 手表:
按照此分类,峡谷的形状可分为:
a。-平顶机翼底部的喉咙。
这是最简单的设计。 通道由一个带有入口和出口角度的半径组成。 便于盖上盖子的输入较小,而较大的输出是使卷发倾斜的输出。 半径通常为1毫米的值。大约 见图6。
图nº6:平顶机翼工具的卷曲和卷曲轮廓
它用于低产量,材料厚度不低且回火降低的圆底。 也就是说,例如对于马口铁“简单减少”。 使用的特定情况:气雾罐的圆顶和底部,工业产品…在此使用中,圆盘和扇形具有相同的喉咙轮廓。
b.-双半径顶翼底部的喉咙
在磁盘和扇区中使用最不同的喉咙配置文件时,才使用此选项。 扇形中的一个半径可以是两倍,甚至可以是入口和出口的双重角度,见图7。 光盘不需要此轮廓。 此处显示的配置文件与图2、3、4和5的示例中使用的配置文件相同。
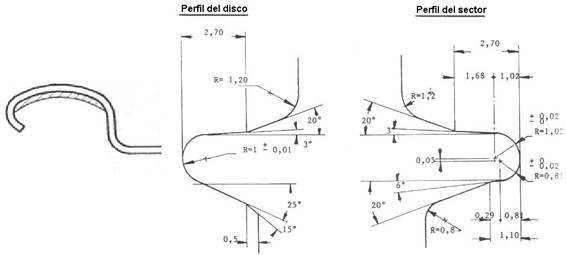
图n°7:双半径顶翼的工具的卷曲和卷曲轮廓
它们是最常用的。 它们可用于食品用的各种底料,并且工作速度快,产量高。
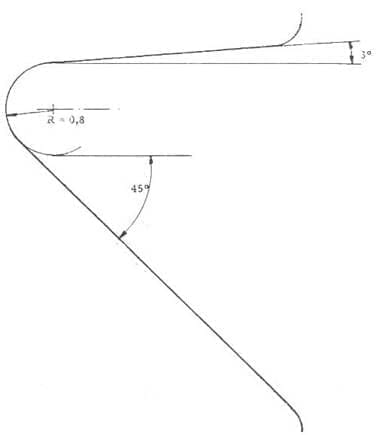
c。-三倍半径顶翼底部的喉咙
这种机翼专为使用低厚度和高回火材料制成的背景而开发。 这意味着机翼长度的一定减小。 为了进行卷曲,而不会在其中产生皱纹,并且卷曲的形状有利于封闭件的制作,对卷曲的喉部轮廓进行了新设计。
喉咙轮廓的一个例子可以在图8中看到。
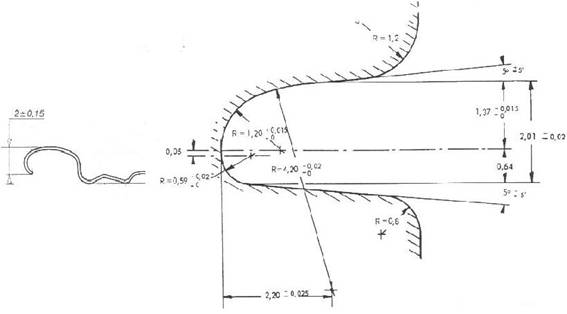
图nº8:三倍半径顶翼工具的卷曲和卷曲轮廓
我们坚持在处理高硬度和厚度减小的材料时使用此设计。
盘式卷发器的工具-圆底
这种机器-在工作中已经被讨论过
-就业非常有限,仅用于质量要求不高的资金。 因此,它们的机翼设计为平顶形状。 两种碟片的喉咙都具有相同的轮廓,最常用的一种是图9中所示的那种。
图nº9:平顶机翼的卷曲轮廓
盘式卷曲机的工具-矩形背景
当双卷发机的圆盘用于矩形或椭圆形的非圆形底部时,其圆盘可以由数个叠置件制成。 这样,极大地促进了其构造。 例如,每个圆盘都可以制成3件,其中一个直径稍大些,它将构成该盘的上部;一个中间直径的部分具有倾斜的轮廓,而较小的直径则可以形成卷曲,而第三个则可以形成卷曲。成为其基础。 图10分为三部分,显示了圆盘细节的一部分。
图编号::平顶机翼的卷曲轮廓
中间盘的厚度决定了在底部产生的卷曲的高度,并且是底部凸缘的长度的函数。 在图10中,该厚度的值表示为机翼长度的函数。
对于在卷发机上打开卷发的非圆形底部(还有其他操作步骤),通常使用上述设计。












0 Comments