金属包装涂料
金属容器的涂层包括各种化合物,旨在保护容器内装物和金属免受腐蚀和变质,并保持包装产品的质量。 最常见的涂层类型有 环氧树脂类型:酚醛环氧树脂涂料对食品和非食品应用都非常有效。 它们具有耐化学腐蚀性、与金属基材的出色粘合性、良好的柔韧性(容器成型所需的)和较高的耐高温灭菌性。 环氧树脂和酚醛树脂的比例为 3/1 和 6/1(环氧树脂/酚醛树脂比例)。...


易拉盖的物理特性 易拉盖又称易开盖,具有几种重要的物理特性: 材料:通常由马口铁、TFS(无锡钢板)或铝等金属制成。 材料的选择可能因地区而异;例如,在美国,铝是首选,而在欧洲,由于能源成本高,马口铁往往更多地用于全开盖。 尺寸:瓶盖尺寸至关重要,需要使用量规、千分表、千分尺、卡尺和自动量规等工具进行测量。 尺寸公差非常精确,某些参数的公差范围可达...

简介 在三片罐等金属容器的制造过程中,焊接在连接金属板边缘以形成容器主体方面起着至关重要的作用。 包装行业领先的机械制造商 Soudronic 开发了 DISCON 焊接轮,它是电阻焊接的重要组成部分。 DISCON 焊接辊描述 DISCON 焊接辊是用于 Soudronic 电阻焊接机的专用辊子,配有特殊的冷却系统。...

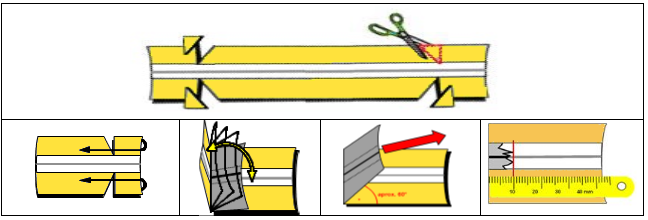
金属容器制造过程中的切割工艺 马口铁容器和盖子生产过程中的切割工序使用的金属是约 10 吨重的卷材。 根据最终用途的不同,这些线圈有不同的宽度、厚度、硬度和镀锡层。 金属被切割成直板或卷板,具体长度取决于生产线的用途,以最大限度地减少废料。 切割是通过两个辊子(一个下辊子和一个上辊子)之间的剪切过程完成的,这两个辊子的尖锐面相对。...

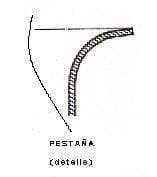
如何获得合适的橡胶盖 为了实现圆帽的适当橡胶化,有必要在涂抹橡胶时将圆帽转至少两圈,根据直径的不同,橡胶化末端和起始端之间的重叠部分约为 5 至 10 毫米。 必须对这一过程进行控制,以便正确调整上胶过程。 重力控制可通过八分法进行,即通过 45° 的橡胶截面(连接八分法),以确保橡胶的均匀周长分布。 对于大直径盖帽(153...
硫酸铜测试是包装行业用来检测马口铁罐上漆膜是否存在气孔、裂缝或任何不连续性的一种测试方法。 这项测试对于确保保护涂层的质量和防止金属腐蚀非常重要,尤其是在用来盛放食物或可能对金属有侵蚀性的产品时。 硫酸铜测试的一般步骤如下: 制备硫酸铜酸性溶液,该溶液由硫酸铜(CuSO4-5H2O)和盐酸(HCl)在蒸馏水中的混合物组成。...


在罐头两端涂抹密封剂的基本规则如下: 应定期监测化合物的重量,以确保使用量正确。 通常的做法是,用涂抹干混合物后的末端平均重量减去涂抹混合物前的末端重量。 应监测化合物的均匀性,以确保接受化合物的两端没有孔洞或缝隙。 这有助于防止接缝隆起,确保完全密封。 应在罐体末端涂抹适量的密封剂,以填补双层接缝的金属与金属接缝中自然存在的空隙。...

要改进尺寸为 610x708 的集装箱的焊缝,必须根据所提供的信息考虑几个关键因素: 双冷冻滑轮的使用: 带有双冷冻滑轮的焊接机对于正确焊接至关重要。 防锈: 在焊接过程中使用氮气,以消除氧气的存在,防止铁的氧化,这对确保保护漆的良好附着至关重要。 焊接频率设置: 频率设置不正确会导致焊接不牢固。...

易拉罐漏水可能由与焊接和易拉罐状况有关的几个因素造成。 可能的原因包括 腐蚀: 腐蚀点可能来自外部,再加上二次腐蚀,会导致裂缝,从而造成内部液体泄漏。 内部压力和操作: 内部罐体压力和操作行为的结合会导致裂缝和内部液体泄漏的可能性。...

在金属容器制造过程中,影响焊接质量的几个因素都可能导致开焊或冷焊。 根据所提供的信息,一些可能的原因包括 电流过大:电流过大会产生过多热量,影响焊接质量,导致开焊或冷焊。 焊接滑轮的状况:如果滑轮磨损或调整不当,可能无法施加足够的压力,导致焊接不良。 间隙过大:如果焊接标记之间的距离过大,则焊接标记之间可能没有足够的重叠,从而导致接头变脆或开裂。...

焊缝内侧清漆不足可能由多种因素造成。 根据所提供的信息: 清漆的多孔性也是一个被提及的问题,这表明涂刷的清漆可能含有微孔,无法完全覆盖,导致小面积的金属暴露在外,容易受到腐蚀。 值得注意的是,如果在焊接后没有对焊料进行充分保护,可能会出现焊料的初期氧化,这可能是由于保护锡层被焊接操作过程中产生的热量融化而消失所致。...

要鉴别马口铁是否优质,可以遵循几个因素和程序: 目视检查: 应对马口铁容器的内部和外部进行目视观察,并辅以照片记录,以发现可能存在的缺陷或不一致之处。 收货质量控制: 收到马口铁后,应检查标签并测试材料的物理和化学特性。 这包括核实尺寸、检测表面缺陷和层压中可能存在的气孔。...

金属容器马口铁的厚度由多个因素决定,包括容器类型、最终用途和所需的机械性能。 以下是确定马口铁厚度时需要考虑的一些具体细节: 标准厚度: 不同类型包装的厚度从 0.20 毫米到 0.36 毫米不等。 包装类型: 对于装有 ½ 至 1 升产品的容器环,建议采用 T2 硬化和 0.26 至 0.29 毫米的规格。 对于 1 升和 5...



马口铁的硬度会在多个方面影响拉拔工艺。 根据现有资料,马口铁必须具有足够的变形能力,以避免在加工过程中出现表面故障。 因此可以推断,硬度不足的马口铁在拉伸过程中很难正常变形,从而导致零件出现缺陷。 但是,关于马口铁的硬度如何直接影响拉拔工艺,目前还没有具体的信息。 因此,对于马口铁硬度对拉拔工艺的确切影响,还无法给出明确的答案。...

要计算心轴边缘底部与底板之间的正确高度,可以按照以下步骤进行: 首先以毫米为单位计算法兰罐(仅罐身)的高度。 例如,假设它是 116.4 毫米。 从法兰罐的高度中减去心轴唇的厚度。 心轴唇的厚度可能因盖的沉孔深度而异。 假设是 3.20 毫米。 因此,116.4 毫米 - 3.20 毫米 = 113.2 毫米。 将弹簧变形量与结果相加。...
要改进焊接中的静电粉末剂量,必须遵循一些准则: 确保粉末的粒度在几微米左右,且粉末中的颗粒不大于应用的平均厚度。 粒径越小,覆盖效果越好,流动性越强,静电粉末沿焊缝的分布也越均匀。 有必要对粉末进行冷却,以提高其在管道中的流动性。 供气温度必须低于 20 °C。 在喷粉前冷却焊缝也很重要。 这改进了工具的应用,延长了工具的使用寿命。...
易拉罐的凸缘在双层接缝过程中起着关键作用,是确保接缝正确成型的措施。 在第一辊的缝合操作中,也就是形成良好接缝的最关键部分,盖板被穿到机身凸缘上,在完成的接缝上形成机身钩。 该操作由第一次操作的滚筒和底板的压力决定。 压力应足以将盖子直接压到卡盘上,并牢牢固定住罐子。 第一道工序中的任何缺陷都无法在第二道滚筒缝纫工序中得到纠正。...
氯化物,特别是氯化钠 (NaCl),会对无锡钢 (TFS) 容器产生腐蚀作用。 腐蚀可能是由环境中的湿气和氯化物或容器中的内容物引起的。 腐蚀会削弱包装材料,导致包装产品泄漏或污染。 为了尽量减少氯化物的腐蚀作用,可以采取一些措施: 使用带有适当防腐保护层的包装材料。 确保容器在储存和运输前干燥。...
马口铁的硬度与退火工艺和制造时使用的基体钢有关。 退火是一种热处理工艺,用于软化钢材并提高其延展性。 钢材退火后,硬度会降低,拉伸和成型能力会增强。 一般来说,马口铁根据硬度可分为两种类型:单还原和双还原。 还原单马口铁的硬度低于还原双马口铁。 马口铁的硬度是根据洛氏硬度 HR 30T 量表测量的,用字母 "T "和两位数字表示。 例如...

马口铁有不同的硬化程度,这决定了它的性能和应用。 马口铁淬火的主要等级如下: T1 硬化:这是马口铁最软的硬化等级。 它具有很高的延展性和延展性,因此适用于对成型性要求较高的应用,如制造易拉盖。 T2 硬化:这是马口铁硬化的中级阶段。 它的硬度和强度都高于 T1 钢,因此适用于需要较高机械强度的应用,如油漆容器环的制造。 T3...

TH 型马口铁(硬马口铁)是指具有硬回火的马口铁材料。 不过,"TH "一词并没有特定的退火值。 马口铁的退火会因制造商和应用的具体需求而有所不同。 一般来说,马口铁的退火可分为不同的硬化等级,如 T1、T2、T3、T4 等。 每个淬火等级都有一定的硬度范围和特定特性,因此适用于不同的应用。 关于 TH...

要测量清漆的物理特性,可以进行以下测试: 清漆膜厚度:最准确的方法是在去除清漆膜之前和之后称量给定表面的样品。 通常使用表面积为四英寸见方的圆盘。 干燥:要确定清漆是否已正常固化,可进行 "mec"(甲乙酮)测试。 用棉签蘸丙酮或甲乙酮擦拭清漆。 薄膜与棉花的摩擦阻力越大,聚合率就越高。 硬度:可以用硬度计测量清漆的硬度。...


是的,可以在已经平版印刷并上了最终光油的胶片上上光油。 不过,在这样做之前必须考虑几个因素: 确保添加的清漆与现有的最终清漆相容。 如果涂层之间不兼容,可能会出现附着力或化学不相容的问题。 请注意,增加一层清漆可能会影响薄膜的特性,如柔韧性和耐磨性。 这可能与随后的制造阶段有关,例如翻边和封边。...
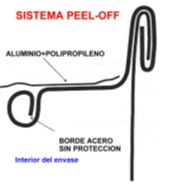
剥离盖由以下几个主要部分组成: 环:环绕容器边缘的圆形金属部分。 圆环提供了固定盖子所需的结构和支撑,确保密封。 铝箔:一种薄而柔软的铝箔,通过热封工艺与环密封在一起。 这种薄膜可以起到屏障的作用,保护包装内容物,保持其新鲜度和质量。 聚丙烯或其他热封材料层:该层位于环和铝箔之间,可使铝箔在密封过程中有效、牢固地粘附在环上。...

剥离式瓶盖使用的铝箔是一种薄铝箔,用于密封金属容器的盖环。 这种铝箔柔韧、轻便、耐腐蚀,适用于保持包装产品的质量和新鲜度。 剥离式瓶盖中的箔片与一层聚丙烯或其他热封材料相结合,可在瓶盖和容器之间实现高效、安全的密封。 拉动铝箔上的标签,铝箔就能轻易地从环上分离,这样就能毫不费力地打开容器,而无需使用开罐器。...
金属容器的涂层包括各种化合物,旨在保护容器内装物和金属免受腐蚀和变质,并保持包装产品的质量。 最常见的涂层类型有 环氧树脂类型:酚醛环氧树脂涂料对食品和非食品应用都非常有效。 它们具有耐化学腐蚀性、与金属基材的出色粘合性、良好的柔韧性(容器成型所需的)和较高的耐高温灭菌性。 环氧树脂和酚醛树脂的比例为 3/1 和 6/1(环氧树脂/酚醛树脂比例)。...
易拉盖的物理特性 易拉盖又称易开盖,具有几种重要的物理特性: 材料:通常由马口铁、TFS(无锡钢板)或铝等金属制成。 材料的选择可能因地区而异;例如,在美国,铝是首选,而在欧洲,由于能源成本高,马口铁往往更多地用于全开盖。 尺寸:瓶盖尺寸至关重要,需要使用量规、千分表、千分尺、卡尺和自动量规等工具进行测量。 尺寸公差非常精确,某些参数的公差范围可达...
简介 在三片罐等金属容器的制造过程中,焊接在连接金属板边缘以形成容器主体方面起着至关重要的作用。 包装行业领先的机械制造商 Soudronic 开发了 DISCON 焊接轮,它是电阻焊接的重要组成部分。 DISCON 焊接辊描述 DISCON 焊接辊是用于 Soudronic 电阻焊接机的专用辊子,配有特殊的冷却系统。...
金属容器制造过程中的切割工艺 马口铁容器和盖子生产过程中的切割工序使用的金属是约 10 吨重的卷材。 根据最终用途的不同,这些线圈有不同的宽度、厚度、硬度和镀锡层。 金属被切割成直板或卷板,具体长度取决于生产线的用途,以最大限度地减少废料。 切割是通过两个辊子(一个下辊子和一个上辊子)之间的剪切过程完成的,这两个辊子的尖锐面相对。...
如何获得合适的橡胶盖 为了实现圆帽的适当橡胶化,有必要在涂抹橡胶时将圆帽转至少两圈,根据直径的不同,橡胶化末端和起始端之间的重叠部分约为 5 至 10 毫米。 必须对这一过程进行控制,以便正确调整上胶过程。 重力控制可通过八分法进行,即通过 45° 的橡胶截面(连接八分法),以确保橡胶的均匀周长分布。 对于大直径盖帽(153...
硫酸铜测试是包装行业用来检测马口铁罐上漆膜是否存在气孔、裂缝或任何不连续性的一种测试方法。 这项测试对于确保保护涂层的质量和防止金属腐蚀非常重要,尤其是在用来盛放食物或可能对金属有侵蚀性的产品时。 硫酸铜测试的一般步骤如下: 制备硫酸铜酸性溶液,该溶液由硫酸铜(CuSO4-5H2O)和盐酸(HCl)在蒸馏水中的混合物组成。...
罐头外部出现白点可能是由于溶解的盐沉淀形成的,特别是在罐头消毒和从冷却阶段移除时温度过高,导致水分大量蒸发。 此外,外部蒸发延迟会导致冷凝区域因氯化物积累和湿腐蚀增强而发生腐蚀。 为了防止容器长时间处于潮湿状态,建议控制冷却速度和最终冷却温度。 此外,还建议在冷却出口处使用热气流进行干燥操作。...
在罐头两端涂抹密封剂的基本规则如下: 应定期监测化合物的重量,以确保使用量正确。 通常的做法是,用涂抹干混合物后的末端平均重量减去涂抹混合物前的末端重量。 应监测化合物的均匀性,以确保接受化合物的两端没有孔洞或缝隙。 这有助于防止接缝隆起,确保完全密封。 应在罐体末端涂抹适量的密封剂,以填补双层接缝的金属与金属接缝中自然存在的空隙。...
要改进尺寸为 610x708 的集装箱的焊缝,必须根据所提供的信息考虑几个关键因素: 双冷冻滑轮的使用: 带有双冷冻滑轮的焊接机对于正确焊接至关重要。 防锈: 在焊接过程中使用氮气,以消除氧气的存在,防止铁的氧化,这对确保保护漆的良好附着至关重要。 焊接频率设置: 频率设置不正确会导致焊接不牢固。...
易拉罐漏水可能由与焊接和易拉罐状况有关的几个因素造成。 可能的原因包括 腐蚀: 腐蚀点可能来自外部,再加上二次腐蚀,会导致裂缝,从而造成内部液体泄漏。 内部压力和操作: 内部罐体压力和操作行为的结合会导致裂缝和内部液体泄漏的可能性。...
在金属容器制造过程中,影响焊接质量的几个因素都可能导致开焊或冷焊。 根据所提供的信息,一些可能的原因包括 电流过大:电流过大会产生过多热量,影响焊接质量,导致开焊或冷焊。 焊接滑轮的状况:如果滑轮磨损或调整不当,可能无法施加足够的压力,导致焊接不良。 间隙过大:如果焊接标记之间的距离过大,则焊接标记之间可能没有足够的重叠,从而导致接头变脆或开裂。...
焊缝内侧清漆不足可能由多种因素造成。 根据所提供的信息: 清漆的多孔性也是一个被提及的问题,这表明涂刷的清漆可能含有微孔,无法完全覆盖,导致小面积的金属暴露在外,容易受到腐蚀。 值得注意的是,如果在焊接后没有对焊料进行充分保护,可能会出现焊料的初期氧化,这可能是由于保护锡层被焊接操作过程中产生的热量融化而消失所致。...
要鉴别马口铁是否优质,可以遵循几个因素和程序: 目视检查: 应对马口铁容器的内部和外部进行目视观察,并辅以照片记录,以发现可能存在的缺陷或不一致之处。 收货质量控制: 收到马口铁后,应检查标签并测试材料的物理和化学特性。 这包括核实尺寸、检测表面缺陷和层压中可能存在的气孔。...
金属容器马口铁的厚度由多个因素决定,包括容器类型、最终用途和所需的机械性能。 以下是确定马口铁厚度时需要考虑的一些具体细节: 标准厚度: 不同类型包装的厚度从 0.20 毫米到 0.36 毫米不等。 包装类型: 对于装有 ½ 至 1 升产品的容器环,建议采用 T2 硬化和 0.26 至 0.29 毫米的规格。 对于 1 升和 5...
不,TFS 不是马口铁。 TFS 这个名字来自英文单词 "TIN FREE STEEL",翻译过来就是 "无锡钢"。 它也被称为 "镀铬"。 TFS 是一种不同的材料,是为应对锡价上涨和锡枯竭风险而开发的马口铁替代品。 虽然 TFS 的基础支架与马口铁使用的钢材相同,但 TFS...
印刷缺陷的分类可能因各公司或行业使用的标准或准则不同而有所差异。 不过,还是可以找出一些常见的罐头印刷缺陷类别: 油脂:印张外部存在任何类型和数量的油脂。 印刷尺寸过大:印刷尺寸不正确,严重影响加工材料的外观或难以正确加工。 缺陷毛坯:毛坯宽度一般小于规定值,妨碍材料的正确加工或影响其良好的视觉外观。...
易拉罐中的钢材锈蚀是钢材与周围环境发生化学反应,特别是在有湿气和氧气的情况下发生锈蚀的过程。 对于食品罐来说,钢腐蚀可能是一个严重的问题,因为它会导致食品污染和产品损失。 根据文件中提供的信息,提到了可能导致食品罐钢材腐蚀的不同因素。 其中一些因素包括罐体涂层存在缺陷、钢材因机械变形而外露、罐头密封条件、存在硫酸等电解质等。...
马口铁的硬度会在多个方面影响拉拔工艺。 根据现有资料,马口铁必须具有足够的变形能力,以避免在加工过程中出现表面故障。 因此可以推断,硬度不足的马口铁在拉伸过程中很难正常变形,从而导致零件出现缺陷。 但是,关于马口铁的硬度如何直接影响拉拔工艺,目前还没有具体的信息。 因此,对于马口铁硬度对拉拔工艺的确切影响,还无法给出明确的答案。...
要计算心轴边缘底部与底板之间的正确高度,可以按照以下步骤进行: 首先以毫米为单位计算法兰罐(仅罐身)的高度。 例如,假设它是 116.4 毫米。 从法兰罐的高度中减去心轴唇的厚度。 心轴唇的厚度可能因盖的沉孔深度而异。 假设是 3.20 毫米。 因此,116.4 毫米 - 3.20 毫米 = 113.2 毫米。 将弹簧变形量与结果相加。...
要改进焊接中的静电粉末剂量,必须遵循一些准则: 确保粉末的粒度在几微米左右,且粉末中的颗粒不大于应用的平均厚度。 粒径越小,覆盖效果越好,流动性越强,静电粉末沿焊缝的分布也越均匀。 有必要对粉末进行冷却,以提高其在管道中的流动性。 供气温度必须低于 20 °C。 在喷粉前冷却焊缝也很重要。 这改进了工具的应用,延长了工具的使用寿命。...
易拉罐的凸缘在双层接缝过程中起着关键作用,是确保接缝正确成型的措施。 在第一辊的缝合操作中,也就是形成良好接缝的最关键部分,盖板被穿到机身凸缘上,在完成的接缝上形成机身钩。 该操作由第一次操作的滚筒和底板的压力决定。 压力应足以将盖子直接压到卡盘上,并牢牢固定住罐子。 第一道工序中的任何缺陷都无法在第二道滚筒缝纫工序中得到纠正。...
氯化物,特别是氯化钠 (NaCl),会对无锡钢 (TFS) 容器产生腐蚀作用。 腐蚀可能是由环境中的湿气和氯化物或容器中的内容物引起的。 腐蚀会削弱包装材料,导致包装产品泄漏或污染。 为了尽量减少氯化物的腐蚀作用,可以采取一些措施: 使用带有适当防腐保护层的包装材料。 确保容器在储存和运输前干燥。...
马口铁的硬度与退火工艺和制造时使用的基体钢有关。 退火是一种热处理工艺,用于软化钢材并提高其延展性。 钢材退火后,硬度会降低,拉伸和成型能力会增强。 一般来说,马口铁根据硬度可分为两种类型:单还原和双还原。 还原单马口铁的硬度低于还原双马口铁。 马口铁的硬度是根据洛氏硬度 HR 30T 量表测量的,用字母 "T "和两位数字表示。 例如...
马口铁有不同的硬化程度,这决定了它的性能和应用。 马口铁淬火的主要等级如下: T1 硬化:这是马口铁最软的硬化等级。 它具有很高的延展性和延展性,因此适用于对成型性要求较高的应用,如制造易拉盖。 T2 硬化:这是马口铁硬化的中级阶段。 它的硬度和强度都高于 T1 钢,因此适用于需要较高机械强度的应用,如油漆容器环的制造。 T3...
TH 型马口铁(硬马口铁)是指具有硬回火的马口铁材料。 不过,"TH "一词并没有特定的退火值。 马口铁的退火会因制造商和应用的具体需求而有所不同。 一般来说,马口铁的退火可分为不同的硬化等级,如 T1、T2、T3、T4 等。 每个淬火等级都有一定的硬度范围和特定特性,因此适用于不同的应用。 关于 TH...
要测量清漆的物理特性,可以进行以下测试: 清漆膜厚度:最准确的方法是在去除清漆膜之前和之后称量给定表面的样品。 通常使用表面积为四英寸见方的圆盘。 干燥:要确定清漆是否已正常固化,可进行 "mec"(甲乙酮)测试。 用棉签蘸丙酮或甲乙酮擦拭清漆。 薄膜与棉花的摩擦阻力越大,聚合率就越高。 硬度:可以用硬度计测量清漆的硬度。...
旋盖主要由镀锡薄钢板制成。 此外,它们还在封口处使用由聚氯乙烯(PVC)树脂制成的 "密封元件",以确保密封性,保持包装内容物的新鲜度和质量。...
是的,可以在已经平版印刷并上了最终光油的胶片上上光油。 不过,在这样做之前必须考虑几个因素: 确保添加的清漆与现有的最终清漆相容。 如果涂层之间不兼容,可能会出现附着力或化学不相容的问题。 请注意,增加一层清漆可能会影响薄膜的特性,如柔韧性和耐磨性。 这可能与随后的制造阶段有关,例如翻边和封边。...
剥离盖由以下几个主要部分组成: 环:环绕容器边缘的圆形金属部分。 圆环提供了固定盖子所需的结构和支撑,确保密封。 铝箔:一种薄而柔软的铝箔,通过热封工艺与环密封在一起。 这种薄膜可以起到屏障的作用,保护包装内容物,保持其新鲜度和质量。 聚丙烯或其他热封材料层:该层位于环和铝箔之间,可使铝箔在密封过程中有效、牢固地粘附在环上。...
剥离式瓶盖使用的铝箔是一种薄铝箔,用于密封金属容器的盖环。 这种铝箔柔韧、轻便、耐腐蚀,适用于保持包装产品的质量和新鲜度。 剥离式瓶盖中的箔片与一层聚丙烯或其他热封材料相结合,可在瓶盖和容器之间实现高效、安全的密封。 拉动铝箔上的标签,铝箔就能轻易地从环上分离,这样就能毫不费力地打开容器,而无需使用开罐器。...


