
抽象的
底部和盖子的机翼的卷曲或边缘的描述,功能,类型和尺寸。
定义
卷边被指定为顶部或底部的外边缘。 它是钩形的,末端朝内。 它也可以定义为顶部/底部机翼最外面的区域。 在图1中显示了底部的机翼,在其上标出了卷曲区域。
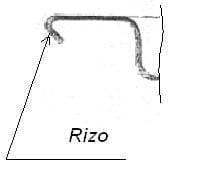
图1:卷发在盖子上的位置。
它可以具有不同的几何形状。 我们稍后将详细介绍。
功能
整个机翼设计成允许金属容器中的盖子和机体之间结合,这是通过双重封闭实现的。 尤其是卷曲将在盖上形成盖钩。 为此,它将在容器主体的凸缘上滚动,然后压碎以形成紧凑的组件。
在卷曲中,可以区分两个部分:
-1º。-收音机。将其与机翼的上部连接在一起的曲率,该上部或多或少是平坦的。在此区域,它将折叠并变平以形成盖钩。
-2度。-边缘。半径和材料切削刃之间的倾斜截面。它的尺寸会影响帽钩的长度。
在第2号图纸中,有一个闭合部分,您可以在其中看到卷曲的整合。
图nº2:盖子的卷曲在其闭合处的整合
卷曲的第二个用途也非常重要:允许轻松地处理顶部/底部。 多亏了他,才有可能:
-将背景对齐,一个背景一个接另一个地堆叠在一起,而又不让它们靠在一起。 这可以通过将卷曲的倾斜部分支撑在紧靠其下部的机翼上来实现。 见3号图
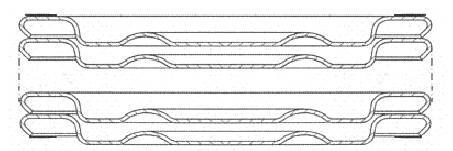
图3:卷发支持的一堆资金
-允许在软糖,包装机或封口机的进纸器中一一供应,因为可以在两个连续的卷发之间引入单张纸或分离装置。
-促进固定数量包装的现金操作。 利用出现在一堆资金中的卷发的突出边缘,可以使用不同的计数装置。
-搬运时应避免损坏资金,因为其尖端受到卷曲的保护。
类型
卷发的形状随着时间的推移而演变。 即使在最初的19世纪和20世纪上半叶,通常的情况是盖没有卷曲,也就是说,盖的机翼具有平坦和水平的轮廓。 通过一个非常简单的模具将盖子盖在倒置位置,使机翼整体上成为铲斗半径的延伸。 这种操作方式在某些情况下仍然有效,例如在制造过程中手动处理的大容量瓶盖。 在第4号图纸中,提供了这种直径为230毫米的盖。 也可以在其上胶后将其冲压后卷曲。
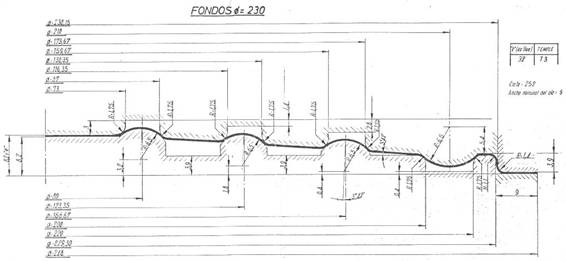
图#4:平翼帽
正常情况是使用带卷曲的瓶盖。 它分两个阶段完成:
-1ª.-机翼边缘相对于机翼顶部的90度第一折。这与在压力机上冲孔盖同时进行。这定义了卷发的材料及其高度。
-2nd.-第二步,使壁向内部倾斜,这是在称为卷发钳的特殊机器上执行的。
其几何形状可以有两种类型:
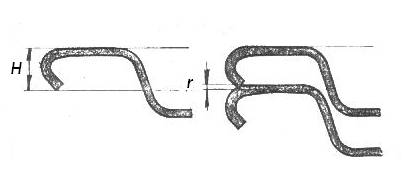
1º.-如果从带有平翼顶部的外罩设计开始,则最终的卷曲将如图形nº1所示,即具有平坦且倾斜的边缘。由于它在压机模具和卷发钳的两个步骤中都易于实现,因此通常用于非圆形的瓶盖/底部。
当涉及到矩形底部时,通常仅在其最长的两个侧面上执行倾斜的卷发。 当我们处理卷发机及其工具时,我们将加深这样做的原因。 图5展示了一个矩形盖,该盖具有制作环的两个阶段。
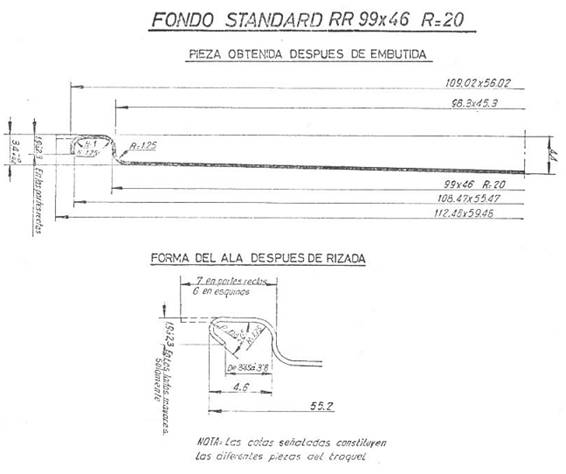
图5:平沿上的直卷发
卷曲的正常倾角为45º至50º,其高度取决于所用封闭标准,因此取决于所述底部凸缘的长度,尽管其正常值通常在1.8至2.2 mm之间变化。
2º.-如果是带有弯曲顶部机翼的外盖,则可以通过两种方式进行卷曲:
a。-像以前的类型一样,其直边简化了卷边工具,如图6所示的封面所示。
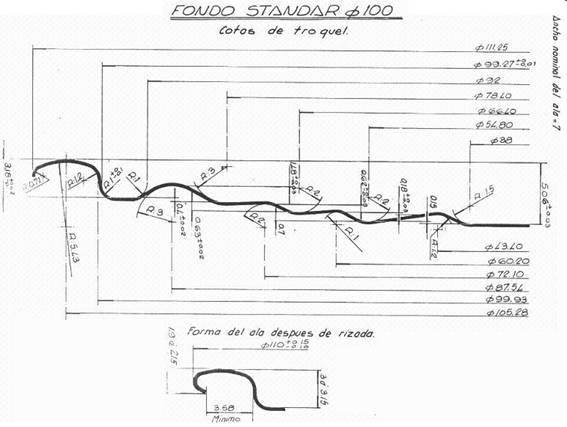
图6:弧形机翼顶部的直卷边底部
卷发的倾斜度和高度以类型1中指示的相同值移动
b.-弯曲的边缘,与机翼顶部协调一致。它是最推荐的设计,因为这样可以实现最佳的闭合效果。它的使用最为广泛,并用于设计最现代的容器中,例如易开盖或带有饮料环的容器。图7给出了一个示例。
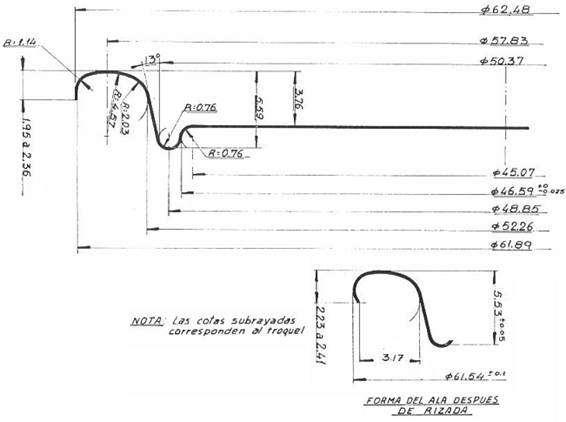
图7:弯曲的卷边52mm饮料盒盖的草图
定义卷曲的半径值在压接工具设计工作中进行了详细介绍。 请参阅此文章:
在这种情况下,卷曲的尺寸与所用工具的设计有关,并且可能比以前的情况大,因为其形状比其边缘笔直时的倾斜度小。
方面
综上所述,我们可以说在所有类型中,卷发的尺寸值都随所用闭合的类型而变化。 实际上,重要的数据是机翼的总长度,因为其大小与容器盖和机体之间的联合操作中使用的封闭标准有关,这一点已经在工作中提出:
在本文中,有一个机翼尺寸的汇总表,具体取决于所使用的封闭标准。 因此,只要机翼总体上具有正确的尺寸,则卷曲的高度和倾斜度就不重要,只要遵守机翼的某个最小高度,以使堆叠的资金不会互相进入,并且可以很容易地分布在软糖和接缝器中。 此外,在不影响底部封闭件的容易性和质量的情况下,不能超过最大高度。
用于质量控制的数据是它的高度,这是间接的方法,它使用一种量规来检查适合两英寸的盖子/底部,如图8所示。
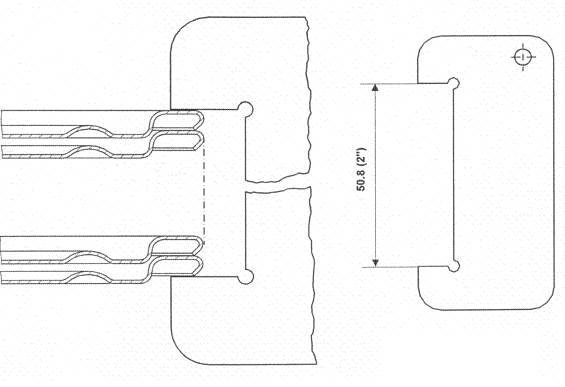
图nº8:确认卷发高度
使用的方法如下:
-插入足够数量的盖子,以无压力或无间隙地填充量规槽。
-计算适合的资金数量
替代方法:在卡尺上将测量值设置为50.8 mm,并将其自身用作量规。
作为指导,我们给出以下最常见的值
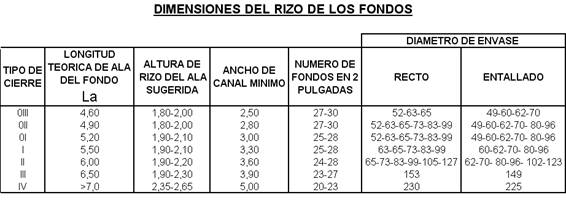
该表的给出取决于闭合件的类型:底部法兰的理论长度,卷曲高度的推荐值或建议值,其通道宽度-我们将在下面阐明该概念-以及适合2个底部的数量英寸高控制规。 在卷曲高度和底数在2英寸的情况下,给出了它们的最大值和最小值。 该表以通常使用每种密封盖的容器的公称直径完成。
如果要物理测量卷发的高度,则必须在盖子上90度的四个点上进行测量,但是由于盖子轮廓略有不规则性,一个好的实用规则是测量十个卷发的高度触底并取平均值。 但必须考虑到,从一列或一叠10张封面中推导出的平均高度(在90º处以4个点进行测量),比每个孤立背景的卷曲平均高度要小一些,这是因为每个卷曲放在底部底部的圆形边缘上。 参见图9:
图nº9:堆叠底部卷曲高度的测量误差
高度H如果一起测量,则底部弯曲(平均)在堆栈中减小一个值河所产生的误差约为0.1mm。
在不影响封闭件质量的前提下,最小的卷曲高度可以作为绝对防止底部结合在一起的最小的卷曲高度。 由于卷发的高度很小,因此可能会产生一堆底部之间存在“装配”问题的底部,因此底部不会搁在其托盘上而不是在卷发上,这是不可接受的。
还必须注意检查这堆资金是否有较小的横向波动,并且如果铲斗的深度在允许范围内达到最大,则这些资金不会趋于融合在一起。
信道宽度
与盖子的卷曲尺寸和形状直接相关的另一个重要信息是其通道宽度-或转弯宽度-。 这被理解为卷曲的边缘与碗的外壁之间的空间。 参见图10
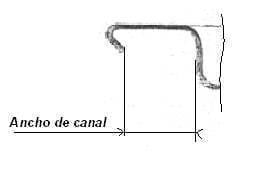
图10:盖子机翼的通道宽度
在图5、6和7中,在卷曲后的机翼的细节中,在每种情况下似乎都限制了该通道宽度。 同样在上面显示的表格“底部卷曲的尺寸”中,指出了每种封闭类型推荐的通道宽度的最小值。 它们显然与帽沿的长度和卷发的高度相关。
此通道需要最小空间才能正确保护两个操作:
-1º.-在胶粘剂中使用化合物。如果通过注射进行应用,则不应干扰喷嘴或橡胶滴。如果通过卫生棉条或淋浴,则必须允许工具通过。
-2º.-在关闭时,将容器主体的凸耳插入盖子。通道宽度必须始终大于法兰长度,以免卷曲和法兰之间产生干扰。
实现
正如我们已经说过的,卷曲是在称为卷曲机的特殊机器上进行的,卷曲机也称为修剪器或墨粉,这些机器在冲压盖子后被安装。 它们是重力进料的,由圆盘和分段系统组成。 这些机器的详细说明可以在工作中看到:












0 Comments