SUMMARY
ボトムスやトップスの羽のカール(エッジ)の説明、機能、種類、寸法。
定義(DEFINITION
カールとは、蓋や底の外側の縁のことです。 先端が内側に向いたフック状になっています。 また、トップ/ボトムのフランジ部の最外周と定義することもできる。 図面No.1は、カール部分をマークした背景の翼を示したものである。
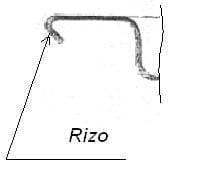
図1:蓋のカールの位置。
さまざまな幾何学的形状を持つことができます。 詳細は後日お伝えします。
機能
フランジ全体としては、金属容器に蓋と本体をダブルクロージャーで接合できるように設計されています。 特にカールは、このクロージャーのカバーフックを形成することになります。 このため、容器本体のフランジに巻き付け、平らにして全体をコンパクトにする。
カールは2つのパートに分けられます。
-Radius(ラディウス)。翼の上部とつながる曲率で、ほぼ平坦。この部分で折り曲げて平らにし、蓋のフックを形成することになります。
– 2º.- Edge.素材の半径と刃先の間の傾斜した部分。その寸法は、カバーフックの長さに影響を与えることがあります。
図面No.2は、カールのファスナーへの組み込みを確認できるファスナーの断面図である。
図面番号2:フラップ閉塞時のカールの一体化
もうひとつ、カールの重要な役割として、リッド/ボトムの取り扱いを容易にすることがあります。 彼のおかげで、それが可能になったのです。
-バックドロップを連結させずに重ねて使用する。 これは、カールの傾斜部分を直下のカールのフランジに支持することで可能となる。 図面No.3参照
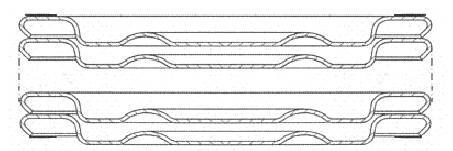
図面その3:カールを休ませたボトムの積み重ね
– 連続する2つのカールの間にラメラや分離装置を挿入することができるので、接着機、包装機、シール機のフィーダーに1対1で供給できるようにすること。
– 定量包装のための現金取引を容易にする。 背景の山に現れるカールのエッジの出っ張りを利用することで、さまざまな計数装置を利用することができます。
– 底面の刃先はカールによって保護されているので、破損の心配なく扱えます。
タイプ
カールの形は時代とともに進化してきました。 19世紀から20世紀前半にかけては、キャップにカールをつけない、つまりキャップのフランジを水平に平らにするのが普通だったのです。 蓋は非常にシンプルな金型によって倒立した状態でプレスされ、フランジはボウル半径の延長線上に全体が残っている。 この操作方法は、例えば製造工程で手作業で処理される大型のキャップなど、特定のケースではまだ有効です。 このタイプの直径230mmのカバーを図面No.4に示す。 また、型抜きした後、ガムテープの工程でカールさせることも可能です。
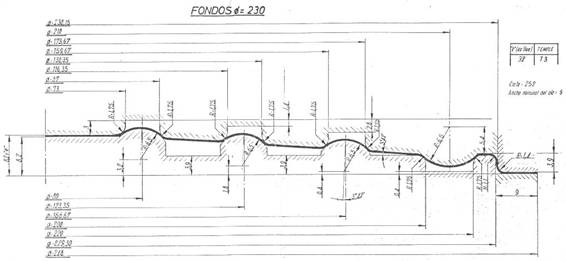
図面番号4:フラットフランジカバー
テリーリッドを使用するのは普通です。 2段階で実施される。
-フランジの端部をフランジ上面に対して90°に折り曲げること。これは、プレス機でフラップの型抜きをするのと同時に行われます。カールの素材とその高さを定義します。
-カーリングマシンと呼ばれる特殊な機械で、その壁を内側に傾斜させる第二工程を行う。
そのジオメトリーは2種類に分けられる。
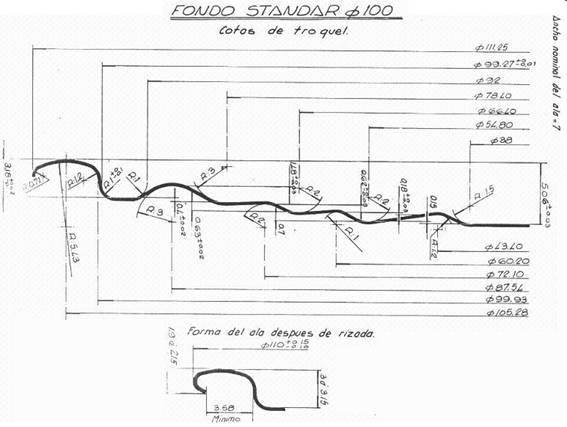
1º – フラットなトップフランジを出発点とした場合、最終的なカールは図面1ºのような、つまり傾斜したフラットなエッジを持つものになります。プレス金型とカーリングマシンの2つのステップで簡単に行えるため、通常、非円形のキャップ/ボトムに使用されます。
長方形のボトムの場合、傾斜カールは通常、大きい2辺にのみ行われます。 カーリングマシンとそのツーリングについては、その理由をより詳しく説明します。 図面No.5は、その2段階の圧着が可能な長方形の蓋を示しています。
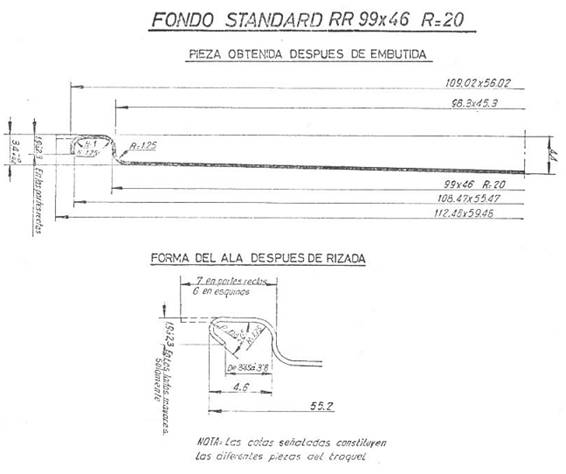
図面番号5: フラットフランジにストレートカール
カールの傾きは通常45°から50°で、その高さは使用するシール規格、つまりボトムフランジの長さの関数であるが、通常その値は1.8mmから2.2mmの間である。
2º・・・リッジフランジが湾曲しているタイプのフラップの場合、カールの作り方は2通りあります。
a.-図面No.6のカバーに示すように,従来のタイプと同様にストレートエッジで,カーリング工具を簡略化することができる。
図面番号6:カーブしたブリムピークにストレートなカールエッジの背景
カールの傾きとカールの高さはタイプ1と同じ値で動く。
b.- フランジの上端と調和する曲線のエッジを有するもの。最も高い密閉性が得られるため、最も推奨される設計です。最も広く使われており、飲料用のイージーオープン・クロージャーやリングプル・クロージャーなど、最新の容器デザインに採用されている。その一例を図7に示す。
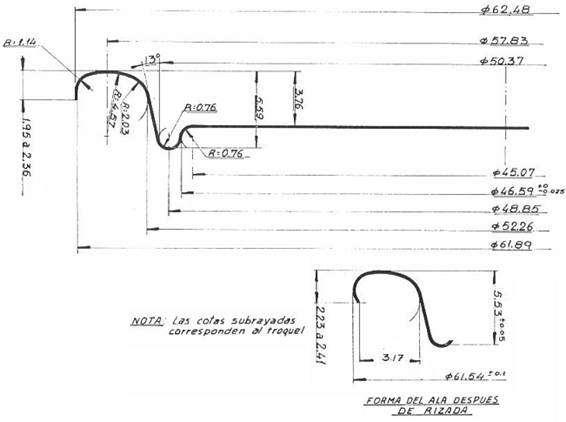
図面番号7:カーブしたカールリムを持つ52mmの飲料用蓋のスケッチ
カールを定義する半径の値は、カーリングマシンの設計に関する著作で詳しく述べられています。 記事をご覧ください。
この場合のカールの寸法は、使用する工具の設計と連動しており、エッジがストレートな場合よりも形状が傾いているため、これまでのケースよりも大きくなる可能性がある。
DIMENSIONS
まとめると、どのタイプでも、使用するファスナーの種類によって圧着部の寸法値が異なるということが言えます。 本当に重要なデータはフランジの全長であり、その大きさは蓋と容器本体との間の閉鎖操作に使用される閉鎖規格と連動しているからである。
使用する締結規格に応じた翼の寸法をまとめた表を掲載しています。 したがって、フランジの全体寸法が適正であれば、カールの高さや傾きは重要ではなく、積み重ねた底部が互いに入り込まず、接着機や縫合機で容易に分配できるように、カールの一定の最低高さが尊重される。 さらに、底面の閉めやすさと品質を損なうことなく、最大高さを超えることはできません。
品質管理のためのデータは身長であり、これに加えて図面No.8に示すように、2インチに収まるトップス/ボトムスをチェックするゲージを用いて間接的にチェックするのである。
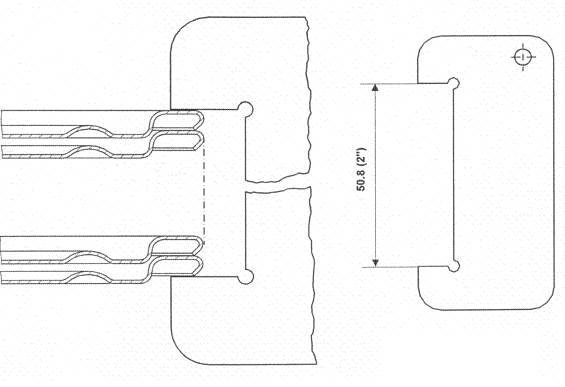
図面その8:カールの高さチェック
使用する方法は以下の通りです。
– 十分な数のキャップを、圧力やたるみなしにゲージの溝を埋めるように挿入してください。
– 収容したファンドの数を数える。
別の方法:ノギスを50.8mmにセットして、ゲージとして使用する。
ガイドラインとして、最も一般的な値として以下の値を挙げています。
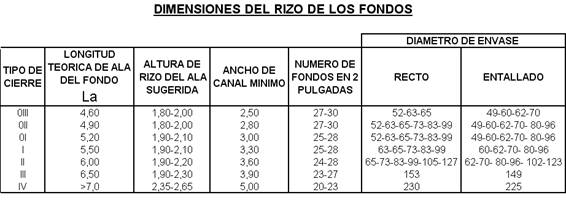
この表は、クロージャーの種類によって、ボトムフランジの理論上の長さ、カール高さの推奨値または提案値、チャンネル幅(詳細は後述)、2インチ高のコントロールゲージに収まるボトムの数などを示しています。 杭の高さと2インチの底の数の場合、それらの最大値と最小値が示されています。 表は、各タイプのクロージャが一般的に使用される公称容器直径で完成します。
物理的にカールの高さを測定する場合は、90°の4点で蓋をする必要がありますが、蓋の輪郭には若干の凹凸があるため、目安としては10枚重ねた底面の高さを測定して平均化することです。 しかし、10個のキャップの列や積み重ね(90°の4点で測定)から推測される平均高さは、各カールがボトムの丸い縁にかかっているため、孤立したボトムの平均カール高よりいくらか小さいことに注意すべきです。 図9参照
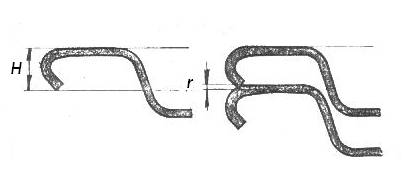
図面番号9:積み重ねられたボトムのカール高測定誤差
ボトムカール高さHは、積み重ねた状態で平均して測定すると、値rだけ 減少します。作られた誤差はマイナス約0.1mmです。
シールの品質を損なうことなく、底面のかみ合わせを絶対に防ぐことができる最小の圧着高さを許容することができる。 カールが低いため、ボトムがカールの上ではなく谷の上に乗ってしまい、ボトムの間に “くさび “のような問題が発生することがありますが、これは受け入れられません。
また、底面の積み重ねには横方向の遊びを持たせ、トラフの深さが最大許容深度にある場合に底面同士が折れ曲がらないように注意する必要があります。
チャンネル幅
フラップのもう一つの重要なデータは、クリンプの寸法と形状に直接関係するチャンネル幅(タック幅)である。 カールの端とトラフの外壁の間の空間を定義しています。 図面No.10参照
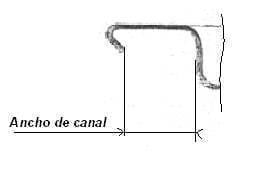
図面番号10:フラップのフランジチャンネルの幅
図面5、6、7では、このチャンネル幅は、それぞれのケースで、圧着後のフランジの詳細に示されています。 また、上記の「底面圧着寸法」の表には、各閉塞体の推奨最小流路幅の値が示されています。 これらは明らかに翼長やカール高と相互に関連している。
このチャンネルでは、2つのアクションを正しく固定するために、最小限の間隔が必要です。
– 1º. – のり付け機でのコンパウンドの塗布。インジェクションで塗布する場合は、ノズルやゴム滴の落下に支障がないことが必要です。バッファーやシャワーによる場合は、工具の通過を可能にする必要があります。
– 2º. – 閉じた瞬間に容器本体のフランジを蓋に挿入すること。カールとフランジが干渉しないように、チャンネル幅は常にフランジ長より大きくする必要があります。
リアライゼーション
前述のように、カーリングは、キャップをカットするプレス機の下流に取り付けられたカーリングマシン(ラフィングマシンとも呼ばれる)と呼ばれる特殊な機械で行われる。 ディスクとセグメントのシステムで構成され、重力で送り出されます。 これらの機械の詳しい説明は、論文でご覧いただけます。













0 Comments