
功能
卷发机的名称是指执行将其边缘在背景上旋转的机器,该机器从离开压机时所呈现的形状到其最终轮廓(类似于弯钩)。 它也被称为orleadora,viradora或curlingadora,后者源自法语,意大利语或英语。
对卷曲,其功能和类型的分析已在工作中公开:
卷发钳总是连接在压力机的后面,该压力机在底部或底部通过重力或磁力倾斜的输送机引导通过冲压或冲孔将底部打孔,在那里,底部由压力机顶出器的推动力抛出。 在照片1中,您可以看到印刷机的背面,然后是一台双盘卷发机,该卷发机将其排放到高位传送带中。

图nº1:在压机上组装卷发钳
. 在卷发钳的出口处,可以将资金发送到:
1º。-将这些资金引入堆垛机的坡道。在其中,它们被一个入口通道吸收,该入口通道将它们放置在旋转的环形螺钉中,这使得可以形成一堆卷曲底部,这些底部由堆叠的导向杆控制。从那里可以将它们存储或喂入其他机器。
2º.-坡道,将它们存放在凸起的传送带上,该传送带也将它们移动到口香糖的供料器(也以撒药器的形式),从中将它们逐一输送到本机的输送杆系统。
卷发器可以通过传动装置从所使用的压力机中机械地移动,或者具有自己的独立电机。 消耗的功率很小,约为1 kW。
类型
市场提供了不同版本的机器,这些机器通常可以分为两大类:
-A.-圆底/瓶盖卷发机
-B.-卷边机,用于矩形,椭圆形或其他底部/盖子。
我们将看到,这两个小组的工作方式非常不同。
A.-卷曲的资金
在它们中,通过在作用于两个在直径上相对的点上的工具内以每分钟高转数旋转所述底部来获得底部边缘的波纹。 另一篇名为《卷发钳工具的形状和设计》的文章讨论了:
在这一组中,它又可以细分为几种类型,并与各种因素相关联,例如:工作率,使用的压模类型,可接受的投资成本…
因此,我们可以谈论:
-1º.-圆盘底部卷边机
-2º.-滚筒圆底卷发机
1º。-光盘
在这种情况下,底部的边缘在圆盘和环形段之间通过时会卷曲,该机器由一个倾斜的工作台组成,整个组件安装在该工作台上,要卷曲的底部被转移到工具上。使操作平稳顺畅。该桌子的倾斜度通常允许30º至60º之间的调节。相同类型的机器还有其他版本,其中工作台和所有工具的位置都是垂直的。工具由一个磁盘和一个外部部分(也称为外部扇区)组成;资金在他们之间流通。
光盘直径较大,并以一定速度旋转。 在某些机器中,同一分钟的每分钟转数可以通过一个变速器来调节。 实际上,它包括两个部分。 对于任何卷曲轮廓均不变的中央部分,以及安装在中央部分的外部环形圈。 这枚戒指可以做成几块,在它的侧面,它的喉咙具有必须卷曲的形状。因此,当卷曲标准发生变化时,此环会改变。 喉咙通常在相反的方向上加工两次,因此,当其轮廓磨损时,足以转动环以使用第二个喉咙。 圆盘以与其切线相同的切线旋转速度与底盘相通,从而使圆盘自身旋转更多。
该段是机器工具的最外部。 它是固定的,由与中央磁盘同心的几个连续部分组成。 它们还具有与中心盘的环形圈相对的凹槽,并具有相同的轮廓。 可以稍微调节每个部分到机器轴线的距离,以使环形圈和扇形部分之间的距离逐渐减小。 因此,最初,该距离略大于模具出口处底部的外径,在最后一个区域中,该距离对应于相同的最终压接的最终直径。 这样,当底部穿过机器时,其直径减小,同时形成倾斜的卷曲。 参见图2。 其运动的背景沿线段滚动
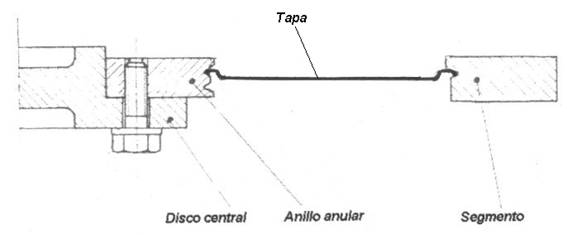
图2:卷发钳的截面
照片3显示了磁盘卷发钳的示例。 蓝色和白色的圆形片对应于磁盘的中央部分。 钢的调性区域是工具,即环形圈和分段
图n3ª:圆底圆盘卷发器
当资金从压机的模具中出来时,资金通常会到达卷发钳的工作区域,也就是说,其桶朝上,并且在这个位置被卷发。 正如我们之前已经说过的那样,它的移动是通过磁力传送带或由于重力作用而导致的。 在某些特殊情况下,他们可能会反方向进入,例如气雾剂容器的底部,由于其球形帽的形状,使它们的朝上位置不稳定。 在这种情况下,可以通过放置旋转导向器使它们在压力机出口处反转。 此变体中的工具必须呈现出喉咙倒立的轮廓
在机器内部,底部被中央磁盘沿其轨迹依次打开的方向拖动,行程约为270º。 以这种方式,在整个轮廓上实现了均匀的卷曲。
由于盖必须到达口香糖机-这是制造过程中的下一个机器-机翼通道朝上-因此铲斗朝下-必要时在其中沉积适当的化合物,然后在出口处转动使用卷发钳的中心盘的作用产生的脉冲产生的冲击力。 放置弯曲的导向器(参见图4)即可轻松实现车削,该导向器将其放置在入胶机的入口传送带上。

图nº4:在出口处底部翻转的卷发机
如果在进入卷发钳之前已经转动盖子(如我们在使用气雾剂底部时所指出的那样),则离开机器时无需再次转动。 照片#3中显示的卷发钳的工作原理是这样的,蓝色的出纸口导板不是脚蹼。
这些机器的一般特征是:
允许卷曲的资金直径:50至175 mm之间
产量高达:最高300背景/分钟
大约重量350公斤。
消耗功率:1千瓦。 大约 最大限度
当压力机使用双模具工作时,因此在每个行程中都打底两个底部时,合适的卷发机为双盘式。 它与上述方法的不同之处在于所有内容都是重复的:两个输入,两个磁盘,两个段等。 所有这些都相对于资金到达轴对称放置。 在5号照片中,您可以看到一个双卷发钳,没有用于资金的出口指南,也没有保护装置。
图5:双盘卷发钳
最常见的是在当前的工业设施中使用这种类型的卷发钳。 它们可以由一对独立的电动机驱动,例如照片5中的电动机,可以由单个电动机驱动,甚至可以由印刷机的同一电动机驱动。
2º。-通过RULINA
当前,在很少使用的程序中,其使用仅限于大直径的盖子。 经常执行此操作的机器还利用橡胶的旋转功能同时将橡胶施加在底翼上。 照片6显示了这种类型的卷发钳。 它的生产率低。

图6:滚筒卷曲机
他的工作方式如下:盖子处于倒置位置,到达卷曲的点,沿着带有导向装置的桌子掉落;一旦进入,它就被困在一个适合其铲斗的下部板和一个较小的上部板之间。 下一个以每分钟一定转数的电动旋转并拖动盖子,上一个盖子将盖子压在所述板上,该盖子也受盖子自由旋转。 同时,一条侧臂正在接近,带有接缝辊,该接缝辊呈现出具有适当轮廓的喉咙以执行卷曲。 当卷轴与盖翼的边缘接触时,卷轴会在其轴线上疯狂旋转。 根据或多或少地接近辊保持器臂,获得或多或少明显的卷曲。 循环要求瓶盖自行旋转几圈,以逐渐完全卷曲其所有轮廓。
正如我们已经说过的,同时,另一只手臂可以通过喷嘴施加适当的橡胶垫圈,该喷嘴将利用机盖的快速旋转而分布在机翼上。 手臂驱动器可以是机械的也可以是气动的。 这些卷发器可以直接从压机或通过进纸器进纸,尽管也可以用手插入瓶盖。 将机器调整到不同的底部直径相对较快,因为它足以更换下板并调整臂和导轨的位置。 大约15分钟即可完成。
由于这种机器的工作方式,可以在完全平坦的法兰底上使用它,也就是说,可以使用没有开始卷曲的设计模具获得,这就是为什么它们非常适合小批量生产大直径盖的原因。
这些机器的一般特征是:
允许卷曲的资金直径:50至250毫米之间
制作速度:最高45背景/分钟
大约重量350公斤。
消耗功率:0.33 Kw。 大约 最大限度
B.-矩形背景的卷发器
矩形底部,以及椭圆形或非圆形底部,存在难以通过转动所述底部而无法卷曲的困难。 因此,有必要诉诸另一种程序来生产它。 一种解决方法是使用另一种类型的卷发钳,该卷发钳配备一对直径相等的圆盘-大小小于圆底使用的圆盘-始终沿相反的方向驱动和转动在相反的方向,他到达了帽子。 两个圆盘的一侧都有喉咙,具有要实现的卷曲轮廓。 当盖子在两个光盘之间通过时,与光盘接触的两个相对侧会卷曲。 在照片编号7中,您可以看到这种类型的卷发钳。
图n°7:双盘卷发钳
使用此系统,矩形盖的两个侧面(最小的两个侧面)保持不卷曲,这不会影响其可堆叠性,并且在关闭时影响很小。 送入和存放盖子的方式与上述其他机器类似。
可以将这种类型的卷发钳用于圆底,尽管为此,必须使圆盘以不同的速度和相反的方向旋转,这可以通过增加两个轴之一的转数并更改其旋转轴来实现。旋转方向 这样,由于两个圆盘的切线速度不同且相反,当它们接触时,其底部自身旋转,从而产生其卷曲。
这种类型的变体(对其进行了实质性改进)是设计一种机器,该机器具有一对连续的双圆盘,从而允许分两个阶段进行卷曲,第一个阶段近似卷曲的形状和尺寸,第二完成。 通过这种安排,效果会更好。 参见照片8

图8:双盘式卷发机。
尽管很少使用,但也有这种类型的卷发钳,带有三对和最多四对盘,可以使卷发更加渐进和顺滑。
这些团队的一般特征是:
允许卷曲的资金直径:50至200 mm
制作速度:最高120背景/分钟
大约重量250公斤。
消耗功率:1千瓦。 大约 最大限度
C.-其他卷曲方式
还有其他一些方法可以使盖子弯曲,尤其是当它们不是圆形时,可以使用其他方法来卷曲盖子的整个周边,而不仅仅是在前面的解决方案中看到的两个相对的侧面。 其中最常用的是:
答:卷曲在新闻界。该操作在配有专用工具的压力机上进行。参见图9。该工具就像安装在模具上一样被安装在压力机上,该系统可以安装在任何配备有工作台和头部的机器上,并且可以以一定的力进行替代运动,例如胶底缓冲液用于矩形底部。
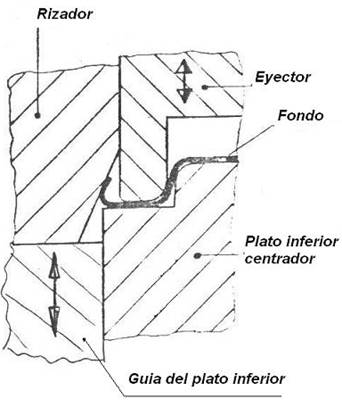
图nº9:压力机中的每冲程弯曲
此过程已经在工作中讨论过:
B.-卷曲在接缝处。在非圆形底部上,可以通过使用接缝器作为卷发钳来获得出色的底部。合适的封口机类型适用于固定容器,即旋转的封闭头。使用一些具有适当卷曲轮廓的闭合辊,并补充压缩板以使它可以从下方固定盖子就足够了。为此还必须使用适当设计的复印机凸轮。
该系统运行良好,但有两个基本缺点:
-工作速度低
-。由于帽盖没有卷曲,因此难以进给,如果它们事先堆叠在一起,它们之间会有花边。这可以通过两种方式解决:
o在双盘式卷发机中进行预卷曲,使其无需互锁即可进行操作。
o通过不同的程序将盖子一个一个地喂入封口机,例如:手动,直接从压机或口香糖中,使用磁性浮子等。
我们重复说,这两个选项仅在需要以非圆形方式卷曲盖子的整个轮廓时使用。 可能出于各种原因而要求这样做,例如:获得非常好的卷曲质量,客户要求等。 由于它们的低速和高度专业化的设备,它们是昂贵的过程。













0条评论