
恢复
简单描述易开盖的不同制造阶段,从切割锡、TFS 或铝卷到包装盖子。 这篇文章是写给外行的,作为对它的介绍。
介绍
在金属和罐头工业中,易开盖的名称是指无需使用任何外部元件(例如开罐器或类似工具)即可打开的盖子。 为此,它配备了一个切口 – 它被撕裂的地方 – 以及一个允许开始撕裂和拉动以提取中央面板的环。
要更全面地了解易开式盖子的结构、构造和操作,最好阅读本网站上发布的作品“易开式蜜饯盖子”。 在我们现在呈现的那一期中,我们不会更多地关注这些方面。 当前的目标是向外行表明这种盖子的不同制造阶段,以及制造它们的必要方法。
图 2:易开盖的制造顺序
图 2 显示了这些阶段及其设备的示意图,我们可以列出如下:
– 在锡或铝卷的主卷中进行板材切割(图中未表示)
– 相同的上光和光刻(未在图中表示)
– 在床单的二次滚动中切入带。
– 草图的模切、卷边、涂胶和干燥。
– 通过添加环将轮廓转换为易于打开的盖子。
– 通过清漆保护盖子的切口和损坏区域。
– 清漆的干燥。
– 包装。
我们将在下面概述它们中的每一个。
卷材切割
将线圈切割成薄片以制造这种类型的盖子与其他类型没有任何不同。 它包括在线圈切割线上使用锯齿形刀片切割锡线圈,形成适合以下操作的包装。 图 3 展示了裁切板材的典型轮廓。
图 nº3:在主卷轴中切割的纸张形状
切口具有此轮廓以充分利用材料,以适应盖成型模具的切割盘的形状。 所使用的卷材切割线有多种用途,在圆底材料方面获得最大效用,因为它们节省了最多的金属。
照片 nº 4:初级滚动切削工具
上图显示了用于圆形瓶盖的初级滚切模具。 它是一种非常坚固的工具,由 4 个立柱引导,采用硬质合金刀片制成,使用寿命长。
涂漆
由于制造时的硬度,易开盖需要比普通底更完整的清漆保护。 环形固定铆钉的形成、开口切口和中心面板受力冲击和深度变形的形成。 出于这个原因,内部的清漆系统非常完整,可以涂上几层不同类型的清漆,聚酯,环氧酚醛,有机溶胶……在外面损坏更大,因此最后在这个过程中,将需要重新应用清漆。
为了将它们平铺在纸张上,在上光机中使用传统的辊涂技术,然后在连续烘箱中烘烤和固化。
如果封面带有某种类型的印刷,则使用常规程序进行应用。 在设计本版画时,如果是圆形封面,必须考虑到圆环在封面板上的位置是随机的,可以被它覆盖,所以如果是关于法律或命令的文本, 有必要在相反的位置复制它们,以保证至少可以读取一个。
切入乐队
涂漆和印刷板材的包装被送入盖子生产线的第一台机器,该机器是用于切割条带或条带的剪切机。为了提高刀片的使用性,切口也做成锯齿形,切口带的形状如图5所示。
图 nº 5:典型的压机输送带
将板材送入剪板机,以及将切好的条带从这台机器输送到压力机,都是通过传送带自动进行的。 在图 6 所示的布局中,滚动剪切机的位置由字母“a”表示。
该工厂布局展示了一条易开盖生产线的完整安装,从卷轴到包装站。
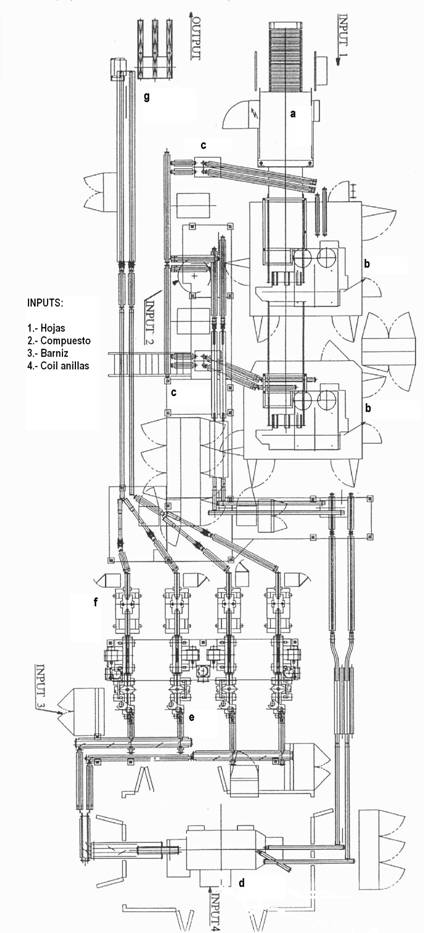
图 6:易开盖生产线布局
在其中我们可以看到需要四个“输入”原材料,获得一个“输出”,即成品和包装好的盖子。 安装的复杂性和高度自动化值得赞赏。 为此,机器之间的传输网络由皮带使用,由可编程控制器控制。 机器之间传送带的联合实现了双重目的,自动连接它们并创建稳定生产并减少停机次数的肺部。
冲孔和涂胶壳
这些带子堆叠在印刷机的杂志上,印刷机将模切出与封面形状大致相同的形状——这被称为草图。 在前面的布局中,字母“b”表示该压力机的位置,在本例中为两个,必须使其速度与随后的多工位压力机相匹配,后者具有双节奏。 这些印刷机配备了一个双冲压工具,用于冲压轮廓。
轮廓采用带有平坦中央面板的背景形式。 双卷发器位于压力机的后部,它可以转动压力机的边缘,以便于将其成堆处理,而不会相互嵌合。
通过同时充当蓄能器的传送带,草图被传送到涂胶机,将化合物沉积在边缘上,以确保容器上的盖子密封闭合。 布局中的字母“c” 。 在使用水性化合物的情况下,草图必须通过烘箱以消除它并促进合成橡胶的聚合。
图 7 表示轮廓被冲压后的材料骨架(或切口),以及冲压、压接和涂胶连续步骤中的轮廓。
图 nº 7:草图的制作阶段
当使用的化合物是水性类型时,便于将制成的草图存放一定时间,以便它们冷却并完成除湿。 如果化合物是溶剂型的,则不需要使用烘箱,因为橡胶的液相在室温下会蒸发,而且会完全且快速地蒸发。 在后一种情况下,坯料可以直接从涂胶机输送到多工位压力机,尽管所使用的传送系统允许在两台机器之间大量堆积单元。
在双冲压机上由条带制造坯料正在被使用从整张板材进料的多冲压机所取代。 这种安装允许更高的速度,但涉及更大的投资。
盖子的制造
将草图转化为盖子是在高精度和一定吨位的多工位压力机上进行的。 草图一步一步地通过不同的站,线性地或在旋转板上。 在不同的季节,动作都在盖子上进行。 在图 8 中反映了一个 e
示例分 6 个步骤。
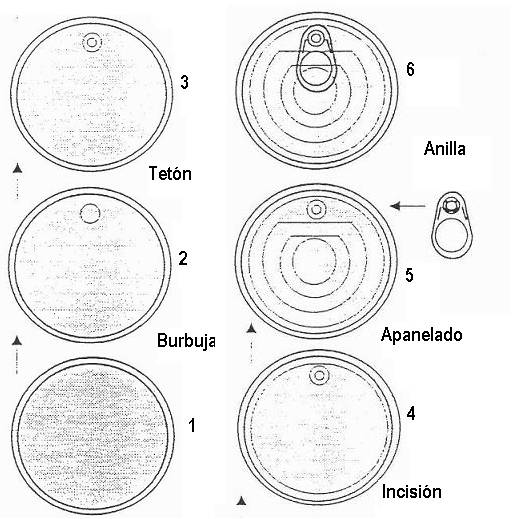
图 8:易开盖的制造步骤
在第一个操作中,形成一个气泡,然后将其转变成直径较小的针。
和垂直壁,稍后将接收环的孔并将其铆接固定。 在中间步骤中,为撕裂和盖子的中央面板制作切口。
最精细的操作是切口的执行,切口的深度必须准确,才能顺利撕开。 如果它低,打开力就会过大,如果太多,在罐头厂的过程中盖子爆炸的风险很高。 为确保切口的精确性,压机托架在其向下行程的末端会与非常坚固的固定挡块发生碰撞,这些挡块经过调整后不会妨碍曲轴的旋转。 照片 nº 9 显示了具有这些特征的印刷机。 在图 6 的布局中,这台印刷机由字母“d”表示。
照片 nº 9:用于制造易开盖的压力机
用于制造这些外壳的工具精度高,执行质量高。 封面有不同的专利,使用不同版本的切口类型,带有不同型号的环。
戒指的制造
环通常在同一个多工位压力机中制造,由马口铁、TFS、镀锌材料或
具有特殊特性的铝。 多工位工具的设计也很复杂。 图 10 显示了一个广泛使用的戒指示例的制造顺序。 可以看出,它总共需要多达14个步骤,其中包括切割、绘制、折叠、弯曲和修剪动作。 在环中有三个非常重要的尺寸,公差非常严格:将插入盖的凸耳中用于固定的孔的直径,从该孔到环的鼻部的距离以及鼻部的配置. 环的鼻子被指定为环的末端,它将影响切口以启动盖子的打开。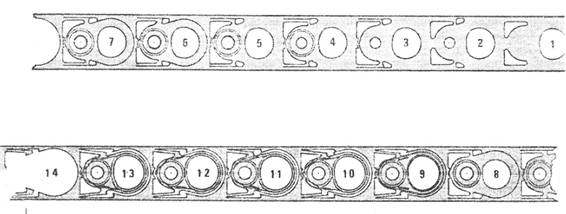
图 nº 10:戒指的制造阶段
环模安装在主工具的一侧,在多工位压力机上,环直接送入盖子上,没有堆积或储存。 在照片 11 中,您可以看到环模的下部,其设计与图 10 中所示的顺序不同。
图 nº 12:易开盖的重新涂漆
在图 6 的布局中,在标有“e”的区域可以看到一组 4 台涂漆机。
在上光机之后,很好地安装在同一底座上并独立地,有一个用于干燥和聚合清漆的烘箱。 它们是立式结构的烤箱,占用空间小。 盖子沿着上下路径移动,移动距离是烤箱高度的两倍,并保持在由特殊指链支撑的水平位置。 在上述布局中, “f”区还有 4 个烤箱。
打包
在包装之前,盖子通常会通过自动光学视觉检测系统进行 100% 检查,并辅以对其不同参数演变的统计抽样。
包装是通过自动设备在纸袋或塑料袋中进行的,该设备计算预先设定的盖子数量并将它们放入袋中。 布局中的“g”队。












0 Comments