

Questo è l’inizio di un lavoro sul
TEORIA DELLA CHIUSURA
L’opera è pubblicata in quattro parti o capitoli.
PARTE 1: INDICE
1º.- INTRODUZIONE
2º.- TERMINOLOGIA
A.- Corpo del contenitore
B.- Fondo del contenitore
C.- Terminologia della chiusura stessa
D.- Utensili per l’aggraffatura
3º.- GENERAZIONE DELLA CHIUSURA:
– Ruline
– Compressione,
– 1a operazione,
– 2a operazione,
– Sigillatura della chiusura
– Parametri critici.
4º.- OPERAZIONE DI CHIUSURA:
– Macchine di chiusura:
– Cucitrici di barattoli cilindrici
– Cucitrici di lattine irregolari.
– Parti fondamentali dell’utensile di bloccaggio
– Rulinas:
– 1a operazione
– 2a operazione
– Mandrillo
– Mandrino a compressione
– Espulsore
-Chiusure:
– Chiusura di barattoli cilindrici
– Chiusura di barattoli irregolari.
5º.- VALUTAZIONE DELLA CHIUSURA:
– Preparazione.
– Esecuzione
1a fase:
– A .- Ispezione visiva
– B.- Misure esterne:
– Misurazione della profondità della cuvetta.
– Misura della lunghezza di chiusura
– Misura della caduta nell’articolazione
– Misurazione dello spessore della guarnizione Compacità
2a fase: smontaggio della guarnizione
– Taglio del pannello inferiore centrale
– Taglio di una sezione della chiusura
– Smontaggio della serratura
– Preparazione della chiusura per la proiezione
3a fase: Misure interne
– Misura dello spessore del corpo e del metallo inferiore
– Determinazione dello spazio libero
– Ganci di misura
– Penetrazione e sovrapposizione del gancio del corpo
– Controllo dei difetti di tenuta interna.
4a fase: Perdite
– Rilevamento delle perdite
6º.- ACCETTABILITÀ DELLA CHIUSURA (parametri critici):
– Serraggio del dispositivo di fissaggio.
– Penetrazione del gancio del corpo.
– Sovrapposizione.
– Assenza di difetti visivi.
7º.-VALORI RACCOMANDATI DEI PARAMETRI DEGLI ELEMENTI DI FISSAGGIO
8º.- VARIAZIONI DIMENSIONALI DELLA CHIUSURA
9º.- DIFETTI INTERNI IN UN ELEMENTO DI FISSAGGIO CAUSATI DA UNA CATTIVA REGOLAZIONE DEI RULLI E LE SUE CAUSE:
– 1° operazione di chiusura.
– 2ª operazione di chiusura:
– Gancio corto per il corpo
– Gancio per il corpo lungo
– Gancio inferiore corto
– Gancio inferiore lungo
– Lunghezza eccessiva del dispositivo di fissaggio
– Lunghezza insufficiente del dispositivo di fissaggio
10º.- CLASSIFICAZIONE DEI DIFETTI NELLA CHIUSURA
11º.- CONTROLLO E REGOLAZIONE DIMENSIONALE DELLE AGGRAFFATRICI
12º.- REGOLAZIONE PER OBIETTIVI:
– 1º.- Controllo delle condizioni meccaniche della macchina aggraffatrice.
– 2°.- Verifica che i mandrini e i rulli siano adatti al tipo di contenitore da chiudere.
– 3º .- Preparare la macchina per la regolazione dell’altezza da chiusa.
– 4º .- Regolare la pressione della piastra di compressione.
– 5º .- Controllare l’altezza dei rulli rispetto al labbro del mandrino.
– 6º- Controllare le pressioni di chiusura dei rulli e le regolazioni finali.
– 7° – Eiettori
13º.- ANALISI DELLE CHIUSURE
14º.- PROTOCOLLI DI MANUTENZIONE DELL’AGGRAFFATRICE
15º.- MIGLIORAMENTI TECNICI ED EVOLUZIONE DELLA CHIUSURA (MINI CHIUSURE)
– Introduzione
– Evoluzione della chiusura
– Prima operazione
– Seconda operazione
– Valutazione della “mini chiusura”.
– Parametri critici nella mini-chiusura:
– Serraggio dell’elemento di fissaggio
– Indicatori di tenuta
– Solape
– Penetrazione del gancio del corpo
– Influenza delle ciglia.
– Cambiamenti nella linea di produzione
16º.- PROGRESSO NELL’ATTREZZATURA DELLE MACCHINE AGGRAFFATRICI
17º.- RIASSUNTO DEI DIFETTI DELLA CHIUSURA:
– ORIGINE ED EFFETTO
– FALLIMENTI E LORO CAUSE
18º.- SIPSONIS
19º.-EQUIVALENZE DI TERMINI DELLA CHIUSURA: INGLESE – SPAGNOLO
20º.- BIBLIOGRAFIA
TEORIA DELLA CHIUSURA
1º.- INTRODUZIONE
Con questo lavoro intendiamo presentare in modo chiaro e dettagliato, sia ai produttori di contenitori che agli imballatori, le basi della teoria della chiusura, in modo che possano conoscere a fondo le caratteristiche e
tipi di chiusure per lattine di metallo
.
Una lettura attenta di questo lavoro aiuterà a controllare la qualità delle guarnizioni, così come a regolare le macchine sigillatrici. L’obiettivo principale è quello di assistere i decisori e determinare la qualità della chiusura. Se una linea di produzione continuerà a funzionare o se dovrà fermarsi dipende dal giudizio di queste persone.
Cominciamo a identificare le diverse parti che compongono un contenitore. La figura nº 1mostra una lattina metallica e i suoi diversi elementi sono scritti su di essa.
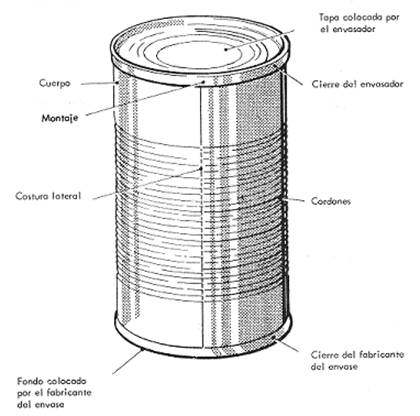
Figura 1: Elementi di una lattina di metallo
È definito come
“bloccaggio” o “doppio bloccaggio”.
il risultato dell’unione dell’estremità del corpo di un contenitore con il suo fondo o coperchio. La tenuta è ottenuta curvando la flangia inferiore intorno alla flangia del corpo, agganciandole insieme per produrre un giunto ermetico. Questo giunto utilizza quindi una tecnica di doppia aggraffatura, cioè genera una doppia parete di sicurezza. Il suo obiettivo è quello di ottenere un giunto completamente impermeabile.
Una buona sigillatura è una condizione essenziale, necessaria ma non sufficiente, per evitare la contaminazione batteriologica, la corrosione e l’alterazione del prodotto. Deve avere caratteristiche meccaniche sufficienti per resistere, in condizioni normali, al processo di riempimento, manipolazione, trasporto e stoccaggio.
Si esegue su attrezzature chiamate aggraffatrici. Queste macchine sono disponibili in un’ampia varietà di design e capacità, dalle più semplici, azionate a mano, alle più complesse, macchine automatiche ad alta velocità di produzione.
In questo documento presenteremo come si genera la chiusura, gli elementi che la compongono e gli strumenti che la realizzano, così come i principali problemi che possono sorgere durante la sua esecuzione. Analizzeremo anche i diversi disegni e dimensioni delle chiusure, consigliati in base ai diametri e alle caratteristiche dei contenitori utilizzati.
Per il lettore inesperto, suggeriamo di iniziare leggendo prima la TERMINOLOGIA della chiusura, che segue, in modo da poter seguire facilmente il lessico utilizzato in tutto questo lavoro. Il lettore con una conoscenza precedente di questo argomento può saltarlo e passare al punto successivo.
2º.- TERMINOLOGIA
Di seguito definiamo i diversi termini tecnici usati nella teoria della chiusura. Cominciamo ad elencare le parti del corpo e del fondo del contenitore che saranno coinvolte nella realizzazione della chiusura.
A.- Corpo del contenitore
La figura nº 2 mostra i seguenti elementi
– Cucitura laterale: unione laterale del corpo del contenitore, normalmente ottenuta mediante saldatura elettrica, sebbene possa anche essere ottenuta mediante un processo di aggraffatura con il contributo di un
cemento sigillante termoplastico
.
– Corpo: parte cilindrica, rettangolare o irregolare che forma le pareti del contenitore.
– Flangia: flangia che il corpo ha a ciascuna delle sue estremità. Consiste in una parte piatta, quasi perpendicolare alla parete del corpo del contenitore, e un arco che unisce questa parte piatta al corpo del contenitore.
– Raggio della flangia: Raggio dell’arco della flangia e che la unisce al corpo.
Figura 2: Elementi del corpo della lattina che fanno parte della chiusura
B.- Fondo del contenitore:
La figura nº 3 mostra i componenti del fondo che partecipano alla chiusura.
– Flangia inferiore: Porzione esterna del fondo che si deforma durante l’operazione di chiusura e diventa parte della chiusura.
– Bordo del ricciolo: parte finale del ricciolo. C’è sempre dell’acciaio esposto, il che lo rende sensibile alla ruggine.
– Mescola di tenuta (o gomma): Sostanza formulata a partire da gomme sintetiche, che facilita la tenuta ermetica della chiusura. Si applica sulla parte interna dell’ala inferiore.
– Parete della vasca: Parete laterale che delimita la cavità inferiore, che ospita il mandrino di chiusura.
– (e) Distanza dalla parte superiore della flangia (nel caso di fondo sciolto), o dalla chiusura (dopo la chiusura) al pannello centrale del fondo. Deve essere misurato nel punto in cui termina il raggio del trogolo inferiore.
– Raggio della parete della ciotola: arco che collega la parte inferiore della parete della ciotola al pannello inferiore centrale.
– Raggio della flangia: L’arco che collega la parte superiore della parete del trogolo alla flangia.
– Ricciolo: curvatura verso l’interno dell’estremità dell’ala inferiore. Durante la chiusura, serve ad avviare la formazione del gancio inferiore.
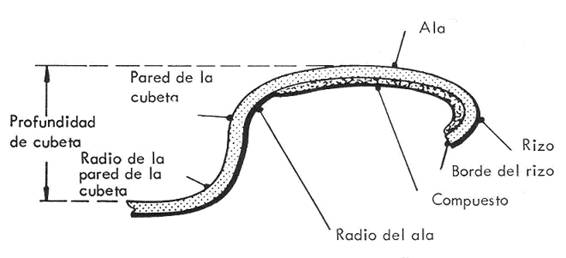
Figura n. 3: Componenti del fondo di chiusura
C.- Terminologia della chiusura stessa : è mostrata nei disegni nº 4 e 5. . Quegli elementi della chiusura che sono grandezze fisiche – misure di lunghezza – sono mostrati nel disegno n. 5, dimensionati per mezzo di una lettera.
Regolazione del mandrino: Determina il grado di adeguatezza del posizionamento e dello sforzo di penetrazione del mandrino all’interno del trogolo inferiore.
Rughe nei ganci: si tratta di ondulazioni o pieghe che si formano verticalmente nel gancio inferiore. Sono indesiderabili, perché se hanno una certa importanza, possono influenzare la tenuta della guarnizione.
– Tagliente: Sporgenza affilata situata nella giunzione tra la parte superiore della chiusura e la parete del trogolo.
– Bordo acuto: Un bordo tagliente in misura minore, non un bordo tagliente ma semplicemente un angolo retto.
– Cedimento al giunto: deformazione verso il basso del gancio inferiore nella zona della saldatura laterale.
– Chiusura: È la parte della lattina formata dall’unione dei bordi del fondo e del corpo, per mezzo di ganci o pieghe che si incastrano e formano una struttura di alta resistenza meccanica. Deve essere a tenuta d’aria.
– Compattezza: Rapporto tra i cinque spessori di metallo dell’elemento di fissaggio e lo spessore effettivo dell’elemento di fissaggio espresso in %.
– Vertice della chiusura: zona superiore arrotondata della chiusura. È una parte dell’ala inferiore già deformata.
– Spazio libero: è la differenza tra lo spessore del sigillo effettivamente misurato e la somma degli spessori dei cinque fogli che sono inclusi nel sigillo.
– Spessore della chiusura: (h) Dimensione massima della chiusura misurata perpendicolarmente all’asse del contenitore. Contiene i cinque strati di metallo della chiusura.
– Falso fissaggio: Area in cui alcune sezioni dei ganci del fissaggio non sono agrafados, anche se l’aspetto è di un fissaggio normale.
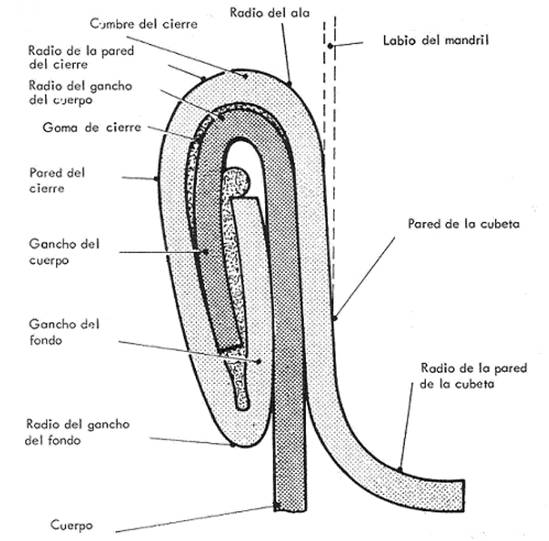
Figura 4: Terminologia di chiusura
– Gancio del corpo: (d) Porzione della flangia del corpo che si piega verso il basso durante la formazione della chiusura.
– Gancio inferiore: (g) Parte della flangia inferiore che si ripiega durante la chiusura per agganciarsi al gancio del corpo.
– Gap: (i) Lo spazio vuoto tra la parte interna della parte superiore della chiusura e la zona superiore del gancio del corpo.
– Gaps: Spazi aperti situati all’estremità del gancio fono e del corpo che vengono riempiti dal composto durante l’operazione di chiusura.
– Traccia del mandrino: segni lasciati dal mandrino intorno alla periferia interna del corpo contiguo al raggio della parete della beuta, formati dalla pressione applicata dai rulli di chiusura durante il processo di chiusura.
– Lunghezza della chiusura: (f) Distanza tra il vertice e la base della chiusura.
– Parametri critici: Valori della doppia guarnizione che devono essere soddisfatti per ottenere l’accettabilità.
– Parete della chiusura: parte più esterna della chiusura, formata dalla faccia esterna del gancio inferiore. Ha la forma del profilo del secondo rullo operativo, cioè con una curva a largo raggio.
– Slippage: formazione incompleta della guarnizione, dovuta a uno spostamento del rullo nella seconda operazione.
– Penetrazione del gancio del corpo: (b/c) Rapporto tra la lunghezza del gancio del corpo e la lunghezza interna dell’elemento di fissaggio, espresso in percentuale. Indica la quantità del gancio del corpo che è stato conficcato nella mescola di fondo o nel giunto.
– Picco nell’assemblaggio: sporgenza angolare situata alla base dell’elemento di fissaggio nella zona della cucitura laterale
– Pressione del gancio inferiore (o tenuta): Altezza delle ondulazioni presenti sul gancio inferiore, misurata in % dell’altezza del gancio.
– Raggio della parete della chiusura: curva che collega la parte superiore della chiusura alla parete della chiusura.
– Raggio del gancio del corpo: curva di curvatura nella formazione del gancio del corpo.
– Raggio del gancio di fondo: curva di immersione nella formazione del gancio di fondo.
– Guarnizione primaria: La guarnizione prodotta quando il gancio del corpo è inserito nella guarnizione di gomma o composta alloggiata nel gancio inferiore.
– Tenuta secondaria: La tenuta creata dalla sovrapposizione e dallo schiacciamento del gancio del corpo e del gancio inferiore all’interno della chiusura.
– Sovrapposizione: (a) La quantità di sovrapposizione generata alla chiusura tra il gancio del corpo e il gancio inferiore.
Come abbiamo già detto sopra, quegli elementi della chiusura che sono grandezze fisiche – misure di lunghezza – sono mostrati nel disegno nº 5, che appare qui sotto, delimitato da una lettera.
Figura n. 5: Dimensioni delle parti misurabili di un elemento di fissaggio.
– Giunzione o assemblaggio: parte del fissaggio che coincide con la cucitura laterale del corpo.
D.- Attrezzatura per l’aggraffatrice:
Le parti dell’aggraffatrice che sono direttamente collegate all’aggraffatrice sono gli strumenti di aggraffatura. Questi pezzi cambiano a seconda delle dimensioni del contenitore e del tipo di chiusura che vogliamo fare. Nella foto nº 6 potete vederne alcuni. Li definiamo e le loro impostazioni principali:
– Altezza di regolazione della chiusura: la distanza tra la faccia inferiore del mandrino di chiusura e la faccia superiore della piastra di compressione. Questa distanza viene misurata quando la parte superiore della camma della prima operazione viene azionata.
– Carico di base della piastra di compressione: forza applicata alla base della lattina, attraverso la piastra di compressione, durante la formazione della chiusura.
– Macchina di chiusura: Macchina che esegue l’operazione di chiusura tra il fondo e il corpo. Va anche con altri nomi come sertidora.
– Espulsore: Parte dell’aggraffatrice situata al centro del mandrino, che spinge il contenitore chiuso per estrarlo, una volta terminata la seconda operazione. Ha una regolazione dell’altezza e della forza
– Labbro del mandrino: bordo del mandrino a contatto con la parete della cuvetta.
– Mandrino: parte dell’attrezzatura dell’aggraffatrice che cambia con il diametro del contenitore. Si deposita nel trogolo inferiore durante la formazione della guarnizione. Agisce come un’incudine contro la quale si forma il fermaglio.
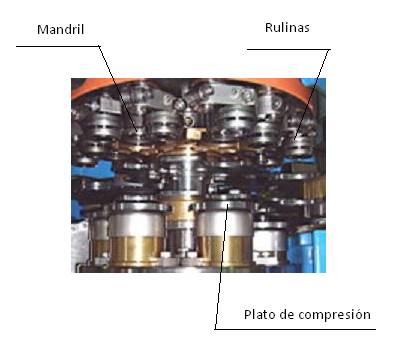
Immagine n. 6: Attrezzamento delle teste di aggraffatura
– Profilo del rullo: è il contorno necessario della parte attiva del rullo per ottenere la corretta formatura del metallo, che è richiesto per soddisfare le specifiche del corpo e dei ganci inferiori.
– Piastra di compressione: parte dell’attrezzatura dell’aggraffatrice che cambia con il diametro del contenitore. La lattina vi si appoggia durante la formazione della chiusura. È dotato di movimento verso l’alto e verso il basso e agisce a molla. Si chiama anche “piatto base”.
– Rulina : È la parte dell’aggraffatrice che esegue l’operazione di deformazione del metallo, per configurare i ganci di corpo e fondo e il collegamento tra loro. Ci sono due tipi, la prima operazione, che forma i ganci e li lega insieme, e la seconda operazione, che li schiaccia insieme. È anche conosciuto con altri nomi come: carrelli, ruote bloccanti, ruote bloccanti, rulli bloccanti…
3º.- GENERAZIONE DELLA CHIUSURA
Un altro modo di definire la “chiusura” è: “il sigillo ermetico fatto tra il corpo della lattina e il suo fondo”. Si tratta di un processo di deformazione del metallo, che consiste fondamentalmente in due operazioni, anche se nei casi di chiusure di contenitori difficili di forma irregolare, possono essere necessarie tre operazioni. Per ottenere la tenuta stagna, è necessario utilizzare una gomma – o una mescola – che viene depositata sulla parte interna della flangia inferiore e, dopo aver effettuato l’operazione di chiusura, viene posta all’interno della guarnizione.
La chiusura si effettua come mostrato schematicamente nella figura 7, ed è fondamentalmente suddivisa in 3 fasi successive:
- posizione o posizionamento della base in posizione sul corpo e il corpo del contenitore sulla piastra di compressione
- prima operazione di chiusura
- seconda operazione di chiusura
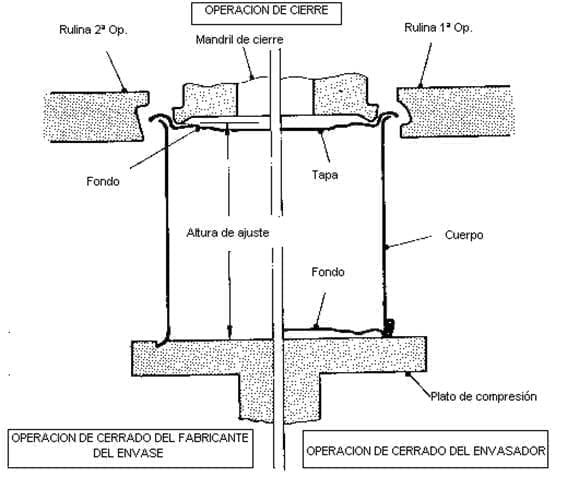
Figura n. 7: diagramma schematico dell’operazione di chiusura
Ruline:
La chiusura viene effettuata dall’azione di due rulli o rulli di chiusura, che vengono anche chiamati con nomi diversi a seconda della zona geografica (carriole, ruote, ruote, rulli…). Il loro lavoro è diviso in una prima operazione, seguita da una seconda.
Hanno una gola, o zona di lavoro, formata con sagome speciali sagomate, chiamate “profili di chiusura”. Questo profilo è di forma variabile a seconda che si tratti di una prima o di una seconda operazione, a seconda delle caratteristiche o delle specifiche della flangia o del pannello di chiusura inferiore della lattina, e dello spessore del materiale da sigillare. Come regola generale, più grande è la dimensione della flangia inferiore e più spesso è il materiale, più largo e profondo è il profilo del rullo, cioè è una funzione del formato del contenitore e del calibro del metallo usato nei suoi componenti. Ciò significa che si può utilizzare lo stesso tipo di profilo, ma le sue dimensioni aumentano o diminuiscono a seconda delle dimensioni del contenitore e degli spessori del metallo.
Tra i rulli di bloccaggio della prima e della seconda operazione, la differenza principale è nel loro profilo e nella loro missione, poiché lo scopo principale del carrello della prima operazione è quello di avvolgere la flangia inferiore intorno al gancio del corpo, mentre si forma il corpo. Lo scopo del secondo carrello operativo è quello di stringere e stirare la guarnizione che è già stata avviata, per renderla ermetica. Diamo un’occhiata più da vicino a queste tre fasi di chiusura.
Compressione:
Il contenitore da chiudere – corpo e fondo – è posto su una piastra regolabile, che può essere spostata verticalmente, in modo che il contenitore sia trattenuto tra questa piastra e il mandrino di chiusura.
La compressione viene effettuata per mezzo di una molla, e la sua missione principale è quella di evitare il movimento relativo del contenitore rispetto al mandrino di chiusura, permettendo la trasformazione progressiva della flangia del corpo e della flangia inferiore durante la chiusura.
Prima operazione:
Come abbiamo già indicato, durante la prima operazione di chiusura, la flangia inferiore viene delicatamente arrotolata sulla flangia del corpo della lattina, allo stesso tempo che quest’ultima viene piegata, formando ganci molto allentati, lasciando spazio tra le sue pareti. L’inizio e la fine di questo passo sono rappresentati in due sequenze nel disegno nº 8.
Figura n. 8: Inizio e fine di una prima operazione di chiusura
Come si può facilmente vedere, la corretta esecuzione di questa prima operazione è decisiva per ottenere una buona tenuta, e bisogna prestare particolare attenzione alla sua regolazione.
Una sezione trasversale della prima operazione dovrebbe mostrare una buona sovrapposizione dei ganci o delle pieghe del corpo e del fondo, e anche l’assenza di distorsioni nella formazione del giunto. La profondità della cuvetta aumenta leggermente e gradualmente durante la prima e la seconda operazione.
Alcuni dettagli sulla formazione della chiusura durante la prima operazione di corpi e fondi di forma irregolare saranno dati in seguito; tuttavia, i principi di accettabilità sono gli stessi sia per le lattine cilindriche che per quelle di forma irregolare.
Seconda operazione:
Dopo la prima operazione di aggraffatura, un secondo rullo formatore viene utilizzato per comprimere i cinque strati di metallo (due sul corpo della lattina e tre sul fondo) per formare una cucitura ermetica. L’operazione di serraggio e stiratura dei ganci del fondo e del corpo viene effettuata progressivamente. La Figura 9 mostra anche l’inizio e la fine di questa fase. Questa operazione conferisce alla chiusura una resistenza meccanica e un’impermeabilità sufficienti a sopportare le varie fasi del processo di produzione e distribuzione dell’imballaggio nelle normali condizioni d’uso.
Figura n. 9: Inizio e fine di una seconda operazione di chiusura
Sigillatura della chiusura:
Due zone di tenuta possono essere identificate sulla chiusura. Il sigillo è prodotto prima appuntando il bordo del corpo della lattina, cioè il gancio del corpo, contro la guarnizione di gomma o composita, il materiale di raschiamento che si trova all’interno della piega formata nella flangia inferiore, o gancio inferiore. La guarnizione secondaria è creata dalla sovrapposizione e dallo schiacciamento del gancio del corpo e del gancio inferiore, all’interno della guarnizione.
Ilvolume, il tipo e il peso della gomma sigillante cambia notevolmente con il diametro dei contenitori, variando la sua composizione secondo il prodotto da contenere nel contenitore. Una mancanza di compatibilità tra il composto sigillante e il contenuto del contenitore può portare alla contaminazione del prodotto e della gomma, compromettendo significativamente le caratteristiche della chiusura.
L’applicazione di questo composto sigillante
viene effettuata per mezzo di macchine incollatrici
L’applicazione di questo composto sigillante può essere effettuata con diverse tecniche: tampone, doccia o ugello. La sua regolazione al momento dell’applicazione deve essere fatta con estrema cautela per evitare problemi di perdite nel contenitore. Lo scopo del composito è quello di occupare lo spazio libero e gli spazi vuoti esistenti all’interno dell’involucro.
La guarnizione così ottenuta deve avere una resistenza meccanica adeguata e una tenuta stagna sufficiente in condizioni normali di utilizzo.
Parametri critici della chiusura:
I principali aspetti o fattori nella formazione della tenuta, che producono un giunto senza perdite, sono chiamati parametri critici di accettabilità e sono i seguenti:
– Tenuta della guarnizione: Mostra il grado di tenuta. Assicura che il doppio sigillo sia sotto sufficiente pressione.
– Penetrazione del gancio del corpo: Riflette l’incavo del gancio del corpo all’interno dell’altezza netta della chiusura. Misura la formazione della guarnizione primaria.
– Sovrapposizione: La sovrapposizione dei due ganci (corpo e fondo). Misura la formazione della guarnizione secondaria.
Torneremo su questi concetti in modo più approfondito in seguito.
4º.- OPERAZIONE DI CHIUSURA
A.- CHIUSURE
Le operazioni di sigillatura dei contenitori di cibo in scatola o di qualsiasi altro prodotto, vengono effettuate nel
macchine aggraffatrici per contenitori o lattine
. In linea di principio, possono essere classificati in due gruppi principali: aggraffatrici di lattine cilindriche e aggraffatrici di lattine irregolari.
Aggraffatrici cilindriche per lattine
La maggior parte delle lattine sono cilindriche. Con questa forma si possono raggiungere più facilmente velocità di riempimento e di chiusura più elevate. Le aggraffatrici che lavorano con il contenitore cilindrico si dividono in due tipi:
-1º.- Quelli in cui il contenitore ruota durante l’operazione di chiusura. Possono avere una o più teste e permettono alte velocità di chiusura. In queste macchine, il contenitore e il suo coperchio, che sono alimentati separatamente alla macchina, sono posti tra il mandrino e la piastra di compressione, l’espulsore mantiene il coperchio in posizione mentre la piastra sale fino a quando il contenitore è in posizione di chiusura, premuto contro il mandrino. In quel momento, la piastra di compressione, il contenitore e il mandrino cominciano a ruotare insieme, producendo la prima operazione di chiusura per l’azione dei rulli corrispondenti, che si avvicinano portati sui loro bracci e guidati da una camma; poi, con una procedura analoga, si effettua la seconda operazione, la stessa piastra e l’operazione di chiusura è finita.
Sono utilizzati per la fabbricazione di lattine e anche nel riempimento di alcuni prodotti. Per stabilire la velocità di chiusura di una macchina, si devono prendere in considerazione fattori come: il diametro del contenitore, il prodotto da imballare e le possibilità di fuoriuscita del prodotto.
– 2º.- Quelli che mantengono la lattina senza ruotare durante il processo di aggraffatura. In questo tipo di aggraffatrice la lattina rimane immobile, mentre la testa di aggraffatura della macchina ruota intorno alla lattina. In questa testa sono alloggiati i bracci porta-rotolo.
Ci sono anche varianti di questo tipo di macchine sigillatrici sottovuoto che lavorano sotto vuoto per prodotti specifici come carne, latticini, ecc. Ci sono diversi modi per ottenere il vuoto nel processo di riempimento e chiusura di un contenitore:
– Vuoto meccanico, per mezzo di una pompa a vuoto, mantenendo il contenitore in una camera ermetica durante la sigillatura.
– Vuoto di vapore acqueo, espelle l’aria iniettando un getto di vapore nello spazio di testa del contenitore riempito. Quando il vapore si condensa, si produce un vuoto.
– Il vuoto per riempimento a caldo, ottenuto riempiendo il contenitore fino alla cima del prodotto caldo e quindi dilatato, quando si raffredda e riduce il suo volume genera una camera a vuoto all’interno.
A seconda del prodotto da confezionare, si sceglie un tipo o l’altro di aggraffatrice, così il primo caso è usato per i prodotti dietetici, e l’ultimo per i prodotti a base di carne. L’uso del vuoto riduce sempre la velocità del ciclo.
Cucitrici di lattine irregolari
Il termine irregolare copre tutti i tipi di lattine che non sono cilindriche. Queste aggraffatrici sono progettate per l’aggraffatura di lattine oblunghe, ovali, rettangolari, quadrate o a pera; di solito operano a basse velocità e hanno un design complesso. Alcune di queste aggraffatrici sono progettate per funzionare sotto vuoto, il che complica ulteriormente il funzionamento meccanico dell’attrezzatura.
Il principio di funzionamento è il seguente: le lattine riempite di prodotto raggiungono la macchina, manualmente o meccanicamente, fino alla piattaforma di aggraffatura, comunemente chiamata “piastra di compressione”, prima che il fondo sia posizionato sulla lattina. Il contenitore e la base sono quindi posizionati nello stesso modo di un sigillatore di contenitori rotondi.
In queste macchine, i rulli della prima operazione, che di solito sono una coppia, sono posti diametralmente opposti l’uno all’altro. Ruotano intorno al mandrino e al contenitore, che sono fermi, esercitando una certa pressione su quest’ultimo, che è regolata dall’azione di una camma. Vedere il disegno nº 10.
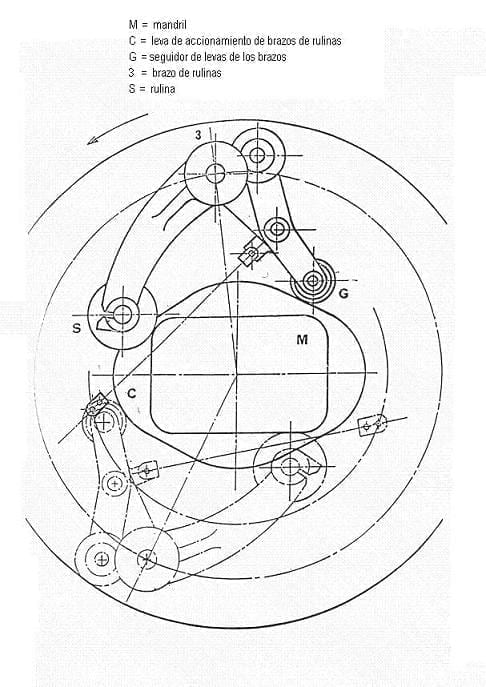
Figura n. 10: Vista in pianta di una testa di chiusura per contenitori rettangolari
Poi, in modo simile, entrano in azione i rulli della seconda operazione. Una volta che la chiusura è finita e i bracci della seconda operazione sono separati, l’espulsore agisce, separando il contenitore dal mandrino, accompagnando la piastra di compressione nel suo movimento di abbassamento.
Alcune aggraffatrici sottovuoto irregolari, alimentate a mano, sollevano la lattina in due fasi. Ciò significa che una volta che la lattina è stata posizionata sulla piastra, il movimento meccanico della macchina solleva la lattina fino a un punto sotto il rullo di aggraffatura. In questa posizione si crea il vuoto nella camera di chiusura. Questo vuoto innesca il secondo movimento di sollevamento, che solleva la lattina per permettere l’inizio dell’operazione di aggraffatura. Le aggraffatrici più veloci normalmente operano con una stazione di pre-vuoto prima dell’aggraffatura.
Alcuni tipi di ruote stellari rotanti permettono di aumentare la velocità, ma raramente superano le 100 lattine al minuto. Quando non è possibile mantenere una separazione tra il corpo e il suo fondo prima dell’inizio dell’operazione di aggraffatura, durante il tempo in cui viene fatto il vuoto, allora è necessario utilizzare fondi appositamente progettati, che forniscono un passaggio per l’aria di uscire dall’interno della lattina. Questo si ottiene facendo delle tacche sulla flangia inferiore, che poggiano sulla flangia del corpo, alzando leggermente il livello dell’ala, e lasciando così uno spazio libero per l’uscita dell’aria interna. Senza questa separazione, la flangia del corpo della lattina scatterebbe sulla gomma della flangia inferiore, creando una guarnizione che impedirebbe il raggiungimento del vuoto all’interno della lattina. Questo tipo speciale di sfondo è spesso chiamato sfondo “dimple”. Torneremo più tardi sulla complessità della chiusura dei contenitori irregolari.
Parti fondamentali dell’attrezzo di bloccaggio
Rulli: Si tratta di rulli in acciaio nel caso dei produttori di contenitori o in acciaio inossidabile speciale per gli inscatolatori, con un grado di durezza molto elevato. Sono montati su un albero o su cuscinetti. Vedi figura nº 11
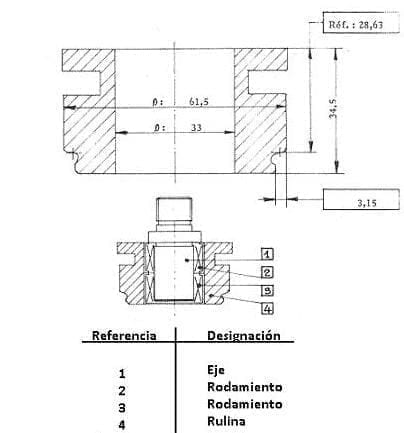
Figura n. 11: chiusura di Rulina
Il rullo mostrato qui è del tipo a doppia guida, e si può vedere il montaggio del suo albero con i cuscinetti corrispondenti. Le dimensioni indicate sul disegno si riferiscono alle dimensioni adatte ad un tipo specifico di aggraffatrice – FMC. 521 -. Le dimensioni racchiuse in un rettangolo sono fondamentali per un corretto adattamento, poiché segnano le distanze dal punto di riferimento nella gola del carrello al suo tallone (3,15 mm), e alla sua superficie di guida (28,63 mm).
Le aree di lavoro di questi rulli sono configurate con sagome di forma speciale, chiamate “profili di chiusura”. Il braccio in cui sono inseriti esegue un movimento di avvicinamento e separazione rispetto al mandrino in modo automatico. Questo movimento è controllato da una camma.
La loro missione durante la chiusura e le loro prestazioni durante la chiusura sono già state descritte sopra. La forma e le dimensioni dei profili dei rulli hanno un’influenza decisiva sulla tenuta della guarnizione. Le scanalature dei rulli devono avere un’eccellente finitura superficiale: migliore è la finitura superficiale, migliori saranno i risultati.
Rulina di prima operazione: Il suo profilo è sempre profondo e stretto, essendo la curvatura del bordo inferiore più pronunciata di quella superiore. Vedere la figura nº 8. Il profilo funge da generatrice per formare i ganci del corpo e del fondo. Il suo scopo è quello di arrotolare il metallo della flangia inferiore con quello della flangia del corpo, essendo quest’ultima inserita nella prima. Vedere la figura nº 8. L’elemento di fissaggio risultante ha una forma esterna arrotondata ed è più basso in altezza dell’elemento di fissaggio finito.
Seconda operazione Rulina: Il suo profilo è meno profondo e più alto di quello della prima operazione, presentando una curvatura più accentuata sul suo bordo superiore. Vedere la figura nº 9. Come già spiegato, eseguire l’operazione di finitura premendo l’elemento di fissaggio, formato nella prima operazione, contro il mandrino, in modo che i ganci siano piatti e diritti. Vedere la figura nº 9.
Mandrino: è una piastra montata su un albero, con una flangia o un labbro che si adatta al fondo da chiudere, e le cui caratteristiche dipendono dal produttore del contenitore. Vedere la figura nº 12. Le sue dimensioni influenzano anche la forma e la configurazione della chiusura, poiché funge da base di appoggio per l’azione dei rulli.
Il mandrino mostrato in sezione nella figura 12 è un tipico esempio di mandrino per contenitori rotondi, da usare con rulli di tipo guidato. Ha una filettatura centrale sinistra a passo fine per garantire che non si allenti quando si gira in senso orario. È dotato di quattro fori sulla sua faccia inferiore, per una chiave speciale per il montaggio e lo smontaggio. Sullo stesso lato c’è un incavo per il profilo inferiore.
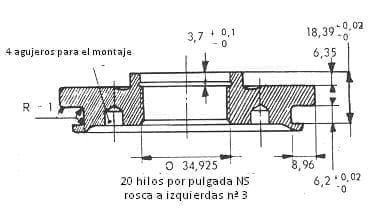
Figura n. 12: Esempio di un mandrino a fondo tondo
Il labbro è di forma leggermente conica per facilitare l’espulsione del contenitore chiuso e per adattarsi meglio alla forma iniziale del pallone. In passato, la superficie del labbro era scanalata per evitare che il fondo scivolasse durante la chiusura, ma questa pratica è stata eliminata perché causava danni alla vernice protettiva sulla parte esterna del fondo, che successivamente portava all’ossidazione della zona. La sua parte centrale è scavata, il che serve a salvare gli anelli di espansione e i gradini del profilo del pannello inferiore.
Il labbro del mandrino è definito da quattro dimensioni di base che sono mostrate nella figura nº. 13
Figura N°13 : Profilo del labbro di un mandrino
Questi sono
– Altezza del labbro S1. Il valore di S1 è legato alla profondità della cella (A) del fondo. SEFEL propone la seguente formula per la sua determinazione:
o S1 = A + 0,13 per tutti i fondi rotondi di diametro pari o superiore a 60 mm.
o S1 = A + 10 per diametri inferiori a 60 mm.
– Angolo di inclinazione del labbro: il suo valore normale è 4º. Importo ammesso da SEFEL
– Raggio della base del labbro P1 . Il suo valore normale è di 1 mm. Importo ammesso da SEFEL.
– Diametro nel punto di riferimento N2: Il diametro N2 si ottiene dal diametro del blocco di punzone inferiore (B1), cioè dalla parte che definisce il diametro del trogolo inferiore. SEFEL raccomanda la seguente formula:
N2 = B1 + 0,12
Piastra di compressione:
Come già detto, serve da supporto per il contenitore, centrandolo e trasmettendo la pressione della molla sul mandrino. La sua forma dipende dalla forma dell’estremità del contenitore. Nel caso delle aggraffatrici per la produzione di lattine, ha un profilo che copia quello della flangia del corpo del contenitore; per le aggraffatrici di riempimento, ha dei canali sulla sua superficie, che coincidono con la chiusura della sua base, per fissare la lattina nella posizione corretta. Vedere la figura nº 14. Presenta il profilo di una piastra aggraffatrice per la fabbricazione di contenitori, e dà le formule approssimative per la determinazione delle sue misure, a seconda del formato da chiudere.
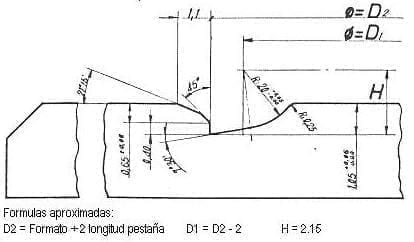
Figura n. 14: Profilo della piastra di compressione per l’aggraffatrice dei produttori di contenitori
È montato su un albero. A riposo si trova ad una distanza maggiore dal mandrino rispetto al contenitore con il fondo posizionato al momento della chiusura. La pressione è regolata agendo su questa piastra, ci torneremo più tardi quando parleremo della regolazione di un aggraffatore.
Il centraggio del mandrino ha anche un’influenza durante la chiusura. Deve essere perfettamente centrato rispetto all’albero e il più possibile parallelo al mandrino.
Espulsore:
Tutte le macchine di chiusura automatica sono dotate di meccanismi di espulsione, che allo stesso tempo aiutano a mantenere la corretta posizione del fondo sul contenitore prima di raggiungere la posizione di chiusura. Inoltre, l’espulsore separa il contenitore chiuso dal mandrino, una volta che la chiusura è stata fatta.
Questo espulsore è un albero a molla con una piccola piastra alla sua estremità, che si trova in un foro fatto al centro del mandrino. È dotato di un movimento alternativo (ascendente-discendente) che agisce al centro del fondo. Vedi figura nº 15
Figura No. 15: Testa di chiusura per cupole e fondi di aerosol con espulsore
La testa mostrata nella figura nº 15 è quella di un’aggraffatrice a testa orizzontale per la chiusura di cupole e fondi per bombolette aerosol. La parte superiore del disegno mostra la sezione di una testa a cupola, in questo caso l’estrattore è più corto per lasciare spazio alla maggiore altezza della cupola. La parte inferiore del disegno mostra il caso di fondi che hanno una forma concava.
Sulle aggraffatrici dotate di iniezione di vapore per ottenere il vuoto, è necessaria una completa sincronizzazione dei movimenti del piatto di compressione e dell’espulsore. Con l’aumento della velocità, la regolazione dell’espulsore diventa più critica e deve essere più accurata quanto più veloce si lavora.
B.- CHIUSURE
Guarnizioni per barattoli cilindrici
Le attuali aggraffatrici di lattine per contenitori cilindrici, sia fisse che rotanti, producono chiusure uniformi e di alta qualità con pochi problemi in termini di formatura del metallo. Tuttavia, i cambiamenti che sono stati introdotti nello spessore del materiale del fondo, con riduzioni significative dello spessore, hanno obbligato una riprogettazione della flangia inferiore per mantenere un’alta qualità della tenuta. Torneremo più tardi su questo argomento.
L’uso molto frequente di imballaggi imbottiti in diversi settori, come il pesce e la carne, ha ridotto notevolmente il rischio di mancanza di qualità nella chiusura, che si rifletterebbe in alterazioni dovute a perdite. Quando si usano lattine a tre pezzi con cuciture laterali saldate elettricamente, c’è sempre un’area di qualità inferiore nella sovrapposizione del fondo e dei ganci del corpo, che coincide con la regione della cucitura laterale, a causa di un aumento dello spessore del gancio del corpo causato dalla saldatura. Questo effetto è accentuato in una misura che può essere pericolosa nel caso di contenitori con una cucitura laterale aggraffata – o crimpata – con l’uso di cemento termoplastico come materiale di tenuta. Naturalmente, le limitazioni all’uso di questo tipo di imballaggio per prodotti non lavorati riducono sostanzialmente il rischio di perdite. In ogni caso, gli standard di accettabilità della chiusura applicati devono garantire il mantenimento di un’adeguata integrità in quell’area ad alto rischio della cucitura.
Se confrontiamo la qualità della chiusura ottenuta ora, con l’uso generalizzato di contenitori a tre pezzi saldati elettricamente o imbutiti, con quella ottenuta in precedenza con contenitori aggraffati e saldati con stagno-piombo, i risultati sono migliorati notevolmente, poiché la chiusura rimane uniforme su tutto il perimetro, senza presentare zone ad alto rischio, anche se c’è sempre un punto di qualità inferiore nella zona della saldatura elettrica, come abbiamo già indicato.
Cuciture irregolari della lattina
Ci sono diversi mercati che utilizzano lattine di forma irregolare, come: carne, pesce e oli commestibili. Tuttavia, la necessità di ottenere cuciture di alta qualità è più difficile quando si usano queste lattine con corpi e fondi irregolari rispetto ai risultati ottenuti con le lattine cilindriche.
Questo sarà meglio compreso se ricordiamo di nuovo come sono sigillati questi barattoli. Una volta che il fondo è stato depositato sul corpo del contenitore, l’intero insieme viene posto sulla piastra di compressione. Questo lo solleva e alloggia il trogolo inferiore nella piastra del mandrino di bloccaggio. I bracci che portano i rulli di chiusura iniziano il loro movimento verso l’interno – ricordate che normalmente c’è una coppia di rulli diametralmente opposta per ogni operazione – e toccano la flangia inferiore. Una volta stabilito questo contatto, inizia l’operazione di deformazione del metallo. I rulli della prima operazione si muovono progressivamente verso l’interno man mano che la lattina viene girata. L’operazione di deformazione crea un’onda metallica davanti al profilo del rullo grazie all’azione del rullo. Nelle lattine cilindriche questa onda è distribuita uniformemente durante il ciclo della prima operazione di aggraffatura. Nelle lattine irregolari questa operazione di formatura funziona allo stesso modo, tranne che mentre il rullo della prima operazione gira intorno alla lattina, l’onda di materiale che scorre davanti alla lattina quando raggiunge ogni angolo si deposita su di essa. Questa mancanza di controllo del metallo agli angoli si traduce spesso in pieghe e grinze nel gancio inferiore della prima operazione di chiusura.
Quando inizia il ciclo della seconda operazione di sigillatura, sempre normalmente per mezzo di due bracci a rullo, il giunto viene compresso per produrre una tenuta stagna con l’aiuto della guarnizione di gomma, la guarnizione viene tenuta sotto una pressione sufficiente per produrre una tenuta senza perdite. Logicamente, più piccolo è il raggio dell’angolo irregolare della lattina, maggiore è il rischio che si formino forti rughe che falsificano il sigillo. Vari metodi sono utilizzati per ridurre il rischio di pieghe e rughe negli angoli. Il design dello sfondo gioca un ruolo cruciale nella soluzione di questi problemi.
Se il materiale della flangia inferiore viene ridotto in ogni angolo, l’onda metallica che si deposita in questo punto durante la prima operazione di chiusura sarà ridotta in dimensioni. Questo produce un gancio inferiore più uniforme sui lati dritti e sugli angoli. Ovviamente, è necessario definire alcuni parametri critici minimi, e da questi calcolare la riduzione della larghezza della flangia, per bilanciare il materiale che si depositerà in ogni angolo durante la chiusura. Per ulteriori informazioni, si consiglia di leggere l’opera:
– Chiusure per contenitori rettangolari
I produttori di macchine, in collaborazione con i metallografi, hanno studiato il design delle operazioni di aggraffatura per controllare correttamente il materiale negli angoli delle lattine irregolari. La riduzione del materiale dell’ala nei raggi è fatta progressivamente, iniziando prima della fine della sezione diritta dell’ala. Anche le bobine di prima operazione iniziano di solito il loro movimento curvo gradualmente, un po’ prima della fine del lato dritto, e prima di raggiungere il raggio della lattina. Questo permette di controllare meglio la formazione del gancio sui raggi.
Un altro modo per migliorare la chiusura è che la prima operazione della stessa, è fatta in due giri intorno alla lattina invece di uno e una frazione, come avviene nei contenitori rotondi. Questo permette di modellare il metallo dell’ala in modo più regolare e progressivo, riducendo così il rischio di pieghe e rughe.
– Cliccando qui potete accedere alla 2a parte di questo lavoro.
Torna a Lattine a doppia chiusura del mondo
 Calcolo teorico del volume di gomma necessario per la chiusura di un contenitore metallico.
Calcolo teorico del volume di gomma necessario per la chiusura di un contenitore metallico.
 Attrezzi di chiusura per lattine di alluminio
Attrezzi di chiusura per lattine di alluminio
 RULLI 2A OPERAZIONE DI CHIUSURA
RULLI 2A OPERAZIONE DI CHIUSURA
 RULLI 1° OPERAZIONE DI CHIUSURA
RULLI 1° OPERAZIONE DI CHIUSURA
 TEORIA DELLA CHIUSURA – Parte 4
TEORIA DELLA CHIUSURA – Parte 4
 TEORIA DELLA CHIUSURA – Parte 3
TEORIA DELLA CHIUSURA – Parte 3
 TEORIA DELLA CHIUSURA – Parte 2
TEORIA DELLA CHIUSURA – Parte 2
 STABILITÀ DI PRESSIONE DELLA PIASTRA DI COMPRESSIONE SU UN’AGGRAFFATRICE
STABILITÀ DI PRESSIONE DELLA PIASTRA DI COMPRESSIONE SU UN’AGGRAFFATRICE
 MISURE DELLA DOPPIA SERRATURA
MISURE DELLA DOPPIA SERRATURA
 INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE




0 Comments