
lRESUMEN
L’operazione di chiusura in un contenitore rettangolare ha alcune caratteristiche che la rendono diversa da quella di un contenitore rotondo, in quanto presenta un maggior grado di complessità. Il seguente studio spiega questa complicazione e dà delle linee guida per risolverla.
BACKGROUND
L’operazione di chiusura consiste nell’unire solidamente il fondo o il coperchio al corpo del contenitore. Questo si ottiene crimpando il bordo del coperchio – chiamato “flangia” – al bordo del corpo – chiamato “flangia”. Gli strumenti di base del fissaggio sono:
– Mandrino: Piastra che è alloggiata nel trogolo del coperchio e serve come supporto solido per l’operazione.
– Rulli di chiusura: Rulli dotati di una scanalatura con un profilo speciale per ogni caso. Ci sono due tipi di rulli, il primo e il secondo funzionamento. I primi hanno la missione di curvare e arrotolare il bordo o l’ala del coperchio sulla flangia del corpo, iniziando così l’aggraffatura. I secondi, schiacciano solidamente il tutto. Questi rulli sono chiamati con nomi diversi, a seconda del tipo di pulegge e delle zone delle pulegge: carriole, rulli, rulli, fette, ecc.
La figura 1 mostra una rappresentazione schematica dello sviluppo di un elemento di fissaggio. In esso 1) indica il mandrino di chiusura, 2) rullo di prima operazione, 3 ) corpo del contenitore, 4) coperchio. 5) secondo rullo operativo e 6) zona da chiudere: flangia e flangia.
La sequenza a) è la posizione di partenza, b) è l’azionamento del primo rullo operativo e c) del secondo rullo operativo.
Figura 1: Sequenza di una chiusura
Per maggiori dettagli sulla tecnica di una buona chiusura si consiglia di leggere i seguenti lavori pubblicati su questo sito:
–“Specifiche di chiusura dei contenitori per bevande“.
Non è lo scopo di questo articolo entrare in questioni più generali sulle chiusure, ci concentreremo sul caso particolare dei contenitori non rotondi, specialmente quelli rettangolari. Sono il caso più difficile per una chiusura.
La ragione di questa difficoltà deriva dal fatto che due situazioni estreme e opposte si combinano nella stessa chiusura. Sui quattro lati del rettangolo, la chiusura segue un percorso rettilineo, potremmo dire che descrive un arco di circonferenza di raggio infinito. D’altra parte, nei quattro angoli arrotondati, descrive un arco con un raggio molto piccolo – di solito tra 15 e 30 mm. Combinare queste due situazioni, in modo che la chiusura sia adeguata in tutto il suo perimetro, comporta il raggiungimento di un compromesso tra diversi elementi.
Naturalmente, per ottenere una buona chiusura su un contenitore rettangolare, non è sufficiente regolare le impostazioni dell’aggraffatrice. Tutti gli elementi coinvolti devono essere adeguatamente preparati. I più importanti sono:
– Ala superiore
– Scheda del corpo
– Attrezzatura di chiusura
– Stato dell’aggraffatrice
Di queste quattro componenti, in questo articolo ci concentreremo sulle prime tre, poiché sono più specifiche per questo argomento. La condizione dell’aggraffatrice si risolve con l’applicazione di un buon sistema di manutenzione.
Entrando nel dettaglio di questi elementi, ci occuperemo in modo concreto di alcuni fattori degli stessi, così come sono:
– Disegno e misure della flangia del coperchio e dell’arricciatura dello stesso.
– Applicazione del composto dell’ala
– Forma e dimensionamento della flangia del corpo
– Profilo delle gole del primo e del secondo rullo operativo.
– Dimensioni della chiusura
La definizione precisa di ciascuno di essi dipende sostanzialmente dal raggiungimento di una buona chiusura in un contenitore rettangolare.
DISEGNO E MISURE DELLA FLANGIA DI UN COPERCHIO RETTANGOLARE
Possiamo definire la flangia come l’area esterna del coperchio, situata tra la parete della ciotola e il perimetro esterno. Durante l’operazione di chiusura diventa il gancio di copertura. Ci sono due tipi di ali: piatte e ricce.
La flangia piatta è completamente liscia e termina al bordo tagliente definito dal taglio del materiale. Cioè, il suo bordo esterno è il bordo di taglio. Attualmente il suo uso è molto limitato perché è una tecnologia obsoleta.
Nell’ala arricciata, il bordo esterno è piegato verso l’interno in modo che il bordo di taglio sia infilato. Questo facilita l’operazione di chiusura e l’impilabilità dei coperchi. All’interno di questo tipo ci sono due versioni.
- a) Quello con la parte superiore piatta. Vedere la figura nº 2.
- b) Quello con la curva. Questo secondo caso favorisce maggiormente la formazione della chiusura, ma la sua lavorazione è più complessa, soprattutto se si tratta di un coperchio rettangolare come il nostro soggetto.
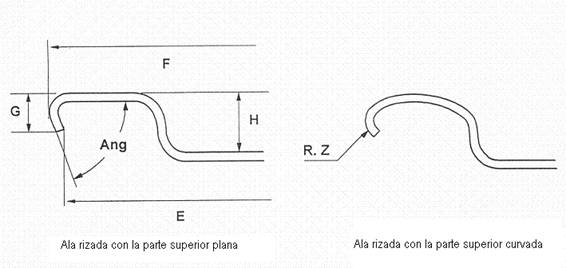
Figura 2: versioni ad ali ricurve
In generale, per semplicità, considereremo nei nostri commenti seguenti che l’ala è di tipo a).
Per determinare la larghezza della flangia di un coperchio, si misurerà esternamente, se è del tipo arricciato, si raddrizzerà il ricciolo e nel caso di coperchi rettangolari si misurerà nelle parti diritte.
Durante l’operazione di chiusura, quando la flangia del coperchio viene rimboccata per formare il gancio del coperchio, succede che nelle zone diritte questa azione è una semplice piegatura del metallo che non presenta difficoltà, ma negli angoli il materiale si comporta come se stessimo cercando di piegare le aste di un ventilatore. Il metallo situato alla periferia dell’ala, deve essere piegato su un raggio più piccolo di quello originale, cioè deve essere ridotto ad un volume più piccolo di quello originale. Questo fa sì che scorra verso la parte libera, cioè verso il bordo di taglio, o che si deformi sotto forma di rughe o pieghe. La seconda opzione è molto negativa, quindi dobbiamo optare per la prima.
Quindi, per facilitare questo scorrimento del materiale, è necessario assicurarsi che la sua durezza sia moderata. La prima conclusione è che la banda stagnata di media o bassa durezza – o TFS – dovrebbe essere usata per tappi rettangolari, più piccolo è il raggio dell’angolo, più bassa è la durezza. L’indurimento T 3 o T 57 dà risultati soddisfacenti.
D’altra parte, se la larghezza della flangia della copertura è uniforme in tutto il suo perimetro, succederà che quando questo scorrimento del suo materiale si genera negli angoli, risulterà in un aumento della sua larghezza al momento della chiusura in queste zone. Questo risulterebbe in eccessivi ganci del coperchio sui raggi, lasciando la chiusura sbilanciata. Per evitare questo difetto, è necessario ridurre la dimensione della flangia nei quattro angoli, questo deve essere fatto progressivamente, partendo dalla dimensione esistente nella parte diritta e raggiungendo il minimo a 45º nell’arco. In questo modo, la minore dimensione iniziale nelle aree curve della flangia sarà compensata dal suo aumento di lunghezza durante il processo, con il risultato di un gancio uniforme del lembo lungo tutto il perimetro della chiusura.
Più piccolo è il raggio dell’arco agli angoli, maggiore dovrebbe essere questa diminuzione di materiale. La figura 3 riassume i valori raccomandati di questa riduzione in funzione della larghezza nominale dell’ala e dei valori dei raggi.
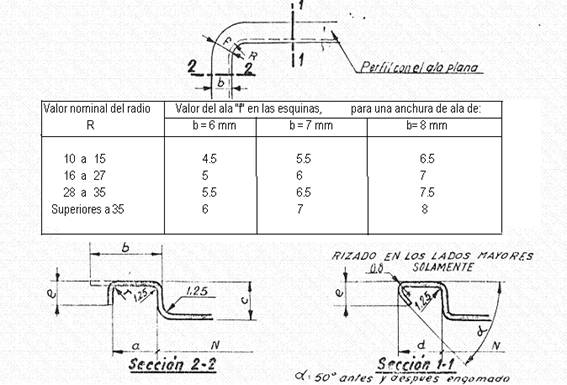
Figura n. 3: Valori raccomandati delle flange agli angoli
Questi valori sono presi a 45°, nel suo punto minimo di lunghezza. Il design dello stampo del tappo deve incorporare questa riduzione della flangia ai raggi. D’altra parte, l’altezza del ricciolo deve essere mantenuta più o meno uniforme, per facilitare la formazione del gancio del coperchio alla chiusura. Quest’ultimo porta a dover ridurre la larghezza del canale dell’ala nelle zone dove c’è meno materiale, cioè nei quattro angoli. Questo fa sì che i centri dei raggi della faccia esterna del centro della matrice e della faccia interna del punzone non coincidano con il centro delle altre parti all’interno della matrice. Inoltre, in queste due parti, gli angoli sono configurati con raggi composti. Vedere la figura nº 4. Per determinare i valori di questi raggi, è necessario definirli con un tracciato geometrico, che viene poi corroborato in modo pratico.
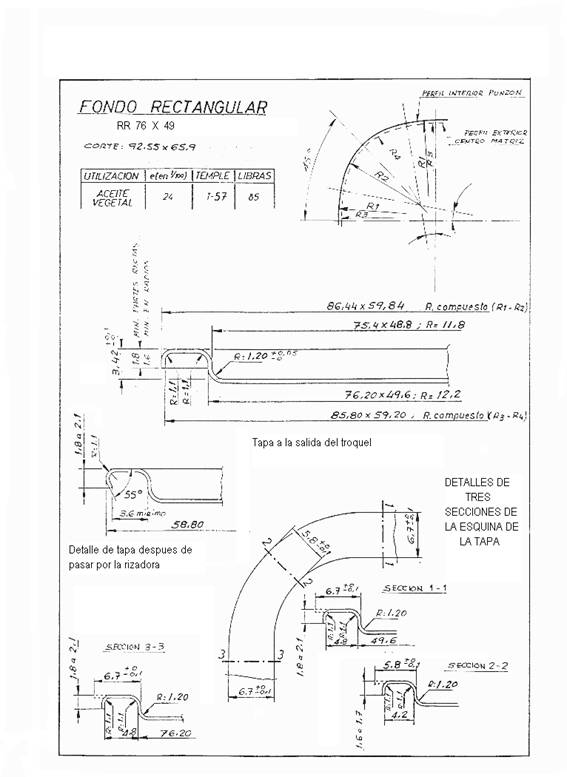
Figura n. 4: Copertura rettangolare con larghezza ridotta della flangia agli angoli
. La figura nº 4 mostra una copertura in formato RR 76 x 49 con un raggio di 12 mm. Le indicazioni di cui sopra sono state prese in considerazione nella sua progettazione. Si può vedere che nella sezione 2-2, corrispondente all’angolo della copertura, la larghezza del canale è di 4,2 mm, mentre nelle altre è di 4,8, cioè la riduzione di materiale è per lo più assunta in questa dimensione.
Dopo la fustellatura, il bordo è arricciato a 55º. Questa operazione può essere fatta:
– 1°: Sui due lati principali. Questa è la procedura classica e semplice.
– 2°: Tutto intorno al perimetro: richiede un’attrezzatura più complessa, ma è la soluzione migliore per la chiusura.
Evitiamo di entrare nei dettagli per non deviare dal nostro tema. Basti dire che uno dei due può dare una buona chiusura, anche se se possibile è meglio optare per la seconda opzione.
APPLICAZIONE DI COMPOSITO SULLA FLANGIA DI UN COPERCHIO RETTANGOLARE
I coperchi rettangolari possono essere gommati con due tecniche diverse:
– Per tampone. Questa è la procedura tradizionale e ancora la più diffusa.
– Per doccia. Fornisce una migliore qualità.
In entrambi i casi, se il coperchio è stato arricciato solo sui lati più grandi, la quantità di composto utilizzata è minore su questi due lati, poiché il canale di accesso per l’applicazione è più stretto. Questo causa una mancanza di uniformità nel volume di gomma applicata lungo il perimetro dell’ala.
Un’altra condizione auspicabile è che il composto sia applicato il più vicino possibile al bordo esterno della flangia, poiché questo garantisce la sua collocazione nella chiusura nella zona di sovrapposizione dei ganci del coperchio e del corpo. Questo è difficile da ottenere sui lati con il ricciolo iniziato, ma è necessario avvicinarsi il più possibile a questo obiettivo.
Negli angoli, poiché la larghezza del canale della flangia è più stretta che sui lati senza ricciolo iniziato, anche il volume di gomma depositato sarà ridotto. In questa zona, l’impronta del composto diminuirà dal punto di giunzione con i lati non crimpati ai lati crimpati iniziati.
La figura 5 mostra la forma del tampone gommato per un coperchio rettangolare, con i lati più grandi con un ricciolo iniziato. Le dimensioni sono legate alla larghezza della flangia del coperchio.
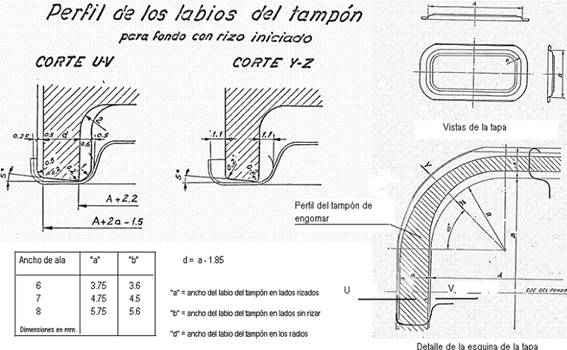
Figura n. 5: dimensionamento di un tampone di gomma
Per ottenere una buona tenuta è molto importante che la gomma:
– si trova nella posizione prevista e non contamina altre aree dell’ala.
– quell’elastico da inserire negli interstizi della chiusura.
– è ben polimerizzato e legato al metallo
La quantità di composto da applicare per ottenere una buona tenuta dipende dalla larghezza della flangia del coperchio. Si controlla pesando il coperchio prima e dopo la gommatura. Per calcolare il peso teorico da applicare, il dato fondamentale da conoscere in anticipo è il volume che una volta asciutto dovrebbe occupare sull’ala. Una volta definito questo, è sufficiente applicare il peso specifico della mescola utilizzata una volta asciutta e la sua percentuale in solidi – entrambi i dati devono essere forniti dal produttore – per calcolare il peso umido della mescola da depositare sull’ala.
La tabella seguente definisce il volume teorico appropriato da depositare sulla flangia espresso in mm3 per metro lineare di flangia. Conoscendo questi dati e il perimetro del coperchio, con una semplice proporzione si determina il volume per coperchio e in base ad esso si sviluppa il calcolo del volume bagnato teorico
Larghezza della flangia del lembo Volume in mm3/metro lineare. ( V )
6 mm 180
6.7 “ 200
7 “ 210
8 “ 250
Formule: p= V x L x d /1000 P = 100 x p/E
Dove:
p = Peso teorico del composto secco per fondo espresso in mgrs.
P = Peso teorico del composto liquido per fondo in mgr.
d = peso specifico del composto
E = % di solidi del composto
V = Volume del composto per metro lineare in mm3/m
L = Sviluppo del perimetro della copertura in mm.
FORMA E DIMENSIONAMENTO DELLA FLANGIA DEL CORPO
In generale, l’influenza dei corpi è meno significativa dei tappi per ottenere una buona tenuta. Riassumendo possiamo dire che devono:
– avere sufficiente rigidità e fermezza per sostenere adeguatamente l’operazione di chiusura.
– essere dimensionato in modo che il coperchio si adatti perfettamente alla sua bocca.
– la flangia della flangia ha un raggio e una larghezza adeguati.
Ci concentreremo solo sul terzo punto perché è forse il più importante. La prima è legata alla scelta del metallo giusto e la seconda è solo per prendere come riferimento le dimensioni del centro della matrice della matrice di copertura.
L’esecuzione della flangia su un contenitore rettangolare è di solito fatta in tre modi diversi:
– Piegando – o anche chiamato “squeezer”. La flangia si forma piegando il bordo del corpo sopra le ganasce esterne che lo abbracciano, spinte dalle lame di espansione dell’apertura. Vedere la figura 6.
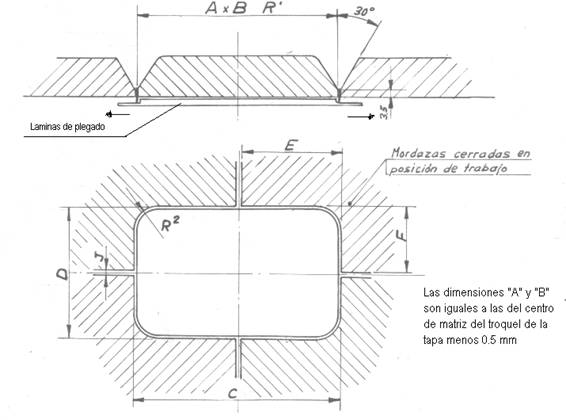
Figura n. 6: stagnatura a spremitura
– Per tampone. In questo caso la linguetta si forma premendo il corpo contro uno stampo di tabulazione che ha la sua forma. Questo tipo di utensili ha di solito degli arresti sulle parti diritte e l’angolo della flangia varia sui raggi. Vedere la figura nº 7.
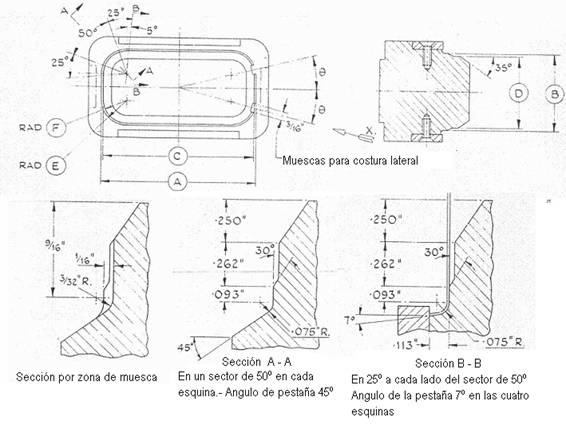
Figura nº 7: Stagnatura del buffer
– Per mezzo di una lavorazione mista, che combina la tecnica della piegatura – espansione – per fogli sui quattro lati rettilinei del contenitore e l’imbottitura sui quattro angoli. Questo rende la scheda non uniforme nel tuo profilo. Nelle parti rettilinee di esso, il raggio è piccolo e la flangia tende all’orizzontale, mentre negli angoli il raggio è più grande e la flangia è più piccola e con una certa inclinazione. Questo è più un problema di apparenza che di qualità. Se la flangia è ben dimensionata, queste variazioni di forma lungo il perimetro non si trasmettono alla chiusura. Dei tre sistemi questo è il migliore.
Il valore della flangia è legato alle dimensioni dell’ala. Nelle aree rettilinee il suo valore è leggermente superiore a quello dei raggi. Come regola generale questa differenza è di 0,15 mm. Questo è dovuto in parte al design degli utensili e in parte all’elasticità del materiale. In questo modo c’è una migliore correlazione tra l’ala sui raggi e la flangia nella stessa zona. I valori indicativi sono riportati di seguito.
Larghezza della flangia del coperchio Flangia del corpo Flangia del corpo sui raggi
6 2.55 2.40
6.7 2.85 2.70
7 3.00 2.85
8 3.70 3.50
La larghezza della flangia sarà valutata esternamente e risulta dalla media ottenuta dalla misurazione in diversi punti, poiché è difficile ottenere una flangia uniforme su tutto il perimetro.
RULLI DI BLOCCAGGIO
La parte più critica dell’attrezzatura di bloccaggio sono i rulli di bloccaggio. La giusta scelta del profilo dello stesso, specialmente la prima operazione, dipende dal raggiungimento di una buona qualità in esso. Nel nostro caso, i contenitori rettangolari hanno caratteristiche speciali come abbiamo visto nelle diverse sezioni. Questi possono essere riassunti come una mancanza di uniformità nella flangia del coperchio e nella flangia del corpo.
Per questo motivo, i profili a rulli utilizzati nei contenitori rotondi, con un valore teorico di flangia e flangia uguale al contenitore rettangolare che intendiamo chiudere (per esempio flangia 7 mm e flangia 3), di solito non danno un risultato pienamente soddisfacente. Il problema si verifica spesso sui raggi, dove spesso appaiono delle “punte” alla base della chiusura e appaiono delle rughe sul gancio di copertura.
Insistiamo di nuovo sul fatto che quando questo accade, la cosa migliore da fare è non perdere tempo a provare diversi tipi di profili di rulli finché non se ne trova uno che funziona, questo non sempre dà risultati. Dobbiamo essere sicuri che la flangia e il bordino, specialmente sui raggi, soddisfino i requisiti descritti sopra e che i tappi siano di buona qualità, altrimenti perderemo tempo a “combattere” con l’aggraffatrice. Tuttavia, se iniziamo con i componenti giusti, è il momento di studiare i rulli.
Rulina 1a operazione: È fondamentale per una buona chiusura. Definisce la corretta formazione del gancio.
L’esperienza ha dimostrato che di solito si ottengono buoni risultati usando un profilo che soddisfa le seguenti condizioni:
– Altezza della gola: l’altezza che corrisponderebbe alla chiusura di un contenitore rotondo con una flangia più piccola di quella del contenitore rettangolare in questione. Per esempio, se il coperchio rettangolare ha un’altezza della flangia di 6,7, si dovrebbe usare un rullo con altezza della flangia di 6 mm.
– Profondità della gola: In questo caso, la profondità della gola deve essere aumentata di 015 mm, il che corrisponderebbe a una chiusura del contenitore rotondo con una flangia più piccola. Continuando con l’esempio precedente, prenderemmo la profondità della gola per un’ala di 6 mm e aggiungeremmo 0,15 mm di profondità in più.
In breve, si tratterebbe di scegliere un rullo adatto a chiudere un contenitore rotondo con una flangia un gradino più bassa di quella rettangolare che vogliamo chiudere, approfondendo la sua gola di 0,15 mm.
Questi valori sono stati raggiunti in modo pratico, ma c’è una logica. Tenendo conto della riduzione delle dimensioni nei raggi dei componenti della chiusura, lo scopo è di trovare un profilo della gola intermedio ai valori che separatamente corrisponderebbero alle parti diritte e ai raggi del contenitore. La figura 8 mostra un profilo che funziona bene per contenitori rettangolari con una flangia nominale di circa 7 mm.
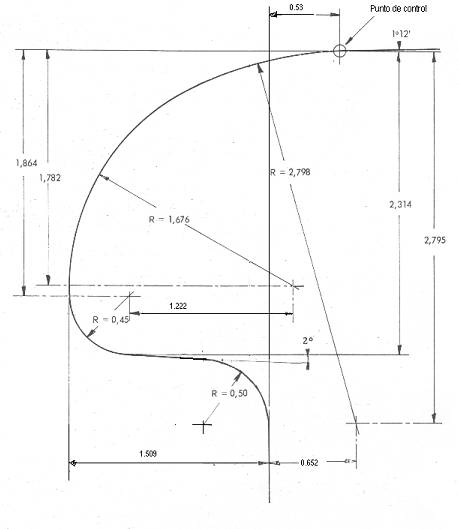
Figura nº 8: Profilo del rullo 1a operazione
Rulina 2a operazione: Non così importante come la precedente. Si può usare l’equivalente di una chiusura per contenitori rotondi con gli stessi parametri, anche se ci sono anche quelli con leggere modifiche per migliorarne le prestazioni. Nella figura nº 9 è disegnato un esempio che dà buoni risultati; è anche progettato per un’ala di 7 mm.
Figura n. 9: Profilo del 2° rullo operativo
Ci sono altri componenti di cui ci si deve occupare, come il mandrino e il mandrino di compressione. Così come le sue regolazioni: calibro di altezza, molla di compressione, ecc… Ma questo fa già parte di quella che è la tecnica della chiusura, che non è l’oggetto di questo lavoro.
MISURE DI CHIUSURA
I passi da seguire per ottenere una buona chiusura in un contenitore rettangolare sono quelli generici per questa operazione e abbiamo già rimandato il lettore ad alcuni lavori relativi ad essi quindi non ci dilungheremo.
A titolo indicativo, mostriamo i valori standard per una chiusura su un contenitore rettangolare con una flangia di 3 mm e una flangia del coperchio di 7 mm, che di solito è il caso più generale. La figura 10 li mostra.
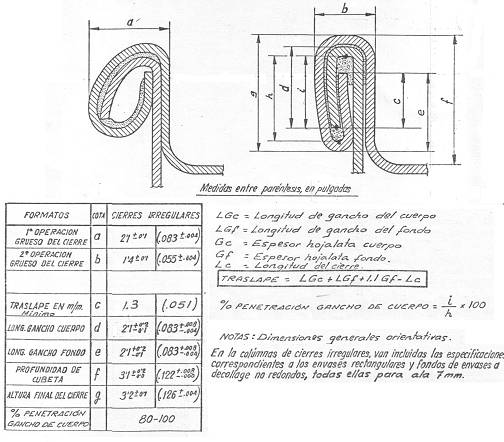
Figura n. 10: Misure di una chiusura rettangolare
Tuttavia, le seguenti osservazioni dovrebbero essere notate:
– I fissaggi d’angolo hanno leggere differenze dimensionali rispetto alle parti diritte.
– Lo spessore della guarnizione è aumentato di 0,1 mm agli angoli.
– Se la pressione viene aumentata per cercare di equalizzare lo spessore lungo il perimetro, si creerà un’altezza di chiusura in eccesso agli angoli.
– Per garantire risultati di sigillatura uniformi, il corpo dovrebbe essere sempre posizionato sulla piastra nella stessa posizione rispetto alla cucitura laterale della piastra.
– Nelle aggraffatrici che utilizzano più di un rullo per ogni operazione, è essenziale che i loro profili siano identici e che le loro impostazioni siano le stesse.
 TESTER DI TENUTA MANUALE PER CONTENITORI IN METALLO
TESTER DI TENUTA MANUALE PER CONTENITORI IN METALLO
 TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
 RULLI 2A OPERAZIONE DI CHIUSURA
RULLI 2A OPERAZIONE DI CHIUSURA
 RULLI 1° OPERAZIONE DI CHIUSURA
RULLI 1° OPERAZIONE DI CHIUSURA
 MISURE DELLA DOPPIA SERRATURA
MISURE DELLA DOPPIA SERRATURA
 GUARNIZIONI PER CONTENITORI DI SALSICCE
GUARNIZIONI PER CONTENITORI DI SALSICCE
 CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
 INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
 TACCHE NEI COPERCHI-FONDI PER LA SIGILLATURA SOTTOVUOTO
TACCHE NEI COPERCHI-FONDI PER LA SIGILLATURA SOTTOVUOTO
 LATTA DOPPIA RIDOTTA
LATTA DOPPIA RIDOTTA




0 commenti