
lRESUMEN
L’opération de fermeture d’un conteneur rectangulaire présente certaines caractéristiques qui le différencient d’un conteneur rond, car il présente un degré de complexité plus élevé. L’étude suivante explique cette complication et donne des lignes directrices pour la résoudre.
BACKGROUND
L’opération de fermeture consiste à solidariser le fond ou le couvercle au corps du récipient. Pour ce faire, le bord du couvercle – appelé « bride » – est serti sur le bord du corps – appelé « collerette ». Les outils de base de l’attache sont :
– Mandrin: plaque logée dans le creux du couvercle et servant de support ferme à l’opération.
– Rouleaux de fermeture: Rouleaux équipés d’une rainure avec un profil spécial pour chaque cas. Il existe deux types de rouleaux, de première et de seconde opération. Les premiers ont pour mission de courber et de faire rouler le bord ou l’aile du couvercle sur le rebord du corps, déclenchant ainsi le sertissage. Les seconds, écrasent solidement le tout. Ces rouleaux sont désignés par différents noms, en fonction du type de poulies et de leur surface : brouettes, rouleaux, galets, tranches, etc.
La figure 1 montre une représentation schématique du développement d’une attache. Dans celui-ci 1) indique le mandrin de fermeture, 2 ) le rouleau de première opération, 3 ) le corps du conteneur, 4) le couvercle. 5) deuxième rouleau d’opération et 6) zone à fermer : bride et flasque.
La séquence a) est la position de départ, b) est l’actionnement du premier rouleau de commande et c) le deuxième rouleau de commande.
Figure 1 : Séquence d’une fermeture
Pour plus de détails sur la technique d’une bonne fermeture, nous vous recommandons de lire les ouvrages suivants publiés sur ce site :
–« Spécifications de fermeture des récipients de boissons« .
Le but de cet article n’est pas d’aborder des questions plus générales sur les fermetures, nous nous concentrerons sur le cas particulier des conteneurs non ronds, notamment rectangulaires. Ils constituent le cas le plus difficile pour une fermeture.
La raison de cette difficulté vient du fait que deux situations extrêmes et opposées sont combinées dans la même fermeture. Sur les quatre côtés du rectangle, la fermeture suit un chemin droit, on pourrait dire qu’elle décrit un arc de circonférence de rayon infini. En revanche, dans les quatre coins arrondis, elle décrit un arc de très faible rayon – généralement entre 15 et 30 mm. La combinaison de ces deux situations, afin que la fermeture soit adéquate sur tout son périmètre, implique de trouver un compromis entre différents éléments.
Bien sûr, pour obtenir une bonne fermeture sur un récipient rectangulaire, il ne suffit pas de régler les paramètres de la sertisseuse. Tous les éléments impliqués doivent être correctement préparés. Les plus importantes sont :
– Aile supérieure
– Onglet Corps
– Outillage de clôture
– Statut de marin
Parmi ces quatre composantes, nous nous concentrerons dans ce document sur les trois premières, car elles sont plus spécifiques à ce sujet. L’état de la sertisseuse est résolu par l’application d’un bon système de maintenance.
En entrant dans le détail de ces éléments, nous aborderons de manière concrète certains facteurs de ces derniers, tels qu’ils sont :
– Conception et mesures du rebord du couvercle et de la boucle de celui-ci.
– Demande d’autorisation d’utilisation d’un composé de l’aile
– Forme et dimensionnement de la bride du corps
– Profil des gorges des premier et deuxième rouleaux d’opération.
– Dimensions de la fermeture
La définition précise de chacun d’entre eux dépend essentiellement de la réalisation d’une bonne fermeture dans un récipient rectangulaire.
LA CONCEPTION ET LES MESURES DU REBORD D’UN COUVERCLE RECTANGULAIRE
Nous pouvons définir le rebord comme étant la zone extérieure du couvercle, située entre la paroi de la cuvette et le périmètre extérieur. Pendant l’opération de fermeture, il devient le crochet de couverture. Il existe deux types d’ailes: plates et bouclées.
Le rebord plat est complètement lisse et se termine à l’arête vive définie par la coupe du matériau. C’est-à-dire que son bord extérieur est le bord d’attaque. Actuellement, son utilisation est très limitée car il s’agit d’une technologie obsolète.
Dans l’aile enroulée, le bord extérieur est replié vers l’intérieur de sorte que le bord tranchant est rentré. Cela facilite l’opération de fermeture et l’empilabilité des couvercles. Dans ce type, il existe deux versions.
- a) Celui qui a un sommet plat. Voir figure nº 2.
- b) Celui avec la courbe. Ce deuxième cas favorise davantage la formation de la fermeture, mais son outillage de fabrication est plus complexe, surtout s’il s’agit d’un couvercle rectangulaire comme c’est notre sujet.
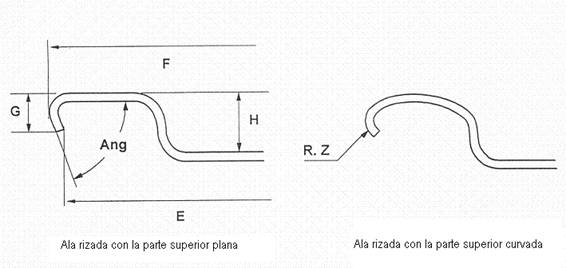
Figure 2 : Versions à ailes bouclées
En général, par souci de simplicité, nous considérerons dans nos commentaires suivants que l’aile est de type a).
Pour déterminer la largeur du rebord d’un couvercle, on le mesurera extérieurement, s’il est de type bouclé, on redressera la boucle et dans le cas de couvercles rectangulaires, on le mesurera dans les parties droites.
Pendant l’opération de fermeture, lorsque le rebord du couvercle est replié pour former le crochet du couvercle, il arrive que dans les zones droites, cette action soit un simple pliage du métal qui ne présente pas de difficultés, mais dans les coins, le matériau se comporte comme si on essayait de plier les tiges d’un ventilateur. Le métal situé à la périphérie de l’aile, doit être plié sur un rayon plus petit que l’original, c’est-à-dire qu’il doit être réduit à un volume plus petit que l’original. Elle s’écoule alors vers la partie libre, c’est-à-dire vers l’arête de coupe, ou se déforme sous forme de plis ou de rides. La deuxième option est très négative, nous devons donc opter pour la première.
Par conséquent, afin de faciliter ce flux de matière, il est nécessaire de s’assurer que sa dureté est modérée. La première conclusion est que le fer blanc de dureté moyenne ou faible – ou TFS – doit être utilisé pour les capsules rectangulaires, plus le rayon des coins est petit, plus la dureté est faible. Le durcissement T 3 ou T 57 donne des résultats satisfaisants.
En revanche, si la largeur du rebord de la couverture est uniforme sur tout son périmètre, il arrivera que lorsque ce fluage de sa matière est généré dans les coins, il en résulte une augmentation de sa largeur au moment de la fermeture dans ces zones. Il en résulterait un excès de crochets de couvercle sur les rayons, ce qui laisserait la fermeture déséquilibrée. Pour éviter ce défaut, il est nécessaire de réduire la dimension de la bride dans les quatre coins, cela doit être fait progressivement, en partant de la dimension existante dans la partie droite et en atteignant le minimum à 45º dans l’arc. De cette façon, la dimension initiale plus petite dans les zones courbes de la bride sera compensée par son augmentation en longueur au cours du processus, ce qui donnera un crochet de rabat uniforme tout autour du périmètre de la fermeture.
Plus le rayon de l’arc aux coins est petit, plus cette diminution de matière devrait être importante. La figure 3 résume les valeurs recommandées de cette réduction en fonction de la largeur nominale de l’aile et des valeurs des rayons.
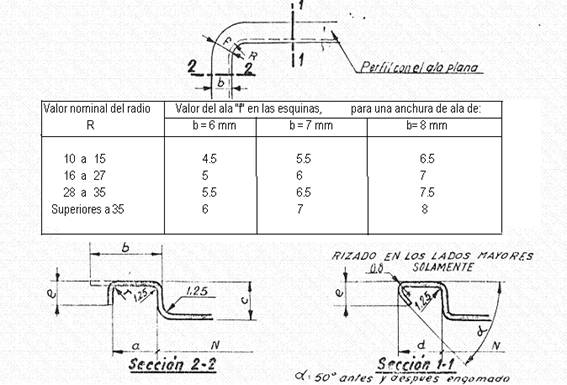
Figure no. 3 : Valeurs recommandées pour les brides aux coins
Ces valeurs sont prises à 45º, à son point minimum de longueur. La conception de la filière du bouchon doit intégrer cette réduction de la bride au niveau des rayons. D’autre part, la hauteur de la boucle doit être maintenue plus ou moins uniforme, afin de faciliter la formation du crochet du couvercle au niveau de la fermeture. Ce dernier conduit à devoir réduire la largeur du canal de l’aile dans les zones où il y a moins de matière, c’est-à-dire dans les quatre coins. Cela fait que les centres des rayons de la face extérieure du centre de la matrice et de la face intérieure du poinçon ne coïncident pas avec le centre des autres parties à l’intérieur de la matrice. De plus, dans ces deux parties, les coins sont configurés avec des rayons composés. Voir figure nº 4. Afin de déterminer les valeurs de ces rayons, il est nécessaire de les définir par un traçage géométrique, qui est ensuite corroboré de manière pratique.
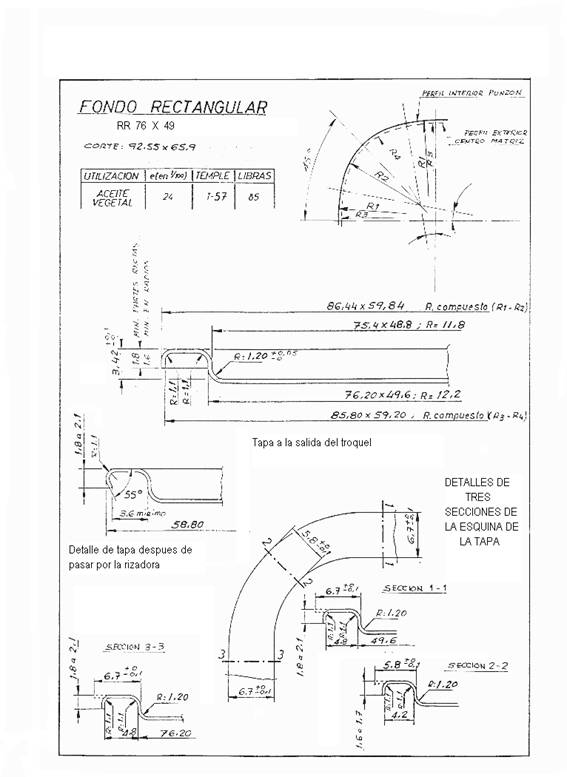
Figure n° 4 : Couverture rectangulaire avec largeur de bride réduite aux coins
. La figure n° 4 montre une couverture de format RR 76 x 49 avec un rayon de 12 mm. Les indications ci-dessus ont été prises en compte dans sa conception. On peut voir que dans la section 2-2, correspondant au coin du couvercle, la largeur du canal est de 4,2 mm, alors que dans les autres, elle est de 4,8, c’est-à-dire que la réduction de la matière est surtout supposée dans cette dimension.
Après le découpage, le bord est recourbé à 55º. Cette opération peut être réalisée :
– 1er : Sur les deux grands côtés. C’est la procédure classique et simple.
– 2. Tout autour du périmètre : Il nécessite un équipement plus complexe, mais c’est la meilleure solution pour la fermeture.
Nous évitons d’entrer dans les détails afin de ne pas nous écarter de notre thème. Il suffit de dire que l’un ou l’autre peut donner une bonne conclusion, bien que si possible il vaut mieux opter pour la deuxième option.
APPLICATION DE COMPOSITE SUR LE REBORD D’UN COUVERCLE RECTANGULAIRE
Les couvercles rectangulaires peuvent être gommés en utilisant deux techniques différentes :
– Par tampon. C’est la procédure traditionnelle et toujours la plus répandue.
– Par douche. Offre une meilleure qualité.
Dans les deux cas, si le couvercle a été enroulé uniquement sur les grands côtés, la quantité de composé utilisée est moindre sur ces deux côtés, puisque le canal d’accès pour l’application est plus étroit. Cela entraîne un manque d’uniformité dans le volume de caoutchouc appliqué le long du périmètre de l’aile.
Une autre condition souhaitable est que le composé soit appliqué aussi près que possible du bord extérieur de la bride, car cela garantit son emplacement dans la fermeture dans la zone de chevauchement du couvercle et des crochets du corps. C’est difficile à réaliser sur les côtés avec un curling initié, mais il est nécessaire de se rapprocher le plus possible de cet objectif.
Dans les coins, comme la largeur du canal de la bride est plus étroite que sur les côtés sans bouclage amorcé, le volume de caoutchouc déposé sera également réduit. Dans cette zone, l’empreinte composée diminuera du point de jonction avec les côtés non ondulés jusqu’aux côtés ondulés initiés.
La figure 5 montre la forme du tampon gommé pour un couvercle rectangulaire, avec les côtés les plus grands avec une boucle commencée. Les dimensions sont liées à la largeur du rebord du couvercle.
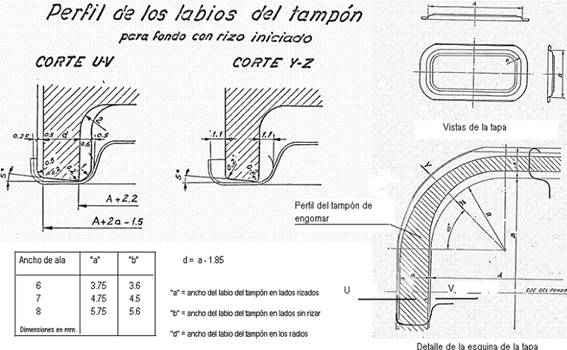
Figure n°5 : Dimensionnement d’un tampon de gommage
Pour obtenir une bonne étanchéité, il est très important que le caoutchouc :
– est situé à l’endroit prévu et ne contamine pas les autres zones de l’aile.
– que l’élastique pour s’insérer dans les interstices de la fermeture.
– est bien polymérisé et lié au métal
La quantité de composé à appliquer pour obtenir une bonne étanchéité dépend de la largeur du rebord du couvercle. Il est vérifié en pesant le couvercle avant et après le gommage. Pour calculer le poids théorique à appliquer, la donnée de base à connaître au préalable est le volume qu’une fois sec, il devrait occuper sur l’aile. Une fois que cela est défini, il suffit d’appliquer le poids spécifique du composé utilisé une fois sec et son pourcentage en solides – deux données à fournir par le fabricant – pour calculer le poids humide du composé à déposer sur l’aile.
Le tableau suivant définit le volume théorique approprié à déposer sur la bride, exprimé en mm3 par mètre linéaire de bride. Connaissant ces données et le périmètre du couvercle, par une simple proportion est déterminé le volume par couvercle et à partir de celui-ci pour développer le calcul du volume mouillé théorique
Largeur du rabat Volume en mm3/m linéaire. ( V )
6 mm 180
6.7 “ 200
7 “ 210
8 “ 250
Formules : p= V x L x d /1000 P = 100 x p/E
Où :
p = Poids théorique du composé sec par fonds exprimé en mgrs.
P = Poids théorique du composé liquide par fonds en mgrs.
d = gravité spécifique du composé
E = % de solides du composé
V = Volume du composé par mètre linéaire en mm3/m
L = Développement du périmètre de la couverture en mm.
LA FORME ET LE DIMENSIONNEMENT DE LA BRIDE DU CORPS
En général, l’influence des corps est moins importante que celle des bouchons pour obtenir une bonne étanchéité. En résumé, on peut dire qu’ils doivent :
– ont une rigidité et une fermeté suffisantes pour soutenir correctement l’opération de fermeture.
– être dimensionné de manière à ce que le couvercle s’adapte parfaitement à sa bouche.
– la bride de la bride a un rayon et une largeur appropriés.
Nous nous concentrerons uniquement sur le troisième point, car il est peut-être le plus important. La première est liée au choix du bon métal et la seconde est juste de prendre comme référence les dimensions du centre de la matrice de la matrice de couverture.
L’exécution de la bride sur un conteneur rectangulaire se fait généralement de trois manières différentes :
– En pliant – ou aussi appelé « presseur ». La bride est formée en repliant le bord du corps sur les mâchoires extérieures qui l’enserrent, poussées par les lames de l’expandeur d’ouverture. Voir figure 6.
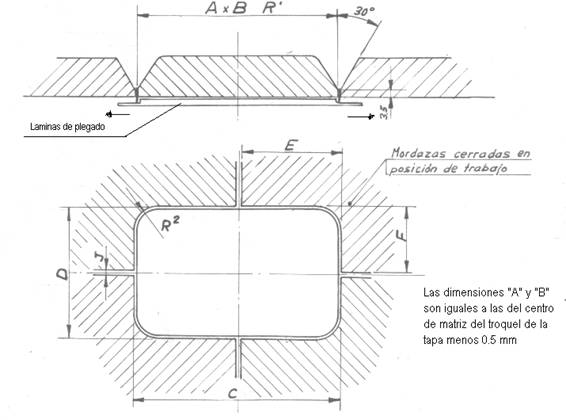
Figure n°6 : Etamage sous presse
– Par tampon. Dans ce cas, la languette est formée en pressant le corps contre une matrice de tabulation qui a sa forme. Ce type d’outillage comporte généralement des butées sur les parties droites et l’angle de la bride varie sur les rayons. Voir figure n° 7.
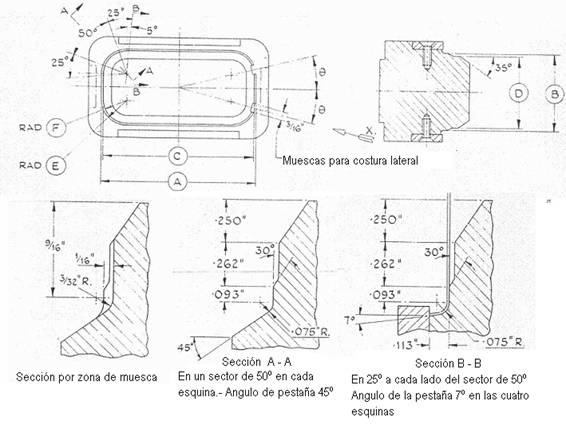
Figure nº 7 : Étamage tampon
– Au moyen d’un outillage mixte, qui combine la technique du pliage – expansion – par des feuilles sur les quatre côtés droits du conteneur et du rembourrage sur les quatre coins. L’onglet n’est donc pas uniforme dans votre profil. Dans les parties droites, le rayon est petit et la bride tend vers l’horizontale, tandis que dans les coins, le rayon est plus grand et la bride est plus petite et avec une certaine inclinaison. Il s’agit plus d’un problème d’apparence que de qualité. Si la bride est bien dimensionnée, ces variations de forme le long du périmètre ne se répercutent pas sur la fermeture. Des trois systèmes, c’est le meilleur.
La valeur de la bride est liée à la taille de l’aile. Dans les zones droites, sa valeur est légèrement plus élevée que dans les rayons. En règle générale, cette différence est de 0,15 mm. Cela est dû en partie à la conception de l’outillage et en partie à l’élasticité du matériau. De cette façon, il y a une meilleure corrélation entre l’aile sur les rayons et la bride dans la même zone. Les valeurs indicatives sont données ci-dessous.
Largeur de la bride du couvercle Bride de corps Bride de corps sur les rayons
6 2.55 2.40
6.7 2.85 2.70
7 3.00 2.85
8 3.70 3.50
La largeur de la bride sera évaluée extérieurement et résulte de la moyenne obtenue en mesurant en différents points, car il est difficile d’obtenir une bride uniforme sur tout le périmètre.
ROULEAUX DE BLOCAGE
La partie la plus critique de l’outillage de scellement est constituée par les rouleaux de scellement. Le bon choix du profil de la même, en particulier la première opération, dépend de l’obtention d’une bonne qualité dans celle-ci. Dans notre cas, les conteneurs rectangulaires ont des caractéristiques particulières comme nous l’avons vu dans les différentes sections. On peut les résumer par un manque d’uniformité dans le rebord du couvercle et dans la bride du corps.
Pour cette raison, les profils de rouleaux utilisés dans les conteneurs ronds, avec une valeur théorique de bride et de rebord égale au conteneur rectangulaire que l’on souhaite fermer (par exemple bride 7 mm et rebord 3), ne donnent généralement pas un résultat pleinement satisfaisant. Le problème se pose souvent au niveau des rayons, où des « pointes » apparaissent souvent à la base de la fermeture et des rides apparaissent sur le crochet de couverture.
Nous insistons à nouveau sur le fait que lorsque cela se produit, la meilleure chose à faire est de ne pas perdre de temps à essayer différents types de profils de rouleaux jusqu’à ce que vous trouviez celui qui fonctionne, cela ne donne pas toujours des résultats. Nous devons nous assurer que la bride et le rebord, en particulier sur les rayons, répondent aux exigences décrites ci-dessus et que les bouchons sont de bonne qualité, sinon nous perdrons du temps à nous « battre » avec la sertisseuse. Cependant, si nous commençons par les bons composants, il est temps d’étudier les rouleaux.
Première opération Rulina: Il est essentiel pour une bonne clôture. Définit la formation correcte du crochet.
L’expérience a montré que de bons résultats sont généralement obtenus en utilisant un profil qui remplit les conditions suivantes :
– Hauteur de la gorge: La hauteur qui correspondrait à une fermeture de récipient rond avec un rebord plus petit que celui du récipient rectangulaire en question. Par exemple, si le couvercle rectangulaire a une hauteur de bride de 6,7, il faut utiliser un rouleau de 6 mm de hauteur de bride.
– Profondeur de la gorge : Dans ce cas, la profondeur de la gorge devrait être augmentée de 015 mm, ce qui correspondrait à une fermeture de récipient rond avec un rebord plus petit. En continuant avec l’exemple précédent, nous prendrions la profondeur de la gorge pour une aile de 6 mm et ajouterions 0,15 mm de profondeur supplémentaire.
En bref, il s’agirait de choisir un rouleau adapté à la fermeture d’un conteneur rond dont la bride est inférieure d’un pas à celle du conteneur rectangulaire que nous voulons fermer, en approfondissant sa gorge de 0,15 mm.
Ces valeurs ont été établies de manière pratique, mais il y a une logique à cela. Compte tenu de la réduction des dimensions des rayons des éléments de fermeture, l’objectif est de trouver un profil de gorge intermédiaire aux valeurs qui, séparément, correspondraient aux parties droites et aux rayons du récipient. La figure 8 montre un profil qui fonctionne bien pour des conteneurs rectangulaires avec un rebord nominal d’environ 7 mm.
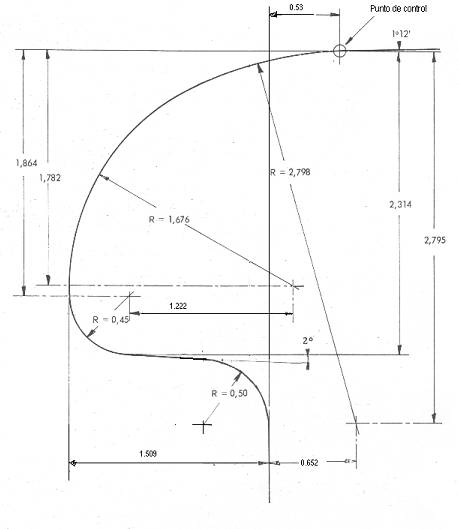
Figure nº 8 : Profil du rouleau 1ère opération
Deuxième opération Rulina: pas aussi importante que la précédente. L’équivalent d’une fermeture de récipient rond des mêmes paramètres peut être utilisé, bien qu’il y ait aussi ceux avec de légers ajustements pour améliorer ses performances. La figure n° 9 présente un exemple qui donne de bons résultats ; elle est également conçue pour une aile de 7 mm.
Figure n°9 : Profil du rouleau de 2ème opération
D’autres éléments doivent être pris en compte, comme le mandrin et le mandrin de compression. Ainsi que ses réglages : jauge de hauteur, ressort de compression, etc… Mais cela fait déjà partie de ce qu’est la technique de fermeture, qui n’est pas l’objet de ce travail.
LES MESURES DE FERMETURE
Les étapes à suivre pour obtenir une bonne fermeture dans un récipient rectangulaire sont les étapes génériques de cette opération et nous avons déjà renvoyé le lecteur à certains ouvrages qui s’y rapportent, nous ne nous étendrons donc pas sur ce sujet.
À titre indicatif, nous indiquons les valeurs standard pour une fermeture sur un récipient rectangulaire avec un rebord de 3 mm et un rebord de couvercle de 7 mm, ce qui est généralement le cas le plus général. La figure 10 les montre.
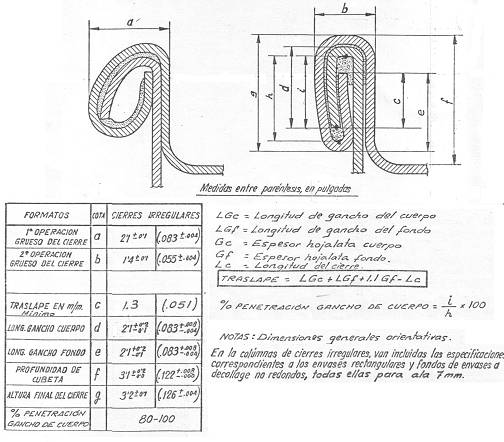
Figure n°10 : Mesures d’une fermeture rectangulaire
Toutefois, il convient de noter les remarques suivantes :
– Les fixations d’angle présentent de légères différences dimensionnelles par rapport aux pièces droites.
– L’épaisseur du sceau est augmentée de 0,1 mm dans les coins.
– Si l’on augmente la pression pour essayer d’égaliser l’épaisseur autour du périmètre, cela créera un excès de hauteur de fermeture dans les coins.
– Pour garantir des résultats de scellage uniformes, le corps doit toujours être placé sur le plateau dans la même position par rapport à la soudure latérale du plateau.
– Dans les machines à sertir qui utilisent plusieurs rouleaux pour chaque opération, il est essentiel que leurs profils soient identiques et que leurs réglages soient les mêmes.
 conteneurs de stockage en métal
Prix des boîtes rectangulaires
conteneurs de stockage en métal
Prix des boîtes rectangulaires
 TESTEUR D’ÉTANCHÉITÉ MANUEL POUR LES CONTENEURS MÉTALLIQUES
TESTEUR D’ÉTANCHÉITÉ MANUEL POUR LES CONTENEURS MÉTALLIQUES
 LES TYPES D’ATTACHES EN FONCTION DE L’ÉPAISSEUR DU MÉTAL
LES TYPES D’ATTACHES EN FONCTION DE L’ÉPAISSEUR DU MÉTAL
 LES DIMENSIONS DES CONTENEURS RECTANGULAIRES
LES DIMENSIONS DES CONTENEURS RECTANGULAIRES
 ÉLÉMENTS DU DOUBLE SCEAU
ÉLÉMENTS DU DOUBLE SCEAU
 MESURES DE LA DOUBLE SERRURE
MESURES DE LA DOUBLE SERRURE
 CONTRÔLE DES FERMETURES DE CONTENEURS MÉTALLIQUES
CONTRÔLE DES FERMETURES DE CONTENEURS MÉTALLIQUES
 LES MACHINES À SERTIR LES BOÎTES OU LES CONTENEURS MÉTALLIQUES
LES MACHINES À SERTIR LES BOÎTES OU LES CONTENEURS MÉTALLIQUES
 L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT




0 commentaires