
RÉSUMÉ
L’opération de fermeture est essentielle pour l’industrie de la métallurgie et de l’emballage. Nous développons ici les exigences nécessaires pour obtenir un bon sceau, avec des composants interchangeables, en analysant ce que sont ces derniers et comment ils doivent être conditionnés.
INTRODUCTION ET EXIGENCES
INTRODUCTION :
Il existe une tâche commune pour l’industrie métallurgique et les emballeurs. C’est la réalisation de la fermeture ou de l’union du corps du récipient avec son couvercle et son fond correspondants. Pour garantir que ce travail soit effectué dans des conditions appropriées et maintienne des niveaux de qualité uniformes et sûrs, une série de recommandations et de normes sont de plus en plus appliquées, d’abord au niveau national dans chaque pays, mais qui ont été progressivement internationalisées par le biais d’organismes de réglementation. Dans cet article, nous résumons les principales conclusions de ces recommandations.
Ce travail contient les spécifications recommandées à appliquer dans l’achat d’emballages et de fonds destinés aux produits transformés et aux denrées alimentaires. Les données présentées ici sont acceptées par les principales industries métallographiques du monde entier.
L’application de ces spécifications permet de définir un accord d’interchangeabilité, pour tout ce qui concerne le double scellage des conteneurs fournis par les fabricants. Bien que les dimensions et les tolérances détaillées ici soient tout à fait réalistes, leur utilisation sans discernement ne garantit pas des résultats identiques, en appliquant un ajustement commun. Il existe certaines mesures pour lesquelles il est difficile de parvenir à une unanimité de critères, comme le rayon du plateau inférieur, ou le diamètre minimum de l’intérieur de la boucle de celui-ci, où différentes valeurs peuvent être présentées, ce qui donne lieu à des ajustements spécifiques.
EXIGENCES :
Les conteneurs et les fonds doivent être fabriqués, emballés et transportés de la manière la plus appropriée pour le remplissage, le conditionnement et la distribution du produit alimentaire auquel ils sont destinés.
Les conteneurs, les fonds en vrac et l’outillage de fermeture des sertisseuses doivent être dimensionnés de manière à assurer l’interchangeabilité des composants de chaque fabricant, le long des équipements de remplissage, de fermeture, de transport et d’emballage, sous réserve des limitations suivantes :
1- Pour un modèle de sertisseuse donné, tous les diamètres et fonds de récipients, quels qu’ils soient, ne peuvent pas être fermés à l’aide des mandrins et rouleaux de sertissage courants.
2- En raison des variations de dimensions des composants et des réglages des machines, même dans le cadre des normes recommandées, il n’est pas possible de garantir qu’il ne sera pas nécessaire d’effectuer des réglages entre différentes fournitures, même du même fournisseur. Toutefois, on considère que le respect de ces normes permettrait de réduire au minimum la nécessité d’ajustements.
3- Le fournisseur de la sertisseuse fournira les réglages recommandés de la machine et son installation, pour toute combinaison de récipients et de fonds. Il est conseillé de s’appuyer ultérieurement, en cas de problème, sur la procédure de réglage pour s’assurer que le réglage de la machine est correct.
LES OBJECTIFS ET TOLÉRANCES DIMENSIONNELLES
À l’époque, les accords suivants ont été adoptés par les fabricants pour les normes énumérées dans le présent document :
– 1 :« Cibles » avec leur tolérance plus ou moins grande. La dimension « cible » à atteindre est la valeur considérée comme idéale pour chaque paramètre. Cette valeur « cible » est définie par les données nominales. 99,7 % des récipients ou fonds d’un lot (voir note), doivent se trouver dans les tolérances indiquées. La moyenne de toutes les mesures de cette catégorie doit être égale ou proche de la valeur « cible » indiquée. Dans le cas de la hauteur des conteneurs vides, où la tolérance définie est de plus ou moins 0,50 mm, la moyenne de toutes les mesures devrait se situer à plus ou moins 0,13 mm de la mesure cible.
– 2 : Champ défini (et non « cible »). 99,7 % des récipients ou fonds d’un lot (voir note), doivent se trouver dans le champ établi. Ce champ est délimité par les tolérances.
– 3 : Valeur minimale. 99,7 % du produit dans un lot (voir note), doit être égal ou supérieur à la valeur minimale établie.
– 4 : Champ de réussite/échec. 99,7% du produit dans un lot (voir note), doit être dans les dimensions « passe/échec » indiquées.
– Les dimensions indiquées sans tolérances sont des dimensions d’outillage pour référence seulement.
Note : Un lot est défini comme une fourniture ou un envoi comprenant au moins 50 000 colis ou 200 000 sacs.
MANDRINS POUR MACHINES À SERTIR LES BOÎTES DE CONSERVE OU LES RÉCIPIENTS MÉTALLIQUES
L’élément de base des machines à coudre est le mandrin, ainsi que les rouleaux à coudre. Ce disque est ajusté à l’intérieur du plateau inférieur de manière très précise, et sert de support, sur lequel le matériau est fermé par enroulement – ou couture – sous l’action des rouleaux.
Les dimensions du mandrin sont étroitement liées à celles des fonds. Par conséquent, afin de garantir qu’un même mandrin puisse être utilisé pour des livraisons successives de la même chose, même si elles proviennent de fournisseurs différents, il faut garantir l’interchangeabilité entre elles, comme nous l’avons déjà souligné.
Le mandrin se compose de deux parties différentes, la partie supérieure où il est fixé à la sertisseuse, dont le dimensionnement est défini par le fabricant de l’équipement, et la partie inférieure ou active liée aux mesures des fonds à utiliser dans l’opération de sertissage. La figure 1 montre le profil de la zone inférieure ou de la lèvre du mandrin, en fonction des récipients à fermer.
Figure n°1 : Profil de la lèvre du mandrin
Les mesures appropriées de ce profil, en fonction des fonds à utiliser, sont indiquées dans le tableau ci-joint. En fait, une série de dimensions ont été unifiées, quel que soit le diamètre du fond à fermer. L’angle d’inclinaison de la lèvre « D », le rayon de la lèvre « C » et le point de référence « E » sur lequel la mesure du diamètre doit être effectuée sont communs. Par conséquent, les deux seules dimensions variables sont : La hauteur de la lèvre « A » et son diamètre « B » au point de référence.
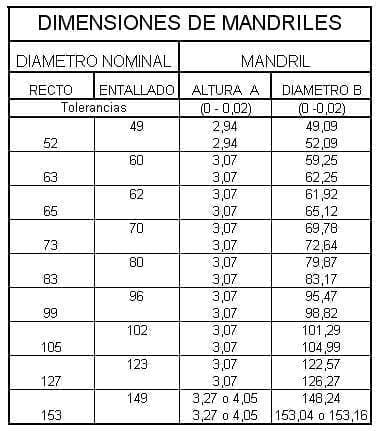
Dimensions communes à tous les diamètres de mandrin :
Hauteur du point de référence E = 1,05 mm
Rayon du mandrin C = 1 mm +0,00 / -0,05
L’angle des lèvres D = 4º +/- 10`.
Dans ce tableau, les diamètres nominaux des récipients droits les plus courants sont différenciés dans des colonnes distinctes de ceux des fonds réduits – ou crantés -, car actuellement les récipients droits et ceux avec un fond cranté coexistent sur le marché.
La hauteur « A » de la lèvre du mandrin reste constante pour de nombreux diamètres, à l’exception des petits et des grands. Dans ce dernier cas – diamètre 153 – il existe toujours deux hauteurs différentes sur le marché, ce qui donne deux valeurs différentes du diamètre « B ».
LES DIMENSIONS DES FONDS
Comme nous l’avons déjà dit, afin de permettre une unification de l’outillage de fermeture pour un même format, et d’obtenir une fermeture de qualité, quel que soit le fournisseur du contenant, il est nécessaire de maintenir les mêmes mesures dans toutes les dimensions qui affectent la fabrication de la fermeture. À cette fin, un travail a été effectué pendant de nombreuses années entre les fabricants, les associations professionnelles, les organisations, etc. et aujourd’hui, un bon degré de normalisation a été atteint.
Dans le dessin n° 2, les mesures pour les fonds ronds des conteneurs de conserves, de type conventionnel, sont délimitées, à l’exclusion des couvercles à anneau facile à ouvrir. Dans le respect de ces mesures, il est possible d’utiliser les mandrins ci-dessus avec de bons résultats.
Figure n°2 : Mesures de base d’un fonds liées à la fermeture
Il convient de préciser que les fermetures sont classées en sept types différents, en fonction des dimensions de leurs différents composants (corps et crochets de fond, hauteur de la fermeture, chevauchement,…). Le plus petit d’entre eux est l’ OIII et le plus grand est l’ IV . Le premier (OIII) serait une mini-fermeture pour les très petits récipients avec peu de responsabilité et le dernier (IV) pour les cuivres de grande taille. Les types les plus couramment utilisés sont OI, I et II, qui couvrent des tailles de conteneurs normales. Il arrive que le même format se retrouve sur le marché avec l’un ou l’autre type de fermeture. Par exemple, diamètre 73 dans les types OI et I.
Gardez à l’esprit que lorsque vous changez le type de fermeture, les dimensions des fonds qui y sont liés ainsi que l’onglet de corps sont modifiés. Par conséquent, chaque utilisateur doit être très clair sur le type de fermeture qu’il souhaite utiliser et y associer les fournitures du conteneur.
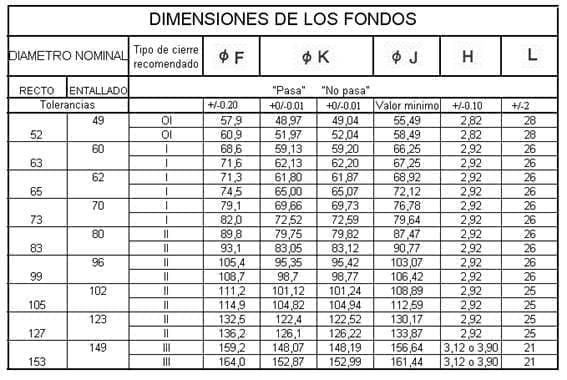
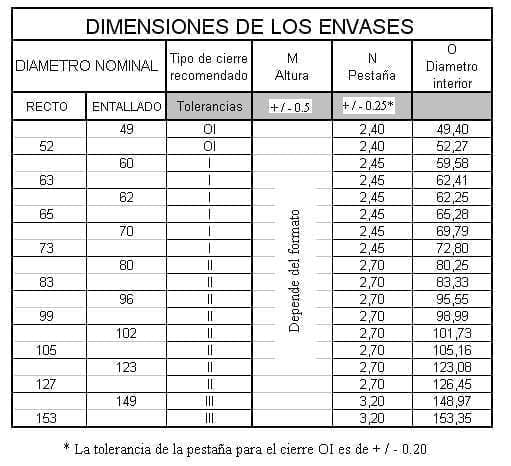
Le tableau suivant montre les mesures des fonds conventionnels, liées à leur fermeture, normalisées pour obtenir l’interchangeabilité des composants. Afin de ne pas rendre le tableau trop complexe, seules les mesures pour le type de fixation le plus courant dans chaque cas ont été indiquées, ce qui figure dans la colonne « Type de fixation recommandé ».
Comme pour les mandrins, nous avons fait la distinction entre les diamètres de contenants droits et les valeurs pour les extrémités crantées. Par conséquent, la colonne « crantée » ne reflète pas les dimensions des conteneurs mais celles des fonds réduits.
Le diamètre « F », qui est le diamètre extérieur, définit la quantité de matériau disponible pour fabriquer le crochet de fond dans la sertisseuse, et influence le dimensionnement de nombreuses parties de la sertisseuse (alimentateur de fond, étoiles, etc.). C’est une mesure de base du couvercle. Il existe une série de formules qui relient les différentes dimensions des éléments de fermeture, c’est-à-dire les dimensions du mandrin avec celles du capuchon ou de la bride. Par exemple, le diamètre « F » est lié au diamètre du mandrin « B » par les expressions suivantes :
Pour le type de fermeture OI : F = B + 8,76
Pour la fermeture de type I : F = B + 9,36
Pour le type de clôture II : F = B + 9,88
Pour le type de clôture III : F = B + 10,92
Dans le cas du diamètre« K », qui est le diamètre de réglage du mandrin, et donc le diamètre fondamental pour le sceau, les valeurs maximale et minimale ont été exprimées, qui correspondent à la « réussite », à la « défaillance » des jauges de contrôle de la qualité de cette mesure. Les tolérances indiquées dans les colonnes « réussite » et « échec » sont les tolérances de construction des jauges correspondantes. La formule reliant cette mesure au diamètre du mandrin au point de référence est la suivante :
Diamètre du fond jusqu’à 99 : « Pass » K = B – 0,12 / « Fail » K = B – 0,05
Diamètre des fonds supérieur à 99 : « Pass » K = B – 0,17 / « No pass » K = B – 0,05
La dimension « J », le diamètre de l’intérieur de la boucle, est d’une importance relative, et son but est d’empêcher toute interférence avec la bride du corps. C’est pourquoi seule sa valeur minimale est prise en compte. La formule pour déterminer la valeur de « J » en fonction du diamètre « B » du mandrin varie selon le type de joint choisi, et est la suivante :
Pour le type de fermeture OI : J = B + 6,40
Pour la fermeture de type I : J = B + 7.00
Pour la clôture de type II : J = B + 7,60
Pour le type de clôture III : J = B + 8,40
En effet, plus le type de fermeture augmente, plus le rebord augmente et donc plus il faut laisser d’espace pour son emplacement à l’intérieur du rebord du couvercle.
La hauteur ou la profondeur« H » de la cellule doit être mesurée en trois points équidistants du fond et la moyenne des trois relevés doit être trouvée. Cette moyenne est également une dimension de base et est liée à la hauteur du mandrin dans les termes suivants :
Diamètres inférieurs 49 et 52 : A = H + 0,12
Diamètres restants : A = H + 0,15
La dimension « L », la hauteur de la pile, n’est pas donnée en millimètres, mais en nombre de fonds qui entrent dans 2″ (50,8 mm) et est mesurée avec une jauge. Dans un autre article, complémentaire à celui-ci, nous détaillerons la conception, le dimensionnement et l’utilisation des jauges nécessaires au contrôle de ces dimensions, ainsi que d’autres que nous commenterons plus loin, bien que déjà en cours de réalisation :
– Le contrôle dimensionnel des fonds peut être considéré dans une large mesure comme cette question
Dans les fonds, il y a aussi deux mesures qui restent constantes dans tous les diamètres, ce sont
Hauteur du point de référence « E » = 1,05 mm
Rayon intérieur de l’auge « G » = 0,95 mm + 0,05 / – 0,00
La position ou la hauteur du point de référence « E » est la même sur le fond que sur votre mandrin.
Le rayon intérieur de l’auge « G » est égal au centre du poinçon, et sa valeur est inférieure de 0,05 mm à celle du mandrin de verrouillage « C », mais avec une tolérance modifiée.
LES DIMENSIONS DES CONTENEURS
Peu de mesures du paquet sont liées à la fermeture, en fait seulement trois :
Hauteur : elle doit être uniforme dans tout le lot, afin d’obtenir une contrainte de compression analogue dans tous les récipients pendant le processus de fermeture.
– Onglet : Sa dimension définit les mesures du crochet du corps, c’est donc une valeur très importante à contrôler.
– Diamètre intérieur: dans sa zone extrême, celle correspondant à la bride, il précise l’ajustement entre le fond à fermer et le récipient.
Il est donc nécessaire de normaliser leurs valeurs afin d’obtenir une interchangeabilité des composants. Le dessin n° 3 montre les trois dimensions mentionnées ci-dessus pour un conteneur en trois parties.
Figure n°3 : Dimensions d’un récipient avec impact sur la fermeture
Dans le tableau suivant, nous indiquons les valeurs de ces mesures, mais nous devons d’abord faire les commentaires suivants :
1º – Il existe sur le marché une telle diversité de hauteurs de conteneurs qu’il n’est pas possible de les énumérer, nous indiquons seulement la tolérance qui leur est applicable. La hauteur doit être mesurée avec un équipement approprié – voir les jauges de contrôle – et dans une zone éloignée de la couture latérale.
2º.- La largeur de la bride varie selon le type de fixation, sa valeur est donc liée à celle-ci. Elle doit être mesurée à partir du point de référence, situé à 2,5 mm du bord. Il sera pris comme valeur la moyenne de deux mesures à 180º, à au moins 10 mm de la couture latérale.
3º – Le diamètre intérieur du récipient n’est pas une mesure critique par rapport à la fermeture, mais il l’est par rapport à la capacité du récipient. Par conséquent, dans ce travail, axé sur le premier facteur, nous indiquerons la valeur du diamètre comme référence, mais sans tenir compte des tolérances. Comme critère général, le bas doit être légèrement en contact avec le corps. Un test facile est qu’une fois le fond posé sur le corps et légèrement pressé, si l’ensemble est retourné, le fond ne doit pas tomber.
Dans le cas des emballages de saucisses, les critères à respecter sont les mêmes que pour les boîtes en trois parties.
FERMETURE
Une « fermeture » ou « double fermeture » est définie comme le joint résultant de l’emboîtement de l’extrémité du corps d’un récipient avec son fond ou son couvercle. Cette connexion est réalisée par un procédé de sertissage ou de double sertissage, c’est-à-dire avec une double paroi de sécurité. Il doit être parfaitement étanche.
Cette section recommande les normes de fonctionnement pour les doubles scellés, pour différents diamètres et fonds de conteneurs, ainsi que des détails sur les paramètres et les points auxquels ils doivent être mesurés.
Ces paramètres sont divisés en deux catégories :
Critique: Il s’agit de certaines mesures du double sceau dont les valeurs doivent être respectées pour garantir l’adéquation du double sceau.
Autres : ce sont les paramètres qui servent à atteindre les paramètres critiques, mais qui permettent une certaine souplesse dans leur mesure sans nuire à la qualité de la fermeture.
Lors de l’achat d’une nouvelle sertisseuse, l’acheteur doit déterminer auprès du fournisseur la norme de sertissage qu’il souhaite appliquer dans le nouvel équipement.
Il peut y avoir des divergences d’opinion quant à la définition des mesures ou des valeurs importantes à contrôler dans un double verrouillage, y compris les termes « critique » et « autre ». Nous préférons celles qui sont indiquées sous forme de dimensions dans le dessin nº 4.
Figure n°4 : Mesures d’une attache
Les valeurs des paramètres de scellage doivent être obtenues, dans le cas des emballages de type trois pièces, comme la moyenne de deux mesures aux positions 2 heures et 10 heures, en prenant 12 heures comme position de la soudure latérale. Pour les conteneurs remplis, les deux mesures doivent être prises à 180º.
En plus des mesures limitées, il existe deux valeurs à déterminer par calcul, toutes deux considérées comme critiques, qui sont
A.-Rapport d’épaisseur de verrouillage : également appelé « Lock Tightness ». Il mesure la compacité du joint, en comparant l’épaisseur théorique avec l’épaisseur réelle, en tenant compte de la contribution de l’épaisseur composite. Pour cela, l’épaisseur du joint a été mesurée au point le plus défavorable de son périmètre. Trois critères complémentaires peuvent être utilisés pour calculer le ratio :
a.- Appliquer la formule suivante :
(3ef + 2ec) / épaisseur réelle > 0,8
Où « ef » est l’épaisseur du fond, et « ec » est l’épaisseur de la paroi du corps.
Cette formule peut être énoncée comme suit : « L’épaisseur des cinq parois de la fermeture, divisée par l’épaisseur réelle, doit être supérieure au quotient 0,7 ».
b.- Appliquer cette autre formule :
Épaisseur réelle = ( 3 ef + 2ec + 0,15 ) +/- 0,05
0,15 millimètre est la valeur de l' »espace libre », qui doit être rempli par le joint en caoutchouc.
c.- Evaluation des rides du crochet inférieur.
Dans la génération de la fermeture, il y a toujours des plis dans les crochets, en particulier dans le crochet du bas, qui est celui qui repousse le plus de matière vers l’intérieur. La hauteur – aussi appelée longueur – du crochet inférieur qui est exempt de plis est un indicateur de l’étanchéité du sceau. Ce degré d’étanchéité est indiqué comme la longueur de l’hameçon inférieur sans plis, exprimée en pourcentage de la longueur totale de l’hameçon inférieur. Cet indicateur ne peut pas être mesuré, il doit être estimé visuellement, et comme il s’agit d’une évaluation subjective, une certaine expérience est nécessaire pour l’évaluer correctement. Lorsqu’il n’y a pas de rides sur le crochet, la tension est de 100% et lorsque la ride occupe toute la hauteur du crochet, elle est de 0%. Sa valeur minimale doit être de 75 %, toujours par rapport au point le plus défavorable du crochet inférieur, en accordant une attention particulière aux deux côtés de la zone du joint de soudure latérale.
Chacune des trois procédures est valable, bien que la plus traditionnelle et la plus utilisée soit l’évaluation par les rides à l’intérieur du crochet du bas. Dans les deux premiers cas, les mesures sont faites en millimètres.
B.- Pénétration ducrochet du corps. Déterminer le rapport entre la longueur du crochet du corps « b » et la longueur de l’intérieur de la fermeture « c » , selon l’expression
Pénétration = b / c > 0,7
Le tableau suivant résume les valeurs recommandées de ces paramètres, divisés en « critiques » et« autres », pour les types de fermeture mentionnés dans ce travail
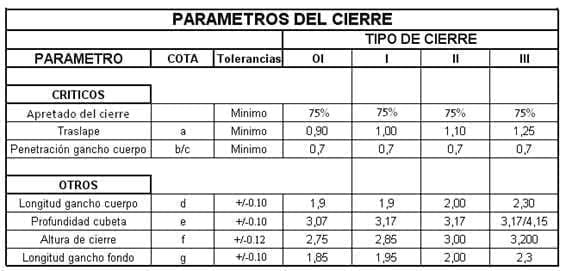
Pour le contrôle de ces mesures, il est nécessaire d’utiliser une série de jauges spécifiques, qui feront l’objet d’un autre article complémentaire à celui-ci.
Le matériel suivant a été pris en compte pour la réalisation de ce travail :
– Normes « SEFEL » (Secrétariat européen des fabricants d’emballages métalliques légers)
– Recommended Industry Specifications for Open Top Processed Food Cans » (Spécifications industrielles recommandées pour les boîtes de conserve à couvercle ouvert) développées par la MPMA (Metal Packaging Manufacturers Association).
 THYSSENKRUPP RASSELSTEIN INTENSIFIE LE DÉVELOPPEMENT EFFICACE DES EMBALLAGES EN FER BLANC AVEC L’APPLICATION DE LA MÉTHODE DES ÉLÉMENTS FINIS
THYSSENKRUPP RASSELSTEIN INTENSIFIE LE DÉVELOPPEMENT EFFICACE DES EMBALLAGES EN FER BLANC AVEC L’APPLICATION DE LA MÉTHODE DES ÉLÉMENTS FINIS
 Nouvelle fermeture refermable innovante pour les boîtes de boisson
Nouvelle fermeture refermable innovante pour les boîtes de boisson
 Équipement de mesure à double sceau
Équipement de mesure à double sceau
 ROULEAUX 1ÈRE OPÉRATION DE FERMETURE
ROULEAUX 1ÈRE OPÉRATION DE FERMETURE
 DOUBLE SCELLAGE DES CONTENEURS RECTANGULAIRES
DOUBLE SCELLAGE DES CONTENEURS RECTANGULAIRES
 MESURES DE LA DOUBLE SERRURE
MESURES DE LA DOUBLE SERRURE
 LES TÂCHES DE CONTRÔLE DE LA QUALITÉ SUR UNE LIGNE À TROIS ÉLÉMENTS
LES TÂCHES DE CONTRÔLE DE LA QUALITÉ SUR UNE LIGNE À TROIS ÉLÉMENTS
 L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT




0 commentaires