
ملخص
تعتبر عملية الإغلاق مفتاحًا لصناعة المعادن والتعبئة والتغليف. نقوم هنا بتطوير المتطلبات اللازمة للحصول على ختم جيد ، بمكونات قابلة للتبديل ، وتحليل ماهية هذه وكيف يجب تكييفها.
المقدمة والمتطلبات
المقدمة:
هناك مهمة مشتركة بين صناعة المعادن والتعبئة. هو استكمال إغلاق أو توحيد جسم الحاوية مع غطاءها وقاعها المقابل. لضمان تنفيذ هذا العمل في ظل ظروف مناسبة ، والحفاظ على مستويات جودة موحدة وآمنة ، يتم تطبيق سلسلة من التوصيات والمعايير بشكل متزايد ، في البداية على المستوى الوطني في كل بلد ، ولكن تم تدويلها تدريجياً. من خلال الهيئات التنظيمية . في هذه المقالة نلخص الاستنتاجات الرئيسية لهذه التوصيات.
يحتوي هذا العمل على المواصفات الموصى بها ليتم تطبيقها في شراء الحاويات والأموال المخصصة للمنتجات والأغذية المصنعة. البيانات الواردة هنا مقبولة من قبل الصناعات المعدنية الرئيسية في جميع أنحاء العالم.
يتيح تطبيق هذه المواصفات تحديد اتفاقية التبادل ، في كل ما يتعلق بالإغلاق المزدوج للحاويات الموردة من قبل الشركات المصنعة. على الرغم من أن الأبعاد والتفاوتات المفصلة هنا واقعية تمامًا ، إلا أن الاستخدام العشوائي لها لا يضمن نتائج متطابقة ، مع تطبيق تعديل مشترك. هناك بعض التدابير التي يصعب فيها الوصول إلى إجماع المعايير ، مثل نصف قطر الحاوية السفلية ، أو الحد الأدنى للقطر الداخلي للحليقة نفسها ، حيث يمكن تقديم قيم مختلفة ، مما يعطي ترتفع إلى تعديلات محددة.
المتطلبات:
يجب تصنيع العبوات والقيعان وتعبئتها ونقلها بالطريقة الأنسب لتعبئة وتغليف وتوزيع المنتج الغذائي المخصص لها.
يجب تحديد أبعاد الحاويات والقيعان السائبة وأدوات الإغلاق لآلات الإغلاق لضمان قابلية تبديل مكونات كل مصنع ، على طول معدات التعبئة والإغلاق والناقلات والتعبئة ، مع مراعاة القيود التالية:
1- بالنسبة لطراز معين من الخياطه ، لا يمكن إغلاق جميع أقطار الحاويات والقيعان من أي نوع باستخدام شياق الإغلاق المشترك واللفائف.
2- بسبب الاختلافات في أبعاد كلا المكونين ، وفي إعدادات الجهاز ، حتى ضمن المعايير الموصى بها ، لا يمكن ضمان عدم ضرورة إجراء تعديلات بين المستلزمات المختلفة ، حتى في حالة نفس المزود. ومع ذلك ، يُعتقد أن الالتزام بهذه المعايير سيضمن تقليل الحاجة إلى التعديلات.
3- يقوم مورد ماكينة الإغلاق بتسهيل التعديلات الموصى بها للماكينة وإعدادها لأي مجموعة من الحاويات والصناديق. يُنصح لاحقًا ، عند ظهور مشاكل ، باستخدام إجراء الإعداد كأساس لضمان صحة إعداد الجهاز.
الأهداف والتسامح البعدي
في يومها ، تم اعتماد الاتفاقيات التالية من قبل الشركات المصنعة للمعايير المدرجة في هذا العمل:
– واحد: “ الأهداف “مع تسامحهم بشكل أو بآخر. البعد “الهدف” المراد تحقيقه هو القيمة التي تعتبر مثالية لكل معلمة. يتم تحديد هذه القيمة “الهدف” من خلال البيانات الاسمية. يجب أن تكون نسبة 99.7٪ من الحاويات أو الصناديق في أي دفعة (انظر الملاحظة) ضمن التفاوتات المسموح بها المحددة. يجب أن يكون متوسط جميع القياسات في هذه الفئة عند أو قريبًا من قيمة “الهدف” المحددة. في حالة ارتفاع الحاوية الفارغة ، حيث يكون التفاوت المحدد زائد أو ناقص 0.50 مم ، من المتوقع أن يكون المتوسط لجميع القياسات بين زائد أو ناقص 0.13 مم من القياس المستهدف.
– 2: المجال الراسخ (غير موضوعي “). يجب أن تكون 99.7٪ من الحاويات أو الصناديق في أي دفعة (انظر الملاحظة) ضمن الحقل المحدد. هذا المجال محدد بواسطة التفاوتات.
– 3: الحد الأدنى للقيمة. يجب أن يكون 99.7٪ من المنتج في أي دفعة (انظر الملاحظة) عند أو أعلى من الحد الأدنى للقيمة المحددة.
– 4: حقل “النجاح / الفشل”. يجب أن يكون 99.7٪ من المنتج في أي دفعة (انظر الملاحظة) ضمن أبعاد “النجاح / الفشل” المحددة.
– الأبعاد المشار إليها بدون تفاوتات ، هي قياسات الأدوات المدرجة كمرجع فقط.
ملحوظة: يتم تعريف الدفعة على أنها توريد أو شحنة لا تقل عن 50000 حاوية أو 200000 صندوق.
صراخ ل ماكينات ختم العلب أو الحاويات المعدنية
الجزء الأساسي من آلات اللحام هو لوحة الظرف ، جنبًا إلى جنب مع بكرات الإغلاق. يتم ضبط هذا القرص على الجزء الداخلي من الدرج السفلي بدقة شديدة ، ويعمل كدعم يتم إغلاق المادة عليه بالدحرجة – أو الإغلاق – تحت تأثير البكرات.
أبعاد المغزل ترتبط ارتباطًا وثيقًا بأبعاد القيعان. ومن ثم ، لضمان إمكانية استخدام نفس المغزل لتوريدات متتالية لنفسه ، حتى لو كانت من موردين مختلفين ، يجب ضمان قابلية التبادل بينهم كما أشرنا بالفعل.
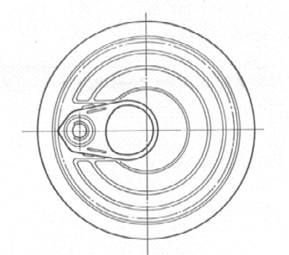
يتكون المغزل من جزأين متمايزين ، المنطقة العلوية التي يتم من خلالها توصيله بآلة الإغلاق ، والتي يتم تحديد أبعادها من قبل الشركة المصنعة للمعدات ، والجزء السفلي أو النشط المرتبط بقياسات الأموال التي سيتم استخدامها في عملية الإغلاق. يوضح الشكل 1 ملف تعريف المنطقة السفلية أو شفة المغزل ، ووظيفة الحاويات المراد إغلاقها.
الشكل رقم 1: شكل شفة تشاك
المقاييس المناسبة لهذا الملف اعتمادا على الأموال التي سيتم استخدامها ، واردة في الجدول المرفق. تم بالفعل توحيد سلسلة من الأبعاد ، بغض النظر عن قطر القاع المراد إغلاقه. هذه هي الطريقة الشائعة: زاوية ميل الشفة “D” ، ونصف قطر الشفة “C” والنقطة المرجعية “E” التي يجب قياس قطرها عليها. لذلك فإن البعدين المتغيرين هما: ارتفاع الشفة “أ” وقطرها “ب” عند النقطة المرجعية.
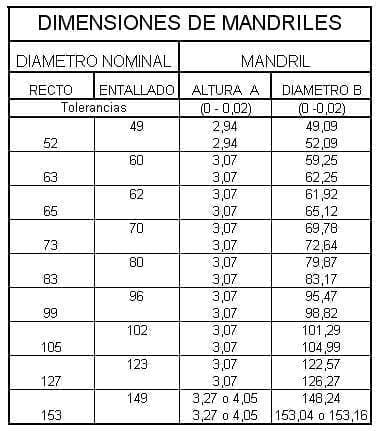
القياسات المشتركة لجميع أقطار المغزل:
ارتفاع النقطة المرجعية E = 1.05 مم
نصف قطر تشاك C = 1mm +0.00 / -0.05
زاوية الشفة D = 4º +/- 10`
في هذا الجدول ، يتم التمييز بين الأقطار الاسمية للحاويات المستقيمة الأكثر شيوعًا في أعمدة منفصلة ، من النهايات المنخفضة – أو المسننة – ، حيث تتعايش الحاويات المستقيمة حاليًا مع تلك ذات النهايات المسننة في السوق.
يظل الارتفاع “A” لشفة الظرف ثابتًا في أقطار عديدة ، باستثناء الأقطار الصغيرة والكبيرة. في الحالة الأخيرة – القطر 153 – لا يزال هناك ارتفاعان مختلفان في السوق ، مما يؤثر على قيمتين مختلفتين للقطر “B”.
أبعاد الصناديق
كما قلنا سابقًا ، للسماح بتوحيد أدوات الإغلاق لنفس التنسيق ، والحصول على إغلاق الجودة ، بغض النظر عن هوية مورد العبوة ، من الضروري الحفاظ على المساواة في التدابير في جميع تلك الأبعاد التي تؤثر على تحقيق الختام. لهذا ، تم العمل لسنوات عديدة بين الشركات المصنعة ، والجمعيات التجارية ، والمنظمات ، وما إلى ذلك ، واليوم تم تحقيق درجة جيدة من التوحيد القياسي.
في الرسم رقم 2 ، لا تشمل قياسات القيعان الدائرية لحاويات التعليب ، من النوع التقليدي ، الأغطية سهلة الفتح بحلقة. من خلال احترام هذه القياسات ، من الممكن استخدام الشياق السابق بنتائج جيدة.
الشكل 2: القياسات الأساسية للصندوق المتعلق بالإغلاق
يجب توضيح أن الإغلاق يصنف إلى سبعة أنواع مختلفة ، اعتمادًا على أبعاد مكوناتها المختلفة (خطاف الهيكل والسفلي ، ارتفاع الإغلاق ، التداخل ، …). أقلهم هو OIII والأكبر رابعا. الأول (OIII) سيكون إغلاقًا صغيرًا للحاويات الصغيرة جدًا وقليل المسؤولية والأخير (IV) للنحاس الأصفر الكبير. الأنواع الأكثر استخدامًا هي OI و I و II ، والتي تغطي أحجام الحاويات العادية. يحدث أن نفس التنسيق يمكن العثور عليه في السوق بنوع أو آخر من الإغلاق. على سبيل المثال القطر 73 في الأنواع OI و I.
يجب أن يؤخذ في الاعتبار أنه عند تغيير نوع الإغلاق ، يتم تعديل أبعاد القيعان المرتبطة به وكذلك شفة الهيكل. لذلك ، يجب أن يكون كل مستخدم واضحًا جدًا بشأن نوع الإغلاق الذي يريد استخدامه وربط مستلزمات التغليف به.
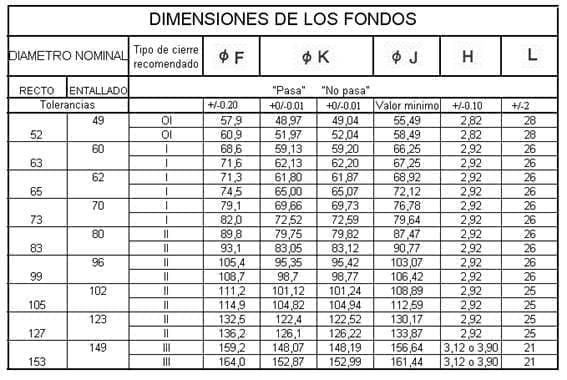
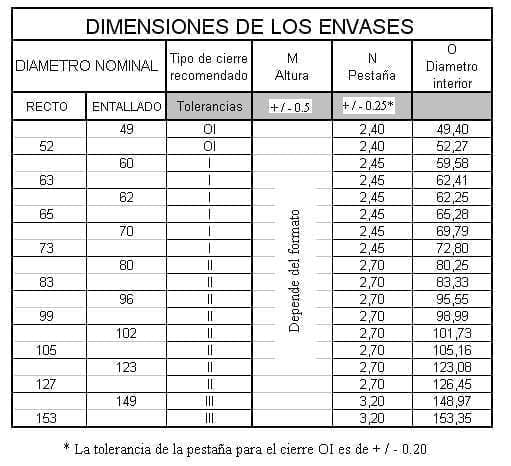
يوضح الجدول التالي مقاييس القيعان التقليدية ، المتعلقة بإغلاقها ، موحدة لتحقيق قابلية تبديل المكونات. من أجل عدم جعل الجدول شديد التعقيد ، تم فقط عكس القياسات الخاصة بنوع الإغلاق الأكثر شيوعًا في كل حالة ، وهو ما يشار إليه في العمود “نوع الإغلاق الموصى به” .
كما في حالة الشياق ، فقد ميزنا أقطار الحاويات المستقيمة وقيم النهايات المسننة. لذلك فإن العمود “المسنن” لا يعكس قياسات الحاويات ولكن النهايات المصغرة.
القطر “F”، وهو الجزء الخارجي ، ويحدد كمية المواد المتاحة لعمل الخطاف السفلي في الإغلاق ، ويؤثر على حجم العديد من أجزاء الخياط (وحدة التغذية السفلية ، والنجوم ، وما إلى ذلك). إنه مقياس أساسي للغطاء. هناك سلسلة من الصيغ التي تربط الأبعاد المختلفة لعناصر الإغلاق ، أي مقاييس المغزل مع مقاييس الغطاء أو الحافة. وهكذا ، على سبيل المثال ، يرتبط القطر “F” بقطر المغزل “B” من خلال التعبيرات التالية:
لإغلاق نوع OI: F = B + 8.76
لإغلاق النوع الأول: F = B + 9.36
لإغلاق النوع الثاني: F = B + 9.88
لإغلاق النوع الثالث: F = B + 10.92
في حالة القطر “ ك “ ، وهو تعديل الظرف ، وبالتالي التعديل الأساسي للإغلاق ، تم التعبير عن القيم القصوى والدنيا ، والتي تتوافق مع “المرور” ، “عدم المرور” لمقاييس مراقبة الجودة لهذا الإجراء. التفاوتات المنعكسة في عمودي “المرور” و “عدم المرور” هي تلك الخاصة ببناء المقاييس المقابلة. الصيغة التي تربط هذا الوسيط بقطر المغزل عند النقطة المرجعية هي كما يلي:
قطر القاع يصل إلى 99: “تمرير” K = B – 0.12 / “فشل” K = B – 0.05
قطر القاع أكبر من 99: “تمرير” K = B – 0.17 / “فشل” K = B – 0.05
البعد “J” ، يعد قطر الجزء الداخلي من الضفيرة مهمًا نسبيًا ، ويتمثل دوره في منع التداخل مع حافة الجسم. هذا هو السبب في أن قيمته الدنيا تنعكس فقط. تختلف صيغة تحديد قيمة “J” بناءً على القطر “B” للشياق بالنسبة لنوع الإغلاق المحدد ، وهي كما يلي:
لإغلاق نوع OI: J = B + 6.40
لإغلاق النوع الأول: J = B + 7.00
للإغلاق من النوع الثاني: J = B + 7.60
لإغلاق النوع الثالث: J = B + 8.40
هذا لأنه من خلال زيادة نوع الإغلاق ، فإن الشفة تفعل ذلك ، وبالتالي يجب ترك مساحة أكبر لموقعها داخل جناح الغطاء.
ارتفاع أو عمق الجرافة “ ح يجب أن يقاس بثلاث نقاط متساوية البعد عن القاع ومتوسط القراءات الثلاث الموجودة. يعد هذا التخزين أيضًا بُعدًا أساسيًا ويرتبط بارتفاع الظرف بالشروط التالية:
أقطار القاع 49 و 52: أ = ح + 0.12
باقي الأقطار: A = H + 0.15
البعد “L” ، لا يُشار إلى ارتفاع الضفيرة بالمليمترات ، ولكن بكمية القيعان التي يمكن أن تتسع لـ 2 بوصة (50.8 مم) ويتم قياسها بمقياس. في مقال آخر ، مكمل لهذا ، سيتم تفصيل تصميم المقاييس اللازمة للتحكم في هذه الأبعاد وأبعادها واستخدامها ، بالإضافة إلى غيرها من المقاييس التي سنعلق عليها أدناه ، على الرغم من أنها تعمل بالفعل:
– التحكم في أبعاد الأموال يمكنك أن ترى هذا الأمر إلى حد كبير
يوجد في الصناديق أيضًا قياسان ثابتان في جميع الأقطار ، وهما:
ارتفاع النقطة المرجعية “E” = 1.05 ملم
نصف القطر الداخلي للحاوية “G” = 0.95 مم + 0.05 / – 0.00
موضع أو ارتفاع النقطة المرجعية “E” هو نفسه في الجزء السفلي كما هو الحال في مغزلها.
نصف القطر الداخلي للكوب “G” يساوي نصف قطر مركز ثقب القالب ، وقيمته أقل بـ 0.05 مم من مغزل الإغلاق “C” ، ولكن مع تغير التسامح.
أبعاد التعبئة والتغليف
قليل من مقاييس الحاوية المتعلقة بالإغلاق ، في الواقع ثلاثة فقط:
-ارتفاع: يجب أن يكون متجانسًا في جميع أنحاء الدفعة ، من أجل الحصول على جهد ضغط مماثل في جميع الحاويات أثناء عملية الإغلاق.
– رمشة عين: يحدد أبعادها قياسات خطاف الجسم ، وبالتالي فهي قيمة مهمة للغاية للتحكم.
– القطر الداخلي : في منطقته القصوى ، تلك المقابلة للحافة ، يتطلب الضبط بين الجزء السفلي المراد غلقه والحاوية.
لذلك من الضروري توحيد قيمها للحصول على قابلية تبادل المكونات. يوضح الرسم رقم 3 لحاوية من ثلاث قطع مطوقة الأبعاد الثلاثة المذكورة.
الشكل رقم 3: قياسات الحاوية مع حدوث الإغلاق
في الجدول التالي ، نشير إلى قيم هذه القياسات ، ولكن يُنصح أولاً بإبداء التعليقات التالية:
1º. – هناك الكثير من التنوع في ارتفاعات الحاويات في السوق بحيث لا يمكن إدراجها ، نحن نشير فقط إلى التسامح المطبق عليها. يجب قياس الارتفاع بمعدات مناسبة – انظر مقاييس التحكم – وفي منطقة بعيدة عن خط اللحام الجانبي.
2º. – يختلف عرض الحافة باختلاف نوع الإغلاق ، لذلك ترتبط قيمته به. يجب قياسه من النقطة المرجعية التي تقع على بعد 2.5 مم من الحافة. سيتم أخذ القيمة كمتوسط لقياسين عند 180 درجة ، على بعد 10 مم على الأقل من خط اللحام الجانبي.
3º. – لا يعتبر القطر الداخلي للحاوية مقياسًا حاسمًا فيما يتعلق بالإغلاق ، على الرغم من أنه من حيث سعة الحاوية. لذلك ، في هذا العمل ، الذي يركز على العامل الأول ، سنشير إلى قيمة القطر كمرجع ، ولكن دون عكس التفاوتات. كمعيار عام ، يجب أن يكون القاع عبارة عن ضغط طفيف مناسب للجسم. اختبار سهل هو أنه بمجرد وضع الجزء السفلي عليه ، والضغط عليه برفق ، إذا تم قلب التجميع ، فلا ينبغي أن يسقط القاع.
في حالة حاويات النقانق ، المعايير التي يجب اتباعها هي نفسها بالنسبة للعلب المكونة من ثلاث قطع.
إغلاق
يتم تعريف “الإغلاق” أو “الإغلاق المزدوج” على أنه الاتحاد الناتج عن تشابك نهاية جسم الحاوية بقاعها أو غطائها. يتم إجراء هذا الربط من خلال إجراء الإغلاق أو التثبيت المزدوج ، أي بجدار أمان مزدوج. يجب أن يكون محكم الإغلاق تمامًا.
يوصي هذا القسم بمعايير التشغيل للإغلاق المزدوج ، للأقطار المختلفة للحاويات والقيعان ، بالإضافة إلى تفاصيل المعلمات والنقاط التي يجب قياسها عندها.
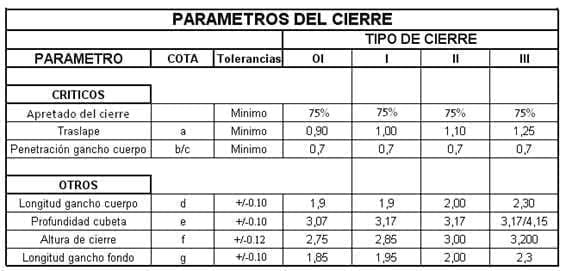
تنقسم هذه المعلمات إلى فئتين:
النقاد : هي تدابير معينة للإغلاق المزدوج يجب الوصول إلى قيمها لضمان ملاءمتها.
الآخرين: إنها المعلمات التي تعمل كوسيلة للوصول إلى العناصر الحرجة ، لكنها تسمح بمرونة معينة في قياسها دون الإضرار بجودة التماس.
عندما يتعلق الأمر بالحصول على آلة إغلاق جديدة ، يجب على المشتري أن يحدد للمورد معيار الإغلاق الذي يريد تنفيذه في المعدات الجديدة.
قد تكون هناك بعض الاختلافات في الرأي عند تحديد التدابير أو القيم المهمة التي يجب التحكم فيها في الإغلاق المزدوج ، بما في ذلك “الحرجة” و “الأخرى”. نميل نحو ما ينعكس في شكل الأبعاد في الرسم رقم 4.
الشكل رقم 4: قياسات الإغلاق
سيتم الحصول على قيم معلمات الإغلاق ، في حالة الحاويات المكونة من ثلاث قطع ، كمتوسط قياسين في موضع اتجاه عقارب الساعة عند الساعة 2 والساعة 10 ، مع أخذ الساعة 12 كموقع من التماس الجانبي. بالنسبة لحاويات النقانق ، سيتم إجراء القياسين عند 180 درجة.
بالإضافة إلى القياسات المحدودة ، هناك قيمتان يتم تحديدهما عن طريق الحساب ، وكلاهما يعتبر حرجًا ، وهما:
إلى.- نسبة سمك الختم : يشار إليها أيضًا باسم “الإغلاق المحكم”. يقيس انضغاط الإغلاق ، ويقارن السماكة النظرية بالسمك الحقيقي ، مع الأخذ في الاعتبار المساهمة في نفس سمك المركب. لهذا ، فإن سمك الإغلاق في أكثر نقطة غير مواتية من محيطها. لحساب النسبة ، يمكن استخدام ثلاثة معايير تكميلية:
أ- تطبيق الصيغة التالية:
(3ef + 2ec) / السمك الفعلي> 0.8
بحيث “إيف” هو سمك القاع ، و “Ec” سمك جدار الجسم.
يمكن ذكر هذه الصيغة: “يجب أن يكون سمك الجدران الخمسة للإغلاق مقسومًا على السماكة الحقيقية أكبر من النسبة 0.7”.
ب – تطبيق هذه الصيغة الأخرى:
السماكة الفعلية = (3 ef + 2ec + 0.15) +/- 0.05
0.15 ملليمتر هي قيمة “المساحة الحرة” التي يجب أن تملأها الحشية المطاطية.
ج – تقييم تجاعيد الخطاف السفلي.
عند إنشاء الإغلاق ، توجد دائمًا تجاعيد في الخطافات ، خاصةً في الخطاف السفلي ، وهو الخطاف الذي يثني المزيد من المواد في الداخل. الارتفاع – يسمى أيضًا الطول – للخطاف السفلي الخالي من التجاعيد هو مؤشر على إحكام الإغلاق. يشار إلى هذه الدرجة من الشد (أو ضيق الإغلاق) على أنها طول خطاف القاع بدون تجاعيد ، معبرًا عنها كنسبة مئوية من الطول الإجمالي للخطاف المذكور. لا يمكن قياس هذا المؤشر ، يجب تقديره بصريًا ، ولأنه تقييم شخصي ، فإن تجربة معينة مطلوبة لتقييمه بشكل صحيح. عندما لا توجد تجاعيد على الخطاف ، يكون الشد 100٪ وعندما يحتل التجعد كامل ارتفاع الخطاف يكون 0٪. يجب أن يكون الحد الأدنى لقيمته 75٪ ، مع الإشارة دائمًا إلى أسوأ نقطة على الخطاف السفلي ، ويجب إيلاء اهتمام خاص لكلا جانبي منطقة مفصل اللحام الجانبي في فحصه.
أي من الإجراءات الثلاثة صالحة ، على الرغم من أن أكثرها تقليدية واستخدامًا هو التقييم من خلال التجاعيد الموجودة داخل الخطاف السفلي. في الحالتين الأوليين ، سيتم إجراء القياسات بالمليمترات.
ب.- اختراق الجسم هوك . أوجد العلاقة بين طول خطاف الجسم “ب” والواحد داخل الإغلاق “ج” ، حسب التعبير
الاختراق = ب / ج> 0.7
يلخص الجدول التالي القيم الموصى بها لهذه المعلمات ، مقسمة إلى حرج “نعم” الآخرين” ، لأنواع الإغلاق المذكورة في هذا العمل
للتحكم في هذه الإجراءات ، من الضروري استخدام سلسلة من المقاييس المحددة ، والتي ستكون موضوع مادة تكميلية أخرى لهذا القياس.
لتنفيذ هذا العمل ، تم أخذ المواد التالية في الاعتبار:
– المواصفات القياسية “SEFEL” (الأمانة الأوروبية لمصنعي العبوات المعدنية الخفيفة)
– “المواصفات الصناعية الموصى بها لعلب الأطعمة المصنعة من أعلى مفتوحة” التي أعدتها MPMA (رابطة مصنعي العبوات المعدنية)
 عرض عدد 2 من ماكينات الختم
عرض عدد 2 من ماكينات الختم
 عملية الإغلاق الثانية لـ RULINAS
عملية الإغلاق الثانية لـ RULINAS
 استقرار ضغط لوحة الضغط في الختم
استقرار ضغط لوحة الضغط في الختم
 أداة الإغلاق بطلاء نيتريد التيتانيوم
أداة الإغلاق بطلاء نيتريد التيتانيوم
 إجراءات الختم المزدوج
إجراءات الختم المزدوج
 مواصفات سدادات حاويات المشروبات
مواصفات سدادات حاويات المشروبات
 تغذية لأتمتة الختم اليدوي للحاويات أو العلب
تغذية لأتمتة الختم اليدوي للحاويات أو العلب
 علكة الأموال المدورة عن طريق الحقن
علكة الأموال المدورة عن طريق الحقن
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 مركبات الختم
مركبات الختم



0 Comments