
RÉSUMÉ
Afin de réaliser une économie d’outillage pour le refendage primaire des bobines, il est possible d’obtenir une conception de refendage pour les tôles, utilisable pour les bandes à double et simple matrice. Cet ouvrage décrit les calculs appropriés pour l’obtenir, en prenant comme point de départ la coupe primaire de défilement pour les bandes destinées à une double matrice.
INTRODUCTION
Il arrive parfois que différents produits – bouchons, cônes d’aérosol, capsules,… – aient des diamètres de coupe de matériaux presque identiques, mais soient fabriqués sur des équipements de conception différente. Ainsi, l’une d’entre elles peut être fabriquée sur une presse travaillant avec une seule matrice, et donc alimentée avec des bandes simples, et une autre de coupe presque égale sur une presse équipée d’une double matrice, qui reçoit les bandes de ce dernier type. Un cas typique de la première option est celui d’une presse à matrice unique alimentée par gravité. Le second sont les presses traditionnelles équipées d’un stockage latéral.
Il est possible de réaliser une économie importante d’outillage, dans la ligne de coupe de la bobine, en concevant une coupe primaire en spirale, de sorte qu’il est valable d’obtenir des bandes doubles et simples, lors de la coupe dans la cisaille à spirale de la deuxième opération.
Afin de déterminer la distribution appropriée, les calculs précédents de la coupe primaire de défilement pour la double bande ont été utilisés comme point de départ.
Un exemple concret de cela se trouve dans la fabrication de couvercles pour des récipients de mise en conserve d’un diamètre de 73 mm. – qui sont normalement obtenus à partir de bandes doubles – et de cônes de 65 mm. en bandes simples. Bien que le matériau soit différent, leurs diamètres de coupe sont presque les mêmes et le même outillage primaire de défilement peut être utilisé pour couper leurs bobines respectives, qui ont presque la même largeur.
MÉTHODE
Afin de pouvoir utiliser le même rouleau primaire pour la découpe ultérieure de bandes simples et doubles, les conditions suivantes doivent être remplies :
1.- Différence entre les diamètres de coupe
Si le diamètre de coupe de la pièce à obtenir, dans le cas d’une double bande, nous l’appelons
D1
et dans le cas d’une bande unique
D2
doivent être remplies :
D2 max. = D1 – ½ t (t = coupe dans la double bande)
D2 min. Cela dépendra de l’objectif d’efficacité que nous nous sommes fixé.
2.- Coup d’avance sur le rouleau secondaire
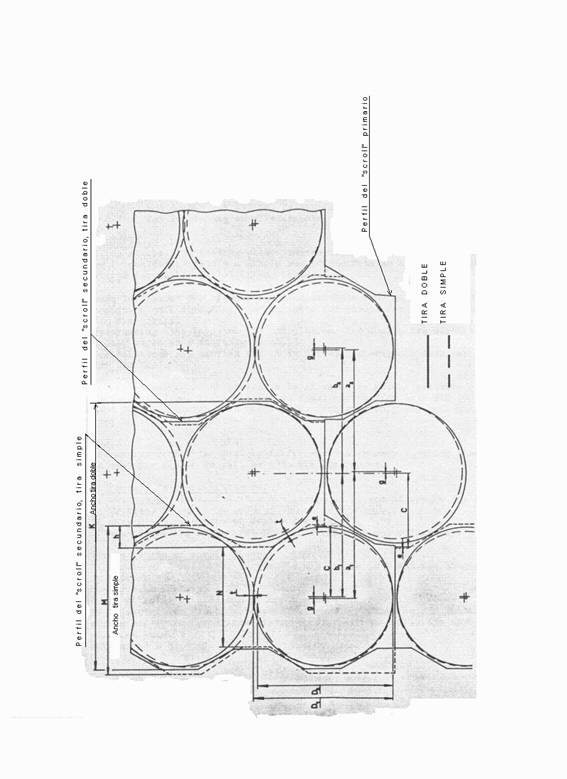
Si nous désignons b le déplacement ou l’avance de la feuille pour chaque coup – le coup des cisailles à rouleaux – pour le cas de bandes doubles et a pour une bande unique, il doit être rempli :
b = a1 + a 2 (alors que a1 = a2 ; voir figure n° 1)
b
peut être divisé entre b1 et b2, ou: b = b1 + b2
b1
est la distance entre les lignes médianes des deux rangées de coupes dans une même double bande.
b2
est la distance entre les lignes médianes de deux rangées contiguës de coupes dans deux doubles bandes adjacentes.
Aussi a1 = b1 + b2
2
g = a1 – b1 et aussi g = b2 – a2
2
g
est la distance entre les centres (voir figure nº 1)
3.- Configuration du défilement primaire
Pour découper une feuille de rouleau primaire, conçue en principe pour des bandes doubles, mais également valable pour des bandes simples, la configuration de la coupe du rouleau primaire doit être faite à partir du bord de la feuille. Il faut que cela se réalise :
e = min. 0,3 mm. de sorte que la coupe du rouleau secondaire pour la bande unique libre – ne coïncide pas avec – la configuration du rouleau primaire. (Voir figure nº 1)
4.- Profondeur de la coupe du rouleau pour une seule bande et largeur de cette bande.
c = ½ D1 + t + 0,05 mm
(t = coupe sur double bande ; 0,05 est déterminé empiriquement)
Profondeur de coupe : h = 2 ( c + e) – b1
Dimension de la bande à sa partie la plus large : M = 2 (e + c + g)
Dimension de la bande à sa partie la plus étroite : N = 2 ( e + c + g ) – 2 h
5.- Largeur supplémentaire de la bobine
La largeur supplémentaire requise de la bobine est = 4 ( e + c + g ) – ( h + K )
où
K
est la largeur maximale de la double bande.
Dans la pratique, l’augmentation requise de la largeur des bobines est d’environ 1,8 mm.
CONCLUSION
Un outil de défilement primaire peut être conçu pour être utilisé pour découper des bobines en feuilles destinées à des bandes simples et doubles.
L’application est limitée à une différence minimale entre les diamètres de coupe égale à la découpe dans la double bande, tandis que la différence maximale est déterminée par le rendement minimum acceptable. La largeur de la bobine, en prenant comme référence la valeur adaptée au « défilement » dans les fiches de première opération pour les bandes doubles, doit être augmentée d’environ 1,8 mm.
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 CRANTÉ PAR ROULEAU
CRANTÉ PAR ROULEAU
 LAMES POUR MATRICES
LAMES POUR MATRICES
 OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
 LIGNE EN FORME DE U POUR LES FONDS RECTANGULAIRES
LIGNE EN FORME DE U POUR LES FONDS RECTANGULAIRES
 PROCÉDÉ DE FABRICATION D’UN COUVERCLE À OUVERTURE FACILE
PROCÉDÉ DE FABRICATION D’UN COUVERCLE À OUVERTURE FACILE
 CALCUL D’UN PROFIL DE COUPE DE DÉFILEMENT
CALCUL D’UN PROFIL DE COUPE DE DÉFILEMENT



0 Comments