– Cronologia
– Fondamenti della saldatura elettrica
1º.- CRONOLOGIA
a) INIZIO
All’inizio degli anni ’60 del secolo scorso, due diversi processi di saldatura non in lega sono stati sviluppati più o meno simultaneamente, a fini commerciali, per unire i cerchioni laterali dei corpi di lattine “a tre pezzi”.
Questo processo di saldatura si basa sull’alimentazione delle zone da unire con una certa quantità di energia in un dato tempo. Questa energia si trasforma in calore capace di fondere le parti metalliche da saldare. L’apporto di energia avviene per mezzo di una corrente elettrica e il processo non incatenato è molto ben studiato dalle leggi della Fisica.
Continental Can ha introdotto il “Conoweld”. Questa tecnica è stata inizialmente utilizzata per la produzione di lattine per bevande in acciaio con cromatura elettrolitica (TFS). Per fare saldature soddisfacenti con le prime macchine, la superficie dell’acciaio doveva essere priva di cromatura per una larghezza di circa 2 mm. su ogni lato dei bordi che formano la saldatura.
Più o meno nello stesso periodo, la svizzera Soudronic AG introdusse delle saldatrici elettriche semiautomatiche per la banda stagnata. Queste prime saldatrici Soudronic furono utilizzate nella fabbricazione di grandi contenitori metallici per prodotti generici. Le cuciture laterali si sovrapponevano fino a 4,5 mm, producendo quella che divenne nota come una saldatura “a farfalla” (vedi figura sotto). Questa saldatura “Batterfly” non era adatta all’imballaggio alimentare, perché si è rivelato molto difficile verniciare i bordi taglienti della cucitura. Lo spessore di questo tipo di saldatura era così spesso che non poteva essere coperto da uno strato di vernice, non importa quanto alto fosse il carico di vernice.
b) SVILUPPI DI SALDATURA SOUDRONICA
A metà degli anni ’60, Soudronic aveva introdotto macchine completamente automatiche per la produzione di corpi di lattine medie e grandi. Nel 1969, l’azienda introdusse macchine più veloci per la fabbricazione di bombolette aerosol, producendo 200 unità al minuto. Tuttavia, forse il contributo più importante è arrivato nel 1975, con il sistema di saldatura a filo (WIMA). Questa tecnica prevede l’uso di un filo di rame trafilato e appiattito, in modo da aumentare la superficie di contatto nella zona di saldatura, producendo una saldatura più solida e adeguata, con una sovrapposizione di solo 1 mm di larghezza (vedi figura l). Soudronic ha sviluppato l’uso del filo di rame, come elettrodo intermedio tra il cordone della lattina e le ruote di saldatura in rame, per risolvere il problema della contaminazione superficiale dell’elettrodo e i suoi effetti sulla qualità della saldatura. Poiché il filo non viene riutilizzato, la contaminazione dell’elettrodo non è più un problema. D’altra parte, il rottame di filo ha un alto valore economico. Le pulegge sono state montate con un angolo di 2° per smussare leggermente il bordo della cucitura per ridurre il passo e rendere la cucitura più facile da riverniciare.
Questi miglioramenti hanno permesso ai produttori di lattine di produrre per la prima volta lattine con cuciture laterali non in lega da usare nell’industria alimentare e in altre applicazioni esigenti.
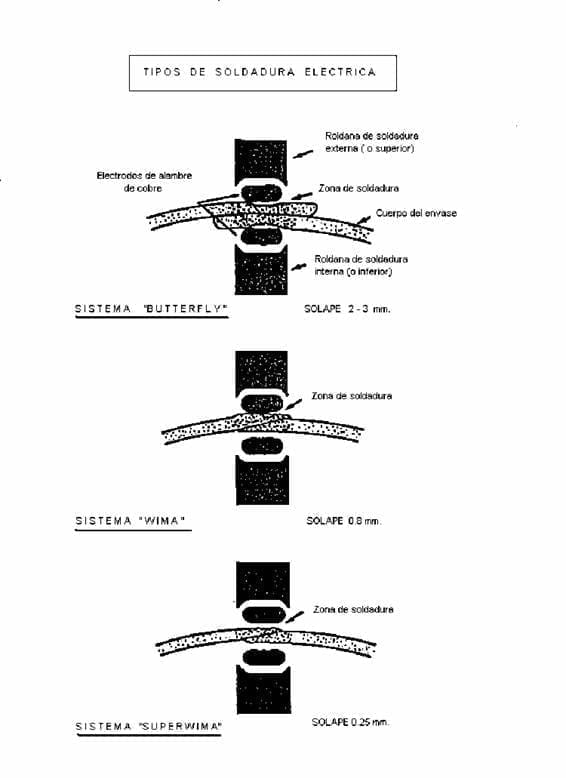
Figura 1: Diversi tipi di saldatura laterale elettrica
Nel 1978 è stato introdotto il sistema di saldatura SUPEWIMA. Questo sviluppo del processo di saldatura richiede una sovrapposizione di soli 0,15-0,3 mm sulla cucitura laterale. Altri vantaggi sono: riduzione della zona di saldatura colpita dal calore, minore indurimento e riduzione dello spessore del cordone (circa 1,2 x spessore della lamiera). Insieme ad una maggiore efficienza nel processo di sigillatura, ci sono stati miglioramenti nelle velocità a cui le macchine potevano operare, essendo in grado di produrre più di 500 contenitori al minuto.
Il sistema di base delle carrozzerie Soudronic comprende un sistema di alimentazione del corpo piatto, un sistema di sbavatura del corpo piatto, un’unità di avvolgimento e la stazione di saldatura. In quest’ultimo ci sono i bracci che sostengono i rulli. Nel braccio inferiore sono incorporati tutti i sistemi di canalizzazione per le diverse funzioni (filo di rame, raffreddamento, azoto, vernice…). Vedi figura 2. La macchina di produzione del corpo della lattina può anche essere equipaggiata con un’unità di taglio per corpi della lattina di altezza doppia o tripla, un sistema di saldatura in atmosfera inerte incorporato per prevenire la formazione di ruggine, e un’unità di verniciatura della cucitura laterale sia per l’interno che per l’esterno del corpo della lattina.
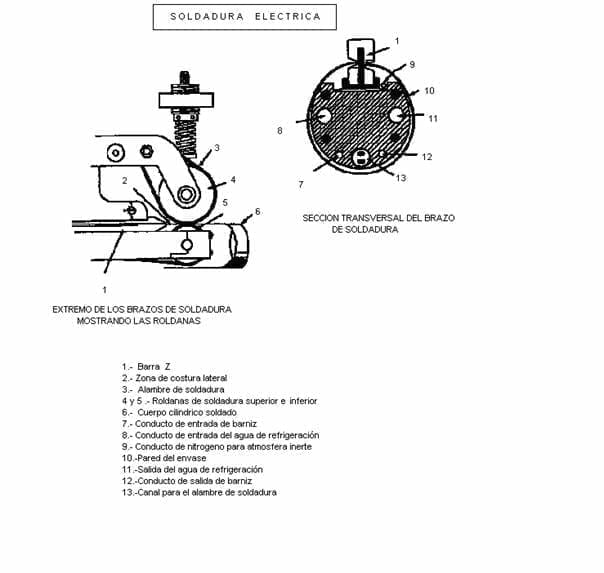
Figura 2: Primo piano delle estremità dei bracci
Una volta che il corpo del contenitore è stato formato, viene introdotto meccanicamente nella stazione di saldatura, dove la sovrapposizione viene mantenuta costante. La tecnica usata nella saldatura Soudronic è semplicemente un processo di saldatura a scarica continua.
Nei processi WIMA e SUPERWIMA, la temperatura del corpo supera i 900°C per garantire un effettivo superamento della fase solida del metallo lungo la cucitura. Tuttavia, questo è significativamente inferiore alle temperature raggiunte con i modelli precedenti.
Il sistema Soudronic utilizza un ingresso AC sinusoidale. Una macchina da 50 Hertz produce 100 scariche (saldature a punti) al secondo, e una macchina da 500 Hertz ne produce 1.000 nello stesso tempo.
Come abbiamo già detto, l’incorporazione di un’unità di taglio nella saldatrice permette anche la saldatura di corpi a doppia altezza. Inoltre, questo può aumentare la produzione con frequenze di saldatura più basse, o rendere possibile la produzione di corpi più corti, che altrimenti la macchina non sarebbe in grado di gestire. Se il contenitore deve essere cordato o intagliato, la saldatura viene fatta in un’atmosfera di gas inerte, poiché la saldatura deve essere priva di ruggine. La formazione di una pellicola di ossido sarebbe molto negativa, poiché potrebbe staccarsi in un processo successivo. La successiva riverniciatura della zona di saldatura viene effettuata perché il processo non permette l’applicazione di vernice su un foglio piatto nella zona di saldatura, poiché questo ostacolerebbe il passaggio della corrente. Questa vernice viene poi polimerizzata sulla linea di produzione.
Soudronic è un leader mondiale nel processo di saldatura laterale elettrica, con migliaia di unità diverse che operano in tutto il mondo.
2º.- FONDAMENTI DELLA SALDATURA ELETTRICA
1º.- SCHEMA DI BASE DI UN PUNTO
Una saldatura a punti si crea quando il metallo si fonde sotto l’azione del calore sviluppato dal passaggio di una corrente elevata a bassa differenza di potenza.
Anche se ci sono due tipi di corrente, corrente continua e corrente alternata, sappiamo che quella di uso normale è la seconda. La corrente alternata ( abbreviata AC in inglese e AC in spagnolo) è la corrente elettrica in cui la grandezza e la direzione variano ciclicamente. La forma d’onda di corrente alternata più comunemente usata è quella di un’onda sinusoidale, poiché raggiunge una trasmissione di energia più efficiente. Per ottenere un numero elevato di punti di saldatura per unità di tempo, si aumenta la frequenza della corrente alternata utilizzata. Spieghiamo il processo un po’ di più.
La corrente alternata alla normale frequenza di alimentazione della rete industriale arriva alla saldatrice, che la introduce in un convertitore di frequenza, aumentandola così di un numero significativo di Hertz. Così, per esempio, in un caso specifico, l’uscita del convertitore passa da 50 Hertz/secondo – frequenza di alimentazione – a 500 Hertz/secondo – uscita del convertitore.
L’intensità di corrente al momento della saldatura è tra 1500 e 2000 ampere e la tensione o differenza di potenziale è di circa 4,5 – 6,5 volt. Quindi la corrente elettrica, opportunamente trasformata a queste condizioni di frequenza, intensità e tensione, passa attraverso la stazione di saldatura, attraverso il filo di rame profilato e guidato dai rulli, agendo sulla sovrapposizione della banda stagnata, per generare un punto di saldatura. Vedere la figura 3:
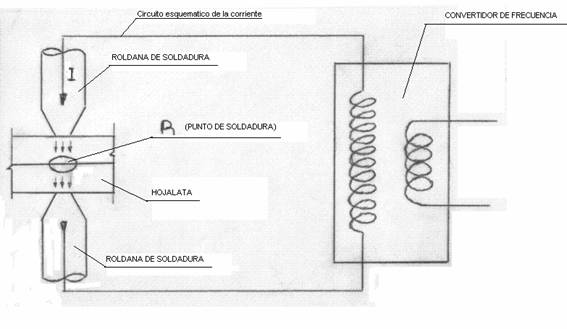
Figura 3: Schema di base di un punto di saldatura
2º.- SCHEMA DI BASE DI UNA LINEA CONTINUA DI PUNTI DI SALDATURA
Ogni hertz produce una sinusoide completa sul grafico della frequenza, cioè due picchi inversi e quindi due punti di saldatura. Quindi, con una frequenza di uscita di 500 Hertz, vengono generati 1000 punti di saldatura al secondo. Questa successione di punti risulta in una saldatura continua lungo la cucitura laterale della lattina. Vedere la figura 4:
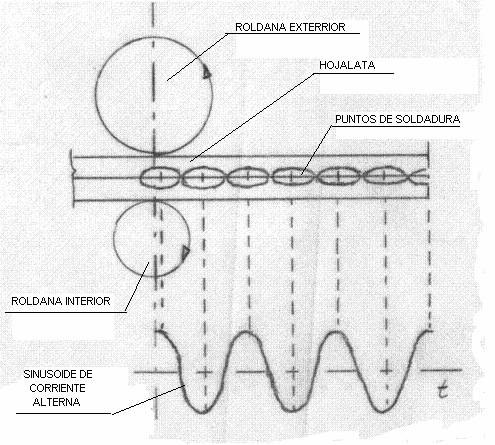
Figura 4: Schema di base per una linea continua di saldature a punti
Il legame avviene secondo le seguenti leggi fondamentali:
– Legge di Ohm. I = V/R
I = corrente che attraversa il circuito
V = differenza di potenziale
R = resistenza del sistema
– Legge di Joule.
Q = energia termica prodotta dalla corrente e si misura in calorie.
I = intensità della corrente che scorre e si misura in ampere.
R = resistenza elettrica del conduttore e si misura in ohm.
t = tempo che si misura in secondi
Per un valore costante di Q, che è adeguato a formare un punto, più alta è l’intensità, meno tempo è richiesto. In altre parole, il tempo è inversamente proporzionale al quadrato dell’intensità della corrente.
Poiché l’energia termica, utilizzata per la saldatura, è una funzione del quadrato della corrente, è ovvio che i valori di quest’ultima devono essere alti. È importante mantenere il valore della corrente r.m.s. costante in ogni momento, in modo che non ci sia una variazione dell’energia attualmente utilizzata per la saldatura. Le macchine sono dotate di un compensatore di tensione che varia automaticamente l’angolo di apertura della corrente alternata per mantenere costante il valore effettivo della corrente alternata.
In contrasto con l’intensità, è importante che il tempo di saldatura sia il più breve possibile, poiché un tempo di saldatura prolungato provocherà un fallimento della saldatura:
– Aumentare la temperatura della cucitura senza raggiungere il punto di fusione.
– Aumento delle perdite.
– Deterioramento degli elettrodi.
Il tempo di lavoro della saldatura è inferiore a quello di una semionda sinusoidale di un ciclo di frequenza. Vedi figura 5. È espresso come percentuale dell’area totale della semi-onda. In valore pratico, sulle macchine Soudronic è tra l’85 e il 95%. La percentuale rimanente è il tempo di standby
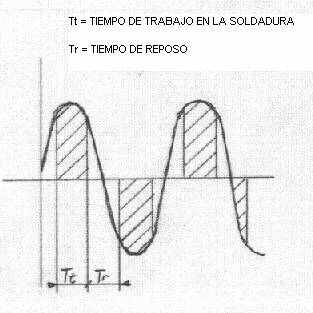
Figura 5: diagrammi temporali
Se, per lo stesso tipo di materiale, i valori effettivi della corrente di saldatura sono tracciati su assi di coordinate per diversi tempi di saldatura sotto tre diverse ipotesi, i valori effettivi della corrente di saldatura sono tracciati su assi di coordinate per tre diversi tempi di saldatura:
1ª.- Senza saldatura
2º.- Quando la saldatura ha luogo
3°.- Quando la punta si brucia
otterremo un grafico come mostrato nella figura 6, in cui si possono distinguere tre diverse zone.
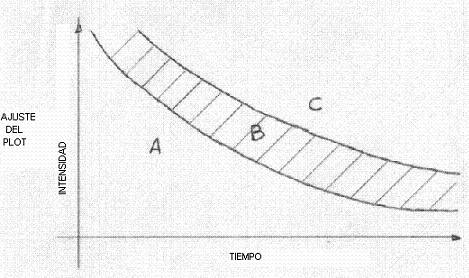
A.- Area di contatto non saldata
B.- Area di saldatura
C.- Area di proiezione della saldatura fusa
3º.- RESISTENZE IN UN PUNTO DI SALDATURA
Nel circuito di saldatura ci sono una serie di resistenze che enumereremo, per questo useremo la figura 7:
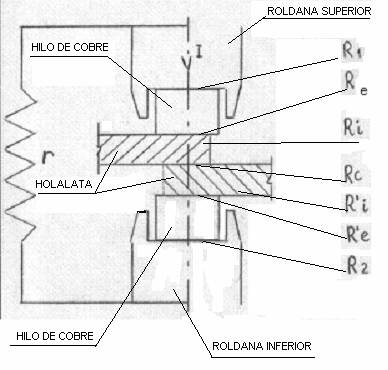
Figura 7: resistenze coinvolte in una saldatura a punti
– Resistenza “r”: raggruppa tutte le resistenze interne dei conduttori del circuito, dei rulli di saldatura, del braccio di supporto, del filo di rame che fa da elettrodo, ecc… Questa resistenza dipenderà dalle caratteristiche elettriche di ognuno di questi componenti. Essendo una resistenza che non contribuisce all’operazione di saldatura a punti, dovrebbe essere la più bassa possibile per non consumare energia in modo sterile. Così, per esempio, il braccio di saldatura è fatto di rame, anche se con una piccola percentuale di cromo per dargli maggiore durezza e consistenza per sopportare le sue esigenze meccaniche.
– R1: Resistenza di contatto tra il rullo superiore e il filo di rame profilato.
– R2: Resistenza di contatto tra il rullo inferiore e il filo di rame profilato.
– Re e R’e: resistenza di contatto tra il filo di rame e la latta da saldare.
– Ri e R’i: resistenze interne delle due estremità di banda stagnata da saldare.
– Rc: resistenza di contatto tra le due estremità della banda stagnata da saldare.
Ci sono diversi fattori che influenzano i valori di queste resistenze.
Rc, Re e R’e sono influenzati da:
– Regolazione della macchina
– La pressione esercitata dai rulli di saldatura. Un aumento della pressione riduce i vostri valori
– Materiale da saldare: natura e condizione della sua superficie e durezza.
– Conducibilità del materiale. L’aumento della temperatura aumenta la resistenza.
– Le dimensioni e il tipo di profilatura del filo di rame.
– Materiale e qualità del filo di rame.
Le resistenze elencate sono classificate in due gruppi:
- A) Utile o efficace: Sono quelli che sono necessari e cooperano attivamente alla fusione del materiale. Questi sono: Ri, R’i e Rc.
Generano un’energia efficace We.
Noi = Wi + W’i + Wc
- B) Parassita e indesiderabile. Sono quelli che non contribuiscono alla fusione, ma sono impliciti nel sistema e non possono essere eliminati, solo si cerca di minimizzarli. Questi sono: R1, R2, Re e R’e.
Generano perdite di energia Wp.
Wp = W1 + W2+ We +W’e
Le perdite W1 e W2 possono aumentare a causa dell’accumulo di incrostazioni di stagno nella gola dei rulli, così come a causa dell’usura delle gole dei rulli.
L’energia totale richiesta per la saldatura sarà:
Wt = We + Wp
4º.- OSSIDAZIONE
Durante il processo di saldatura, lo stagno che conserva la banda stagnata in questa zona si fonde e si deposita sul filo di rame. L’acciaio è quindi non protetto e ad alta temperatura. Questo innesca, in presenza di ossigeno dall’aria, una rapida ossidazione.
Gli ordini di energia We e W’e, riscaldano le superfici di contatto tra il filo di rame e le superfici esterne della banda stagnata contribuendo all’ossidazione della saldatura.
La quantità di ossido generato è una funzione della temperatura raggiunta e del tempo trascorso alla stessa temperatura.
Q ossido = Funzione (temperatura x tempo)
Vedi figura 8:
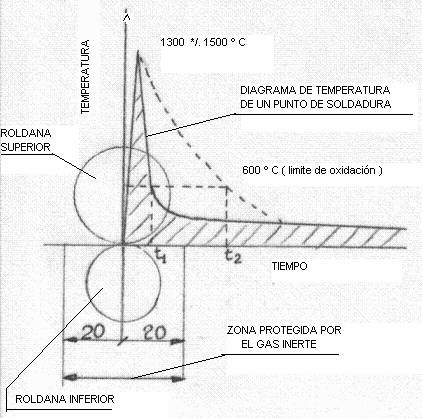
Figura 8: grafico della temperatura di un punto di saldatura
Se la caduta di temperatura è più lenta, il tempo per scendere al limite di ossidazione sarà più lungo e quindi l’ossidazione sarà maggiore.
La presenza di ruggine influisce negativamente sulla saldatura per diverse ragioni:
– Quando la cucitura viene riverniciata, l’adesione della vernice sulla ruggine è scarsa e la vernice può staccarsi. Soprattutto se la lattina è successivamente intaccata o rivestita.
– Una striscia arrugginita appare dando una cattiva presentazione estetica.
Per evitare l’ossidazione della saldatura, un getto di gas neutro (azoto) viene proiettato sul punto di saldatura al momento della saldatura. Questo gas sposta la presenza dell’aria, eliminando così l’ossigeno nella zona.
5º.- ENERGIA RICHIESTA PER LA SALDATURA
Abbiamo visto sopra che l’energia totale necessaria per saldare sarà:
Wt = We + Wp
Il valore di questa energia è dato in funzione del volume di metallo da fondere. Il volume al secondo da fondere (Vm) dipende dallo spessore della banda stagnata (e), dall’area sovrapposta (c) e dalla velocità di saldatura (Vs). Vedi figura 9:
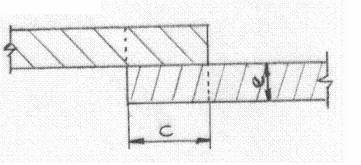
Figura 9: Sovrapposizione o sovrapposizione di materiale
Vm =2e x c x Vs
Altri fattori che influenzano l’energia richiesta sono il calore specifico del metallo e le perdite di calore del sistema.
Queste perdite di calore sono importanti e sono legate a diversi motivi:
– A.) Perdite attraverso il filo di rame:
– Aumento della temperatura dello stesso.
– Conducibilità del filo
– Tempo di contatto tra filo e materiale
– B) Perdite di conducibilità all’interno del metallo da saldare
– C) Perdite per radiazione
– D) Perdite attraverso il circuito dell’acqua di raffreddamento del sistema.
Sono difficili da ridurre e il costruttore della macchina li ha molto presenti nella progettazione della stessa affinché il suo valore sia il minimo possibile, poiché agisce sull’isolamento del sistema, sulla qualità dei materiali, ecc.
6º.- PRESSIONE DI SALDATURA
La puleggia esterna trasmette una certa pressione al punto di saldatura che genera un sistema elastico che agisce sul braccio di saldatura. Le funzioni di questa pressione sono diverse:
1º.- Tenere in contatto le due parti del materiale sovrapposto.
2º.- Cercare di ottenere una resistenza uniforme lungo tutta la cucitura, eliminando eventuali ondulazioni e rugosità del materiale.
3º.- Forzare la corrente a passare attraverso il punto di saldatura.
4º.- Eliminare le camere d’aria tra le parti da saldare.
5º.- Schiacciare il materiale fuso, riducendo lo spessore della saldatura.
6º.- Evitare la formazione di “virgole” e pori.
7º.- Facilitare il raffreddamento assicurando la ricristallizzazione del materiale.
8º.- Per evitare l’espulsione del metallo fuso dalla saldatura.
9º.- Assicurare lo spostamento lineare del tubo.
Conclusione:
Il circuito di saldatura ideale sarebbe quello che soddisfa le seguenti condizioni:
- a) Perdite minime.
- b) Quantità minima di ossido.
- (c) Massima energia effettiva
- d) Omogeneità ottimale della saldatura.
7º.- CARATTERISTICHE DEL METALLO DA SALDARE
L’attrezzatura per la saldatura delle cuciture laterali delle lattine a tre pezzi è progettata per utilizzare la banda stagnata come materiale da unire. Tra i diversi tipi, il più comune è MR per le sue buone proprietà anticorrosive.
La protezione di stagno che copre l’acciaio migliora le superfici in contatto, poiché essendo un metallo morbido, riempie le asperità quando è sottoposto a pressione. Di conseguenza, la resistenza nella zona di sovrapposizione diminuisce.
Questo stagno sotto l’azione del calore si scioglie molto più velocemente dell’acciaio. In questo stato, deve essere espulso dalla zona da saldare in modo che le due parti di acciaio da saldare siano in stretto contatto, e quindi ottenere una buona miscelazione dei cristalli nel punto di unione. L’espulsione è ottenuta tramite l’azione della pressione di saldatura.
Pertanto, le lattine con alta stagnatura hanno difficoltà ad espellere correttamente lo stagno e il basso rivestimento rende difficile ottenere una buona superficie di contatto iniziale. Una stagnatura intermedia è l’ideale.
D’altra parte, la stagnatura sporca le gole dei rulli di saldatura, che la prendono dal filo di rame.
Il cromo e l’ossido di cromo si oppongono al passaggio della corrente. Questo è il motivo per cui è così difficile usare il materiale TFS.
8º.- DIMENSIONI DEL PUNTO DI SALDATURA
Un punto di saldatura è definito dalle sue tre dimensioni.
– Lunghezza: dipende dalla velocità di saldatura
– Larghezza: è legata alla sovrapposizione.
– Spessore: è una funzione dello spessore del metallo.
Lunghezza (L):
È una funzione della velocità di saldatura, cioè la velocità del filo di rame e lo spostamento del corpo da saldare. Il suo calcolo sarà meglio definito utilizzando un esempio pratico:
Abbiamo una saldatrice che lavora a 500 Hertz e una velocità di 60m/min.
No. di punti/sec. = 500 Hertz x 2 = 1000
Lunghezza di saldatura/sec. = 60 m. x 1000/ 60 sec. = 1000 mm.
Lunghezza del punto = Lunghezza della saldatura/No. di punti = 1000 mm/ 1000 punti = 1mm
Larghezza (A):
È una funzione della sovrapposizione teorica e leggermente più grande di essa. Nella prossima sezione (Sovrapposizione) studieremo questa relazione.
Spessore (E):
È sempre inferiore alla somma di due spessori di banda stagnata.
Il “coefficiente di schiacciamento” della saldatura è la costante (K) che, moltiplicata per lo spessore della banda stagnata (e), ci dà il valore dello spessore (E) della saldatura. Il valore di questa costante (K) deve essere compreso tra 1,40 e 1,60.
1.40< K < 1.60
1.40 e < E < 1.60 e
Quindi, lo spessore della saldatura è sempre inferiore al doppio dello spessore del metallo, poiché viene schiacciato dall’azione della pressione del braccio esterno.
9º.- TRASLATO
È la sovrapposizione di materiale necessaria per la saldatura. Nelle macchine di una certa cadenza, il suo valore teorico varia da 0,2 a 0,4 mm. È importante che la quantità sia mantenuta uniforme lungo la cucitura, in modo che anche i punti di saldatura siano uniformi. Una variazione dello stesso supporrebbe un’alterazione nella quantità di materiale da saldare, e lavorando con gli stessi parametri, i risultati non sarebbero uniformi in tutte le saldature.
La parte che determina la quantità di sovrapposizione è la “barra Z”. Consiste in una striscia con sezione a Z, alloggiata nel braccio di saldatura, che riceve i bordi del corpo nelle sue due scanalature, che si sovrappongono al valore teorico della sovrapposizione. Vedi figura 10:
Figura 10: barra a Z
Con una Z di una data sovrapposizione teorica, otterremo una sovrapposizione reale di circa 0,1 a 0,2 mm. superiore. La barra Z deve essere molto ben isolata per prevenire l’usura dell’elettroerosione e per evitare perdite di energia.
Potete calcolare la sovrapposizione teorica come segue:
Si presume che la sezione S del metallo sovrapposto rimanga costante prima e dopo la saldatura. Vedi figura 11:
Figura 11: Sovrapposizione
Deve essere adempiuto che:
S = C x 2 e (prima della saldatura) e S = A x E (dopo la saldatura)
da dove: C x 2e = A x E e C (sovrapposizione teorica) = A x E / 2e
Conoscendo lo spessore del metallo, sarà sufficiente misurare su una saldatura già fatta, il suo spessore (E) e la sua larghezza (A) per conoscere la sua sovrapposizione teorica.
Per misurare E e A si può procedere come segue:
Tagliare due pezzi della cucitura a 10 mm dalle estremità. Vedi figura 12.
Figura 12: Tagli per il calcolo della sovrapposizione
Preparare con loro una provetta con resina bicomponente, lucidarla e misurare con l’aiuto di un microscopio le dimensioni della sezione di saldatura (E e A) in entrambe le sezioni. Applicare la formula seguente. Facendo questa doppia determinazione, si controlla se la sovrapposizione rimane costante. In caso contrario, a parte i possibili problemi di saldatura, otterremmo un corpo conico.
10.- METALLURGIA DELLA SALDATURA
Periodo di riscaldamento:
Il passaggio della corrente, dà luogo a un riscaldamento localizzato, che produce la fusione del metallo in entrambe le parti da unire, dando luogo a un punto di saldatura. Il nucleo di questo punto è chiamato lenticchia perché ha una forma simile ad essa. Durante il suo riscaldamento questa zona metallica si espande. La pressione del rullo superiore deve essere tale da neutralizzare la tensione di espansione del metallo fuso. Se questa pressione è debole, il metallo fuso fuoriesce sotto forma di proiezioni. Le proiezioni sono di per sé un grave difetto, ma danno anche origine ad altri problemi interni alla saldatura come la porosità.
Stato termico del punto al taglio della corrente di saldatura:
Quando la corrente viene interrotta, nel punto si possono distinguere le seguenti zone: Vedi figura 13.
Figura 13: Sezione di una saldatura a punti
Zona A: In questa zona il metallo è fuso (circa 1500º C).
Zona B: metallo in pasta a circa 1000º C
Zona C: a temperatura critica
Zona D: Temperatura ambiente
Il gradiente di temperatura sale da ambiente a 1500º C su una distanza di circa 3 mm.
L’interruzione della corrente di saldatura segna l’inizio del raffreddamento con un forte calo della temperatura.
Fase di raffreddamento:
La lenticchia di metallo fuso si trova all’interno di una grande massa di raffreddamento, composta da:
– Il corpo saldato
– Elettrodi raffreddati
Pertanto, i cambiamenti termici sono rapidi, dando luogo a una cristallizzazione che avviene convergendo verso il centro del punto. Nella zona D non c’è cambiamento di struttura, nelle altre zone sì. In C la granulometria diminuisce e in B e A questa diminuzione è accentuata.
Il ritiro termico può causare la comparsa di tensioni interne nei punti. Se il raffreddamento sotto pressione non viene effettuato correttamente, si possono formare dei soffietti (“coma”) nella saldatura.
Su quest’ultimo argomento, si può vedere il lavoro:“COMAS EN LA SOLDADURA Y SU CONTROL MICROGRAFICO“, pubblicato in questa Web.
 RESISTENZA MECCANICA DELLA SALDATURA ELETTRICA
RESISTENZA MECCANICA DELLA SALDATURA ELETTRICA
 “LE VIRGOLE NELLA SALDATURA E IL LORO CONTROLLO MICROGRAFICO
“LE VIRGOLE NELLA SALDATURA E IL LORO CONTROLLO MICROGRAFICO
 CARICO DI VERNICE INTERNA NELLA SALDATURA ELETTRICA
CARICO DI VERNICE INTERNA NELLA SALDATURA ELETTRICA
 CALCOLO DEI DADI DI AMMICCAMENTO
CALCOLO DEI DADI DI AMMICCAMENTO
 FABBRICAZIONE DI CORPI DI CONTENITORI SAGOMATI
FABBRICAZIONE DI CORPI DI CONTENITORI SAGOMATI
 SALDATURA A RESISTENZA CON PULEGGE
SALDATURA A RESISTENZA CON PULEGGE
 AGGIORNAMENTI DELLA SALDATRICE
AGGIORNAMENTI DELLA SALDATRICE
 MIGLIORAMENTI AL CIRCUITO DEL FILO SULLE SALDATRICI
MIGLIORAMENTI AL CIRCUITO DEL FILO SULLE SALDATRICI
 PERCHÉ IL MATERIALE NON PUÒ ESSERE SALDATO?
PERCHÉ IL MATERIALE NON PUÒ ESSERE SALDATO?



0 Comments