
La saldatura elettrica delle cuciture laterali dei corpi metallici dei contenitori, insieme alle chiusure dei coperchi e dei fondi, è il punto critico attraverso il quale una lattina può perdere durante la fase di fabbricazione. Perciò è necessario mantenere un sistema di verifica della qualità della saldatura.
Sempre più spesso, le saldatrici sono dotate di mezzi efficaci di controllo automatico della qualità di ogni punto della saldatura elettrica, e si ottengono migliori standard di giunzione. Tuttavia, è bene avere alcuni mezzi semplici per testare la resistenza meccanica della saldatura. Un monitoraggio regolare assicurerà che non ci siano fallimenti sistematici.
Ci sono diverse possibilità per effettuare questo controllo, utilizzando attrezzature semplici e poco costose, che possono anche essere fabbricate in officina. Tra gli altri, commenteremo i seguenti test:
– Girare la saldatura
– Deformazione della saldatura
– Strappo della saldatura
VOLTEO
Questa prova consiste nel capovolgere il corpo saldato, cioè lasciare l’interno della saldatura all’esterno. È anche chiamato il test del “calzino”, perché il contenitore viene rivoltato come se fosse un calzino. Il raggio di curvatura utilizzato per la tornitura è piccolo, dell’ordine di 1,5 mm, e quindi i punti di saldatura sono sottoposti a uno stress di curvatura significativo. Se uno di essi è difettoso, la saldatura si staccherà in quel punto.
L’attrezzatura necessaria per questo è molto semplice. Consiste in:
– Una piastra fissa su cui si appoggia l’estremità opposta al corpo flip. Per fissarlo, si fa una scanalatura sul lato di lavoro della piastra, a forma di circonferenza con un diametro uguale al corpo del contenitore.
– Una testa mobile, dove si introduce l’estremità del corpo dove inizia a girare. La parete della guida d’ingresso è leggermente inclinata per facilitare l’inserimento, cioè a forma di tronco di cono. Il diametro della sua base coincide con quello dell’interno del corpo e termina con un arco di piccolo raggio, come abbiamo già detto, circa 1,5 mm. Vedere il disegno nº 1
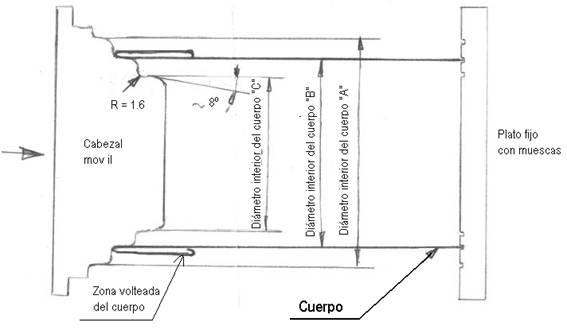
Figura n. 1: Disegno schematico della parte attiva di un tornio a corpo libero
Per il test, un’estremità del corpo è appoggiata sulla piastra fissa e l’altra estremità è inserita leggermente nella testa scorrevole. La spinta di quest’ultimo, avanzando, farà scorrere il metallo del corpo verso l’esterno, formando una nuova parete parallela a quella originale, e separata da essa da una distanza pari al raggio della testa mobile. Vedere la figura nº 1.
Per rendere questa attrezzatura multiuso, sia la piastra fissa che la testa mobile possono essere preparate per vari diametri del corpo del contenitore, come mostrato nel disegno n. 1.
La testa mobile è mossa da un cilindro pneumatico a doppio effetto, azionato da una chiave adatta con pulsante. Vedere il disegno nº 2.
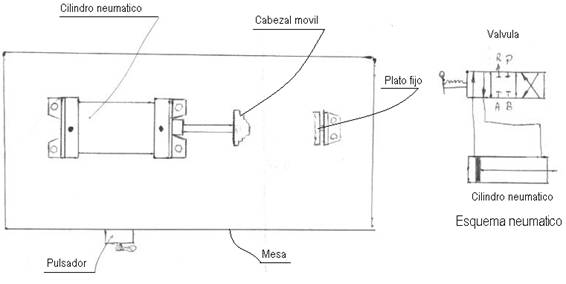
Figura n. 2: Schizzo generale dell’attrezzatura di tornitura
Il cilindro pneumatico utilizzato deve essere robusto, in modo da fornire una forza sufficiente per l’operazione, di almeno 50 mm di diametro e con una corsa inferiore alla metà dell’altezza del corpo. Vedi figura nº 3
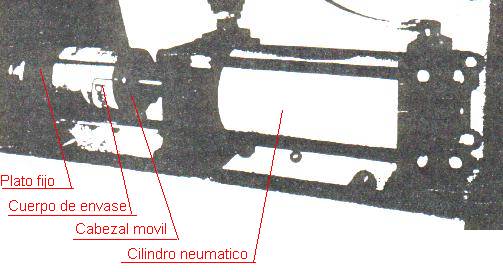
Figura n. 3: attrezzatura per la tornitura del corpo
Il set può essere montato orizzontalmente, su un tavolino, o verticalmente. In quest’ultimo caso, la piastra fissa sarà in basso, agendo come una tavola d’appoggio.
I corpi rovesciati a volte hanno leggere ondulazioni parallele alla loro base. I punti più deboli della saldatura sono alle estremità, quindi per controllare entrambi, puoi fare il doppio test, cioè capovolgere un’estremità su una piccola sezione e poi invertirla e capovolgere l’altra. La foto n. 4 mostra due corpi rovesciati con guasti di saldatura.
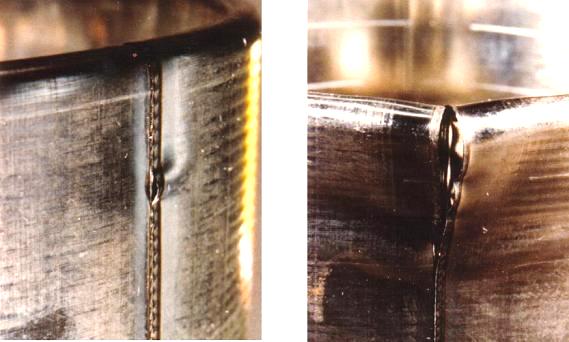
Figura n. 4: corpi rovesciati con rottura della saldatura
Il modo raccomandato per eseguire questo test è:
– Prendete 10 corpi consecutivi all’uscita della saldatrice e numerateli.
– Procedere a capovolgere i primi 5 appoggiando l’inizio della saldatura sulla piastra fissa.
– Ripetere l’operazione con i 5 rimanenti nella posizione opposta, cioè con l’estremità della saldatura sulla piastra fissa.
– Analizzare i risultati
DEFORMAZIONE
Questa è un’alternativa al test precedente, che utilizza anche uno strumento azionato pneumaticamente. Permette di lavorare la cucitura dall’interno verso l’esterno per tutta la sua lunghezza, deformando permanentemente questa zona. Se dovesse verificarsi una rottura della parete del corpo, non dovrebbe essere dovuta alla saldatura, poiché questa, se è stata fatta bene, è più resistente del resto del tubo.
L’attrezzatura necessaria, come mostrato nella figura nº 5, consiste in una base su cui l’insieme delle parti è montato orizzontalmente. L’elemento motore è un cilindro pneumatico a doppio effetto, azionato da un pulsante di sicurezza. Questo cilindro è fissato sul lato dell’estremità dello stelo a una parete verticale. Un mandrino cilindrico con un diametro leggermente inferiore a quello del contenitore si trova sul lato opposto della parete. L’asta del pistone del cilindro si muove all’interno del mandrino, portando una sfera alla sua estremità, che emerge sopra la generatrice superiore del mandrino, e si muove lungo una scanalatura fatta nel mandrino. Vedere la figura nº 5.
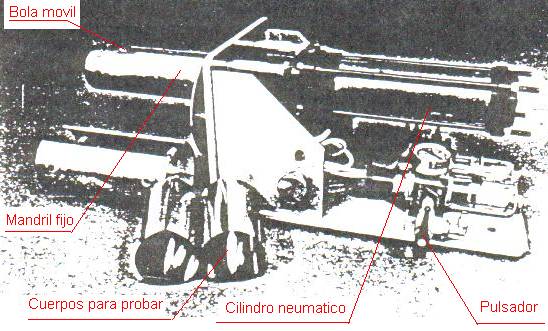
Figura n. 5: strumento di deformazione della saldatura
La procedura è la seguente:
– Prendi 5 corpi consecutivi e numerali
– Inserire ciascuno di essi nel mandrino fisso. La saldatura deve essere posizionata sopra la scanalatura del mandrino, e la sua estremità in contatto con la sfera.
– Azionare il cilindro pneumatico. La palla si muoverà lungo il mandrino spingendo la saldatura verso l’esterno e deformando questa zona.
– Rimuovere il tubo ed esaminare la striscia di saldatura.
La figura nº 6 mostra in schizzo una sezione del mandrino, con il montaggio della sfera. Il corpo non deformato si inserisce liberamente nel mandrino. Quando la sfera penetra nel corpo, lo sviluppo della forma geometrica, determinata dall’involucro della sfera più il mandrino, è maggiore dello sviluppo del corpo del contenitore, causando una deformazione permanente nella zona della cucitura.
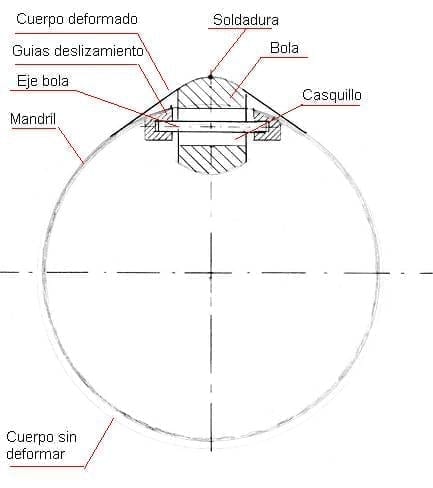
Figura n. 6: sezione trasversale dell’utensile di formatura
Nessun punto di saldatura dovrebbe apparire rotto. Quando l’altezza del corpo è maggiore della corsa del cilindro pneumatico, ripetere l’operazione su ciascuno ruotandolo di 180º, deformando così la zona di cucitura non testata.
STRAPPARE VIA
Un altro modo per controllare la qualità della saldatura è quello di staccare la cucitura dal corpo. In questo modo è possibile verificare se la resistenza è uniforme in tutti i suoi punti.
Attrezzatura necessaria:
Non sono richiesti strumenti speciali, solo il seguente materiale:
– Forbici da taglio in metallo, per fare alcune incisioni sul corpo
– Pinze per strappare la zona di saldatura
– Mandrino cilindrico. Un semplice cilindro d’acciaio sostenuto orizzontalmente ad un’estremità, montato su un banco di lavoro. Il suo diametro esterno sarà leggermente più piccolo di quello del contenitore. È usato come supporto per il corpo della barca durante lo strappo delle cuciture.
Metodo di verifica:
– Prendete 6 tubi consecutivi dal saldatore e numerateli.
– Sul fronte della saldatura tre tubi e sul retro degli altri tre procedere come segue:
o Fare, con l’aiuto delle forbici per tagliare il metallo, due incisioni a forma di triangolo su ogni lato dell’estremità della saldatura. Vedi figura nº 7, passi 1 e 2
o Piegare l’area dell’incisione, sollevandola verso l’esterno. Passo 3 della figura 7. Inserire il corpo sul mandrino di supporto, con la parte piegata verso l’interno e verso l’alto.
o Con un paio di pinze, tirare l’area tagliata nella direzione della cucitura, rispettando un angolo di tiro di circa 60º a 80º. Passo 4. La saldatura deve staccarsi nella sua interezza, cioè su tutta l’altezza del corpo. Se solo una sezione è strappata, questo indica che non è corretta.
o Esaminare la saldatura strappata e piegarla ripetutamente in diversi punti e controllare la resistenza alla rottura. Deve resistere a piegature successive senza rompersi.
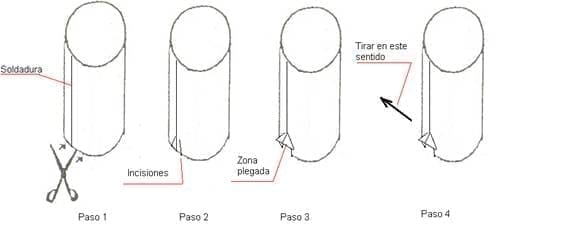
Figura n. 7: Passi per l’operazione di strappo della saldatura
Ci sono altri tipi di strumenti sul mercato, che sono progettati per eseguire lo stesso compito, ma con quelli indicati qui si può fare perfettamente.
La “burattatura” e la “deformazione” sono prove comparabili, quindi è sufficiente avere una di esse oltre alla prova di “strappo”.
 controllo della resistenza assiale e della deformazione di una lattina
controllo della resistenza assiale e della deformazione di una lattina
 Resistenza fisica dei contenitori di metallo
Resistenza fisica dei contenitori di metallo
 STABILITÀ DI PRESSIONE DELLA PIASTRA DI COMPRESSIONE SU UN’AGGRAFFATRICE
STABILITÀ DI PRESSIONE DELLA PIASTRA DI COMPRESSIONE SU UN’AGGRAFFATRICE
 MISURE DELLA DOPPIA SERRATURA
MISURE DELLA DOPPIA SERRATURA
 “LE VIRGOLE NELLA SALDATURA E IL LORO CONTROLLO MICROGRAFICO
“LE VIRGOLE NELLA SALDATURA E IL LORO CONTROLLO MICROGRAFICO
 CARICO DI VERNICE INTERNA NELLA SALDATURA ELETTRICA
CARICO DI VERNICE INTERNA NELLA SALDATURA ELETTRICA
 PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
 SALDATURA A RESISTENZA CON PULEGGE
SALDATURA A RESISTENZA CON PULEGGE
 AGGIORNAMENTI DELLA SALDATRICE
SALDATURA ELETTRICA
AGGIORNAMENTI DELLA SALDATRICE
SALDATURA ELETTRICA




0 commenti