
A soldadura eléctrica das costuras laterais dos corpos dos recipientes metálicos, juntamente com os fechos das tampas e fundos, é o ponto crítico através do qual uma lata pode vazar durante a fase de fabrico. Portanto, é necessário manter um sistema de verificação da qualidade da soldadura.
Cada vez mais, as máquinas de soldagem estão cada vez melhor equipadas com meios eficazes de controlo automático da qualidade de cada ponto de soldagem eléctrica, e são alcançados melhores padrões de união. No entanto, é bom ter alguns meios simples para testar a resistência mecânica da solda. O monitoramento regular garantirá que não haja falhas sistemáticas.
Existem várias possibilidades para realizar este controle, utilizando equipamentos simples e baratos, que podem até ser fabricados na oficina. Entre outros, vamos comentar os seguintes testes:
– Virar a solda
– Deformação da solda
– Rasgamento de solda
VOLTEO
Este teste consiste em virar o corpo soldado de cabeça para baixo, ou seja, deixar o interior da solda do lado de fora. Também é chamado o teste da “meia”, porque o recipiente é virado de dentro para fora como se fosse uma meia. O raio de curvatura utilizado no torneamento é pequeno, na ordem de 1,5 mm, pelo que os pontos de soldadura estão sujeitos a uma tensão de curvatura significativa. Se um deles estiver defeituoso, a solda sai nessa altura.
O equipamento necessário para isso é muito simples. Consiste em..:
– Uma placa fixa sobre a qual é apoiada a extremidade oposta ao corpo. Para a fixação, é feita uma ranhura no lado de trabalho da placa, em forma de circunferência com um diâmetro igual ao do corpo do recipiente.
– Uma cabeça móvel, onde a extremidade do corpo é introduzida onde começa a girar. A parede guia de entrada é ligeiramente inclinada para fácil inserção, ou seja, na forma de um cone truncado. O diâmetro da sua base coincide com o do interior do corpo e termina num arco de pequeno raio, como já dissemos, de aproximadamente 1,5 mm. Ver desenho nº 1
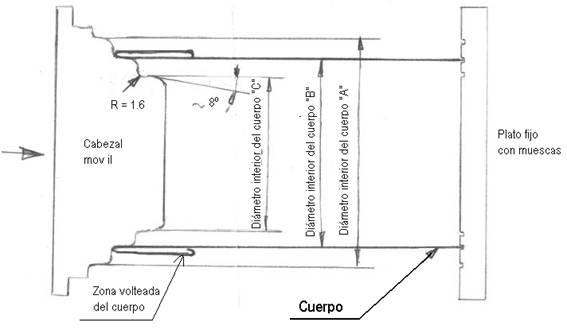
Figura nº 1: Desenho esquemático da parte activa de um equipamento de basculamento do corpo
Para o teste, uma extremidade do corpo repousa sobre o prato fixo e a outra extremidade é inserida ligeiramente na cabeça deslizante. O impulso deste último, à medida que avança, fará o metal do corpo fluir para fora, formando uma nova parede paralela à original, e separada dela por uma distância igual ao raio da cabeça em movimento. Ver figura nº 1.
Para tornar este equipamento polivalente, tanto a placa fixa como a cabeça móvel podem ser preparadas para vários diâmetros de corpo de contentor, como mostra o desenho nº 1.
A cabeça móvel é movida por um cilindro pneumático de dupla ação, acionado por uma chave adequada com botão de pressão. Ver desenho nº 2.
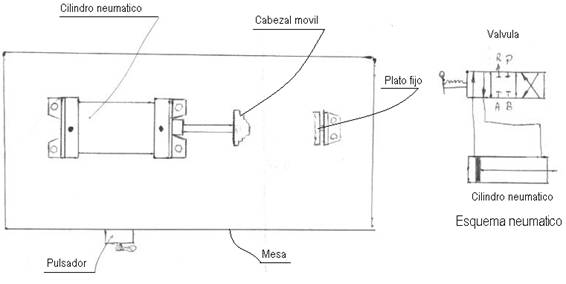
Figura nº 2: Esboço geral do equipamento de torneamento
O cilindro pneumático utilizado deve ser robusto, de modo a proporcionar força suficiente para a operação, com pelo menos 50 mm de diâmetro e com um curso inferior a metade da altura do corpo. Ver figura nº 3
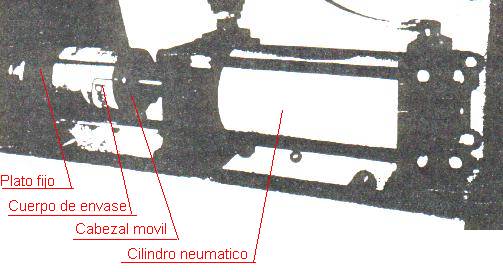
Figura nº 3: Equipamento de viragem da carroçaria
O conjunto pode ser montado horizontalmente, sobre uma pequena mesa, ou verticalmente. Neste último caso, a placa fixa estará na parte inferior, funcionando como uma mesa de apoio.
Os corpos virados para cima têm por vezes ligeiras ondulações paralelas à sua base. Os pontos mais fracos da solda estão nas extremidades, portanto, para verificar ambos, você pode fazer o teste duplo, ou seja, virar uma extremidade em uma pequena seção e depois inverter e virar a outra. A foto nº 4 mostra dois corpos derrubados com falha de solda.
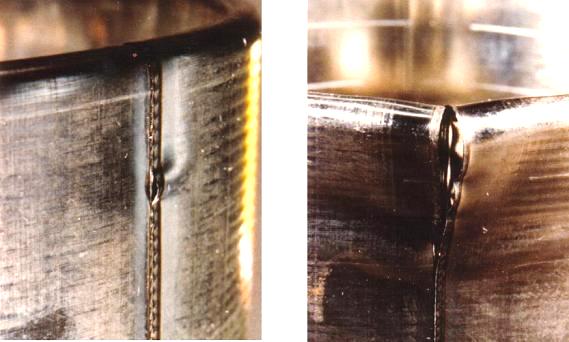
Figura nº 4: Corpos derrubados com falha de soldadura
A forma recomendada para realizar este teste é:
– Pegue 10 corpos consecutivos na saída da máquina de soldar e numere-os.
– Proceda à inversão dos primeiros 5, repousando o início da soldadura na placa fixa.
– Repetir a operação com os 5 restantes na posição oposta, ou seja, com a extremidade da solda na placa fixa.
– Analisar os resultados
DEFORMAÇÃO
Esta é uma alternativa ao teste anterior, que também utiliza uma ferramenta acionada pneumaticamente. Permite que a costura seja trabalhada de dentro para fora ao longo de todo o seu comprimento, deformando permanentemente esta área. Se ocorrer uma ruptura da parede do corpo, não deve ser devido à soldadura, uma vez que esta, se tiver sido bem feita, é mais resistente do que o resto do tubo.
O equipamento necessário, como mostra a figura nº 5, consiste em uma base sobre a qual o conjunto de peças é montado horizontalmente. O elemento motor é um cilindro pneumático de dupla ação, acionado por um botão de segurança. Este cilindro é fixado no lado da extremidade da haste a uma parede vertical. Um mandril cilíndrico com um diâmetro ligeiramente menor do que o do recipiente assenta no lado oposto da parede. A haste do cilindro se move dentro do mandril, carregando uma bola em sua extremidade, que emerge acima da geratriz superior do mandril, e se move ao longo de uma ranhura feita no mandril. Ver figura nº 5.
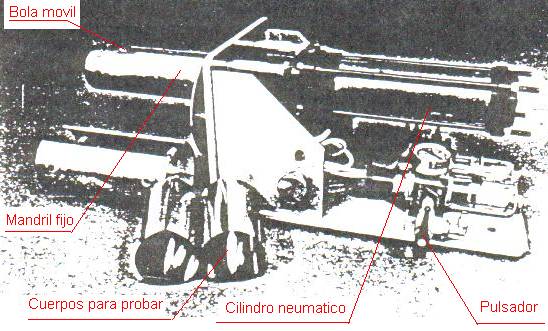
Figura nº 5: Ferramenta de soldadura de deformação
O procedimento é o seguinte:
– Pegue 5 corpos consecutivos e numere-os
– Insira cada um deles no mandril fixo. A solda deve ser posicionada sobre a ranhura do mandril, e a sua extremidade em contacto com a bola.
– Acione o cilindro pneumático. A bola irá mover-se ao longo do mandril empurrando a solda para fora e deformando esta área.
– Retirar o tubo e examinar a tira de solda.
A Figura nº 6 mostra em esboço uma seção do mandril, com a montagem da bola. O corpo não deformado encaixa solto no mandril. Quando a bola penetra no corpo, o desenvolvimento da forma geométrica, determinada pelo envelope da bola mais o mandril, é maior do que o desenvolvimento do corpo do recipiente, causando uma deformação permanente na área da costura.
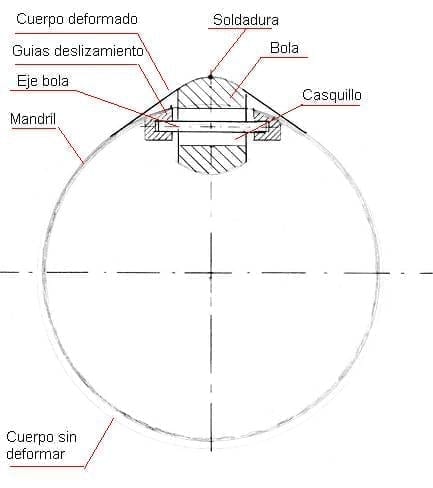
Figura nº 6: Secção transversal da ferramenta formadora
Nenhum ponto de solda deve parecer ter-se rompido. Quando a altura do corpo for maior que o curso do cilindro pneumático, repetir a operação em cada um deles girando-o 180º, deformando assim a zona de costura não testada.
TEAR OFF
Outra forma de verificar a qualidade da soldadura de costura é separando a costura do corpo. Desta forma, é possível testar se a resistência é uniforme em todos os seus pontos.
Equipamento necessário:
Não são necessárias ferramentas especiais, apenas o seguinte material:
– Tesoura de corte de metal, para fazer algumas incisões no corpo
– Alicate para rasgar a área de solda
– Mandril cilíndrico. Um simples cilindro de aço apoiado horizontalmente em uma extremidade, montado em uma bancada de trabalho. O seu diâmetro exterior será um pouco menor do que o do recipiente. É usado como suporte para o corpo do barco durante o rasgamento da costura.
Método de verificação:
– Pegue 6 tubos consecutivos do soldador e numere-os.
– Na frente dos três tubos de solda e na parte de trás dos outros três, proceder da seguinte forma:
o Faça, com a ajuda da tesoura de corte de metal, duas incisões em forma de triângulo em cada lado da extremidade da solda. Ver figura nº 7, passos 1 e 2
o Dobrar a área de incisão, levantando-a para fora. Passo 3 da figura 7. Inserir o corpo no mandril de suporte, com a parte dobrada para dentro e para cima.
o Utilizando um alicate, puxar a zona de corte na direcção da costura, respeitando um ângulo de puxar de cerca de 60º a 80º. Passo 4. A solda deve sair na sua totalidade, ou seja, sobre toda a altura do corpo. Se apenas uma secção estiver rasgada, isto indica que não está correcta.
o Examinar a solda rasgada e dobrá-la repetidamente em vários pontos e verificar a resistência à ruptura. Deve resistir a dobras sucessivas sem se partir.
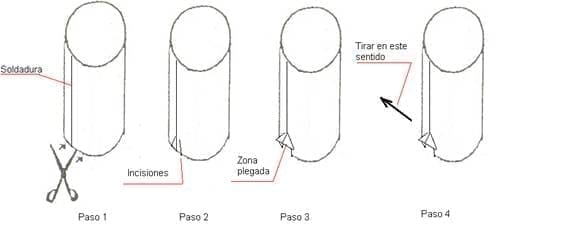
Figura nº 7: Passos para a operação de rasgamento de solda
Existem outros tipos de ferramentas no mercado, que são desenhadas para realizar a mesma tarefa, mas com as aqui indicadas você pode fazê-lo perfeitamente.
O “tombo” e a “deformação” são testes comparáveis, portanto é suficiente ter um deles, além do teste de “rasgar”.









0 Comments