
Die elektrische Verschweißung der Seitennähte der Metallbehälterkörper ist zusammen mit den Verschlüssen von Deckeln und Böden der kritische Punkt, durch den eine Dose während der Herstellungsphase undicht werden kann. Deshalb ist es notwendig, ein System zur Überprüfung der Qualität der Schweißung zu unterhalten.
Die Schweißmaschinen werden immer besser mit effektiven Mitteln zur automatischen Qualitätskontrolle jedes Punktes des elektrischen Schweißens ausgestattet, und es werden bessere Verbindungsstandards erreicht. Es ist jedoch gut, einige einfache Mittel zur Prüfung der mechanischen Festigkeit der Schweißnaht zu haben. Eine regelmäßige Überwachung stellt sicher, dass es keine systematischen Ausfälle gibt.
Es gibt mehrere Möglichkeiten, diese Kontrolle mit einfachen und kostengünstigen Geräten durchzuführen, die sogar in der Werkstatt hergestellt werden können. Unter anderem werden wir zu den folgenden Tests Stellung nehmen:
– Drehen der Schweißnaht
– Verformung der Schweißnaht
– Schweißnahtabriss
VOLTEO
Dieser Test besteht darin, den geschweißten Körper auf den Kopf zu stellen, d.h. die Innenseite der Schweißnaht außen zu lassen. Er wird auch „Sockentest“ genannt, weil der Behälter wie eine Socke umgedreht wird. Der beim Drehen verwendete Biegeradius ist klein, in der Größenordnung von 1,5 mm, und daher sind die Schweißpunkte einer erheblichen Biegebeanspruchung ausgesetzt. Wenn einer von ihnen defekt ist, löst sich die Schweißnaht an dieser Stelle.
Die dafür benötigte Ausrüstung ist sehr einfach. Es besteht aus:
– Eine feste Platte, auf der das dem Körperumschlag gegenüberliegende Ende abgestützt wird. Zur Befestigung wird auf der Arbeitsseite der Platte eine Nut in Form eines Umfangs mit einem Durchmesser, der dem des Behälterkörpers entspricht, angebracht.
– Ein beweglicher Kopf, bei dem das Ende des Körpers dort eingeführt wird, wo er zu drehen beginnt. Die Einlassführungswand ist zum leichten Einführen leicht geneigt, d.h. in Form eines Kegelstumpfes. Der Durchmesser seiner Basis fällt mit dem des Körperinneren zusammen und endet in einem Bogen mit kleinem Radius, wie wir bereits gesagt haben, etwa 1,5 mm. Siehe Zeichnung Nr. 1
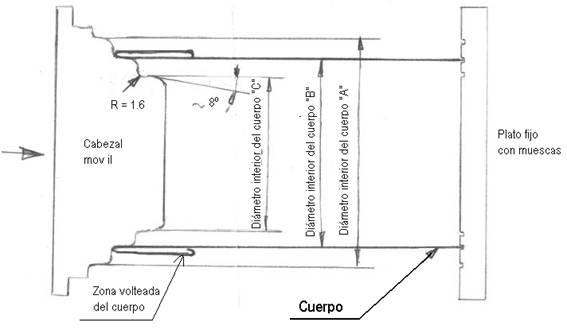
Bild Nr. 1: Schematische Zeichnung des aktiven Teils einer Karosseriedrehmaschine
Für den Test wird das eine Ende des Körpers auf die feste Platte gelegt und das andere Ende leicht in den Gleitkopf eingeführt. Der Schub des letzteren, wie es Fortschritte, wird das Metall des Körpers nach außen fließen, bilden eine neue Wand parallel zu den ursprünglichen ein, und getrennt von ihr durch einen Abstand gleich dem Radius des beweglichen Kopfes. Siehe Abbildung Nr. 1.
Um dieses Gerät vielseitig einsetzbar zu machen, können sowohl die feste Platte als auch der bewegliche Kopf für verschiedene Behälterkörperdurchmesser vorbereitet werden, wie in Zeichnung Nr. 1 gezeigt.
Der bewegliche Kopf wird durch einen doppeltwirkenden Pneumatikzylinder bewegt, der durch einen passenden Schlüssel mit Drucktaste betätigt wird. Siehe Zeichnung Nr. 2.
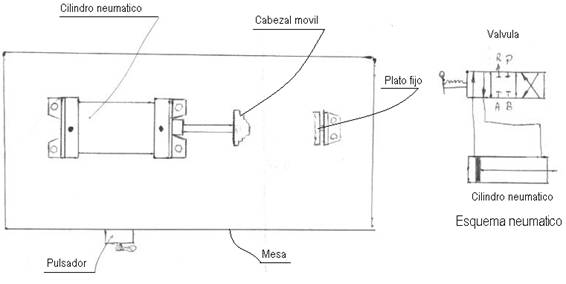
Bild Nr. 2: Übersichtsskizze der Drehvorrichtung
Der verwendete Pneumatikzylinder muss robust sein, um eine ausreichende Kraft für den Betrieb zu gewährleisten, einen Durchmesser von mindestens 50 mm haben und einen Hub von weniger als der halben Höhe des Gehäuses aufweisen. Siehe Abbildung Nr. 3
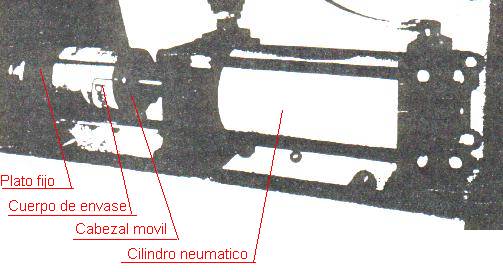
Bild Nr. 3: Karosseriedrehvorrichtung
Das Set kann horizontal, auf einem kleinen Tisch, oder vertikal montiert werden. Im letzteren Fall befindet sich die feste Platte unten und dient als Auflagetisch.
Die aufgeworfenen Körper haben manchmal leichte Wellen parallel zu ihrer Basis. Die schwächsten Punkte der Schweißnaht befinden sich an den Enden. Um beides zu prüfen, können Sie den Doppeltest durchführen, d. h. ein Ende an einem kleinen Abschnitt umdrehen und dann umdrehen und das andere Ende umdrehen. Foto Nr. 4 zeigt zwei umgestürzte Karosserien mit Schweißfehler.
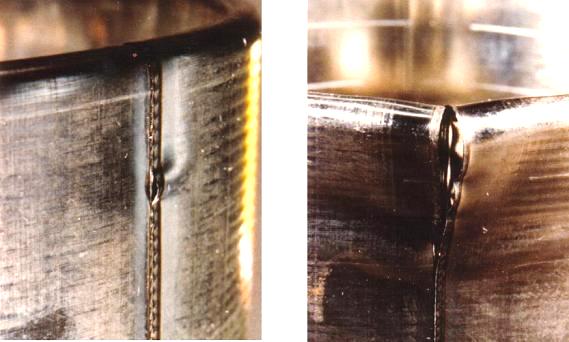
Bild Nr. 4: Umgekippte Körper mit Schweißfehler
Die empfohlene Vorgehensweise zur Durchführung dieses Tests ist:
– Nehmen Sie 10 aufeinanderfolgende Körper am Ausgang der Schweißmaschine und nummerieren Sie sie.
– Fahren Sie fort, die ersten 5 umzudrehen, indem Sie den Anfang der Schweißnaht auf die feste Platte legen.
– Wiederholen Sie den Vorgang mit den restlichen 5 in der entgegengesetzten Position, d. h. mit dem Ende der Schweißnaht auf der festen Platte.
– Analysieren Sie die Ergebnisse
DEFORMATION
Dies ist eine Alternative zum vorherigen Test, bei dem ebenfalls ein pneumatisch angetriebenes Werkzeug verwendet wird. Sie ermöglicht es, die Naht auf ihrer gesamten Länge von innen nach außen zu bearbeiten und diesen Bereich dauerhaft zu verformen. Sollte es zu einem Bruch der Gehäusewand kommen, so sollte dies nicht auf die Schweißung zurückzuführen sein, da diese, wenn sie gut ausgeführt wurde, widerstandsfähiger ist als der Rest des Rohres.
Die erforderliche Ausrüstung, wie in Abbildung Nr. 5 dargestellt, besteht aus einer Basis, auf der der Teilesatz horizontal montiert wird. Das Antriebselement ist ein doppelt wirkender Pneumatikzylinder, der durch einen Sicherheitstaster betätigt wird. Dieser Zylinder ist am Stangenende an einer senkrechten Wand befestigt. Auf der gegenüberliegenden Seite der Wand sitzt ein zylindrischer Dorn, dessen Durchmesser etwas kleiner als der des Behälters ist. Die Kolbenstange des Zylinders bewegt sich im Inneren des Dorns und trägt an ihrem Ende eine Kugel, die über die obere Mantellinie des Dorns hinausragt und sich entlang einer in den Dorn eingearbeiteten Nut bewegt. Siehe Abbildung Nr. 5.
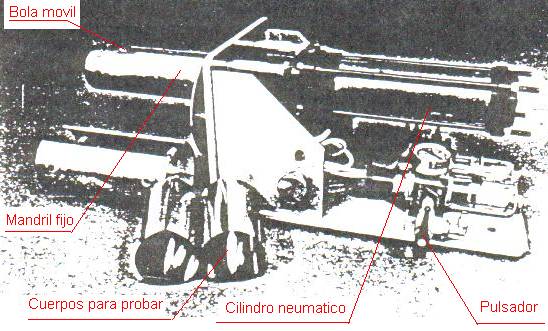
Bild Nr. 5: Verformungswerkzeug zum Schweißen
Die Vorgehensweise ist wie folgt:
– Nehmen Sie 5 aufeinanderfolgende Körper und nummerieren Sie sie
– Stecken Sie jeden von ihnen in den festen Dorn. Die Schweißnaht muss über der Nut des Dorns positioniert werden, und ihr Ende muss in Kontakt mit der Kugel sein.
– Betätigen Sie den Pneumatikzylinder. Die Kugel bewegt sich entlang des Dorns, drückt das Lot nach außen und verformt diesen Bereich.
– Entfernen Sie das Rohr und untersuchen Sie das Schweißband.
Abbildung Nr. 6 zeigt in einer Skizze einen Schnitt des Dorns mit der Montage der Kugel. Der unverformte Körper passt locker in den Dorn. Wenn die Kugel in den Körper eindringt, ist die Entwicklung der geometrischen Form, die durch die Umhüllung der Kugel plus den Dorn bestimmt wird, größer als die Entwicklung des Behälterkörpers, was eine dauerhafte Verformung im Nahtbereich verursacht.
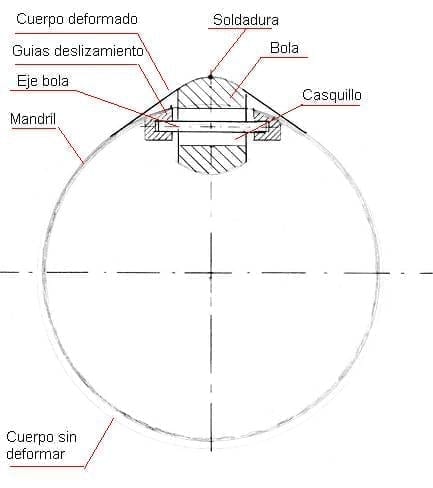
Bild Nr. 6: Querschnitt durch das Umformwerkzeug
Es sollten keine Schweißpunkte abgebrochen sein. Wenn die Höhe des Körpers größer ist als der Hub des Pneumatikzylinders, wiederholen Sie den Vorgang an jedem einzelnen, indem Sie ihn um 180º drehen und so den ungeprüften Nahtbereich verformen.
ABREISSEN
Eine weitere Möglichkeit, die Qualität der Schweißnaht zu überprüfen, ist das Lösen der Naht vom Gehäuse. Auf diese Weise kann geprüft werden, ob der Widerstand in allen seinen Punkten gleichmäßig ist.
Erforderliche Ausrüstung:
Es werden keine speziellen Werkzeuge benötigt, nur das folgende Material:
– Metallschere, um einige Einschnitte am Körper vorzunehmen
– Zange zum Abreißen des Schweißbereichs
– Zylindrischer Dorn. Ein einfacher Stahlzylinder, der an einem Ende horizontal gelagert und auf einer Werkbank montiert ist. Sein Außendurchmesser wird etwas kleiner sein als der des Behälters. Sie dient als Stütze für den Bootskörper beim Nahtaufreißen.
Verifizierungsmethode:
– Nehmen Sie 6 aufeinanderfolgende Rohre aus dem Schweißgerät und nummerieren Sie sie.
– Gehen Sie an der Vorderseite der drei geschweißten Rohre und an der Rückseite der anderen drei Rohre wie folgt vor:
o Machen Sie mit Hilfe der Metallschere zwei dreieckige Einschnitte auf jeder Seite des Schweißendes. Siehe Abbildung Nr. 7, Schritte 1 und 2
o Falten Sie den Inzisionsbereich und heben Sie ihn nach außen. Schritt 3 von Abbildung 7. Setzen Sie den Körper auf den Auflagedorn, mit dem abgekanteten Teil nach innen und oben.
o Ziehen Sie den Schnittbereich mit einer Zange in Richtung der Naht, wobei Sie einen Zugwinkel von etwa 60º bis 80º einhalten. Schritt 4. Die Schweißnaht muss sich in ihrer Gesamtheit, d.h. über die gesamte Höhe der Karosserie, lösen. Wenn nur ein Abschnitt gerissen ist, bedeutet dies, dass er nicht korrekt ist.
o Untersuchen Sie die gerissene Schweißnaht und falten Sie sie wiederholt an mehreren Stellen und prüfen Sie die Bruchfestigkeit. Sie muss aufeinanderfolgenden Faltungen standhalten, ohne zu brechen.
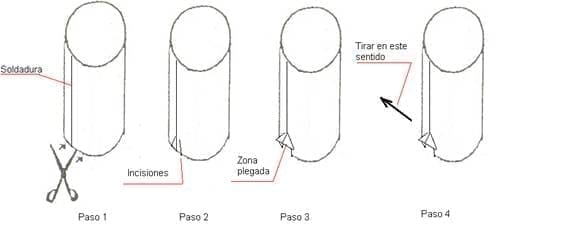
Abb. Nr. 7: Schritte zum Abreißen der Schweißnaht
Es gibt noch andere Arten von Werkzeugen auf dem Markt, die die gleiche Aufgabe erfüllen sollen, aber mit den hier angegebenen können Sie sie perfekt erledigen.
Das „Taumeln“ und die „Verformung“ sind vergleichbare Tests, so dass es ausreichend ist, einen davon zusätzlich zum „Reißen“ durchzuführen.
 KOLUMBIEN KÜNDIGT AN, DIE KUPFERPRODUKTION AUF 1OO.000 T ZU ERHÖHEN TONNEN PRO JAHR
KOLUMBIEN KÜNDIGT AN, DIE KUPFERPRODUKTION AUF 1OO.000 T ZU ERHÖHEN TONNEN PRO JAHR
 ZUSCHÜSSE FÜR DIE RICHTIGE SORTIERUNG VON GEBRAUCHTEN GETRÄNKEDOSEN
ZUSCHÜSSE FÜR DIE RICHTIGE SORTIERUNG VON GEBRAUCHTEN GETRÄNKEDOSEN
 Qualitätskontrolle bei der Herstellung von Metallbehältern
Qualitätskontrolle bei der Herstellung von Metallbehältern
 Innovative Dosenlinie der dominikanischen Brauerei
Innovative Dosenlinie der dominikanischen Brauerei
 MANUELLES DICHTHEITSPRÜFGERÄT FÜR METALLBEHÄLTER
MANUELLES DICHTHEITSPRÜFGERÄT FÜR METALLBEHÄLTER
 AUFGABEN DER QUALITÄTSKONTROLLE AN EINER 3-TEILIGEN LINIE
AUFGABEN DER QUALITÄTSKONTROLLE AN EINER 3-TEILIGEN LINIE
 MECHANISCHE EIGENSCHAFTEN DER VERPACKUNG
MECHANISCHE EIGENSCHAFTEN DER VERPACKUNG
 “ KOMMAS IN DER SCHWEISSNAHT UND IHRE MIKROGRAPHISCHE KONTROLLE
“ KOMMAS IN DER SCHWEISSNAHT UND IHRE MIKROGRAPHISCHE KONTROLLE
 INNENLACKBELASTUNG BEIM ELEKTROSCHWEISSEN
INNENLACKBELASTUNG BEIM ELEKTROSCHWEISSEN
 QUALITÄTSKONTROLLPARAMETER NACH VARIABLEN
QUALITÄTSKONTROLLPARAMETER NACH VARIABLEN




0 Kommentare