
Le presse automatiche utilizzate nella fabbricazione di coperchi o fondi standard per contenitori metallici richiedono un’attenzione particolare. La loro affidabilità dipende in gran parte dalle condizioni della stampa. Ci sono molti elementi di una pressa che possono avere un impatto negativo sulla qualità dei pezzi prodotti da essa, indipendentemente dalle condizioni dell’attrezzatura, che è un altro fattore decisivo nella produzione.
In questo caso ci concentreremo esclusivamente sulla macchina stessa, lasciando l’influenza della matrice per un altro lavoro.
MANUTENZIONE PREVENTIVA
Periodicamente è necessario verificare in profondità ognuno dei principali elementi della pressa, rilevando lo stato attuale di ognuno di essi, e in funzione di questo, stabilire le misure correttive necessarie per riportare l’elemento in perfette condizioni di lavoro e garantire così che cooperino positivamente per ottenere la qualità desiderata del prodotto.
Senza voler essere esaustivi, possiamo citare, tra gli altri, i seguenti organi di stampa che hanno un’influenza decisiva sulla qualità delle copertine:
– Le ventose devono essere in buone condizioni per mantenere il vuoto, libere da sporco, oli, umidità,… Una cattiva raccolta della striscia può generare un blocco, e l’apporto di particelle estranee (tracce di gomma, olio…) o graffi deve essere evitato in ogni momento. I bracci dell’alimentatore avranno un buon allineamento e bassi giochi per assicurare una buona alimentazione del nastro.
– Barre di alimentazione delle strisce principali e ausiliarie: devono essere ben regolate, la presenza di un allentamento eccessivo può causare imprecisioni nel movimento delle strisce, con variazioni nella rifilatura. Le dita di queste barre devono essere ben allineate in altezza e non presentare segni d’uso, che possono anche influenzare la rifilatura tra i colpi, un punto importante soprattutto nelle copertine litografiche.
– Tavolo di alimentazione: senza urti, bave, graffi,… per non danneggiare la vernice protettiva del nastro.
– Espulsori inferiori: ben allineati, sincronizzati e in buone condizioni meccaniche e con una corretta espulsione dei pezzi.
– Frizioni e freni: parti essenziali per la sicurezza e il funzionamento meccanico della pressa.
– Albero a gomiti: lo stato dei cuscinetti di supporto è essenziale, il che influenzerà i giochi. Deflessione dello stesso sotto carico.
– Carrello: Molto importante il suo parallelismo con la tavola, in modo che la matrice lavori bene, soprattutto se è guidata con colonne. Anche il suo gioco laterale, cioè lo stato delle sue code, che influenzerà la vita dello stampo.
– Sicurezza: Sia meccanica – protezioni di stampi e parti mobili – che elettrica – rilevatore di fogli doppi, vari interruttori di sicurezza – per prevenire gli incidenti.
– Tavolo di fustellatura: su di esso scorre la banda. Non deve causare graffi o danni. La precisione del taglio del punzone sul nastro dipende dal buon funzionamento del suo sistema di guide e freni.
– Uscita del tappo: scarico dei pezzi alla macchina arricciatrice ben posizionati e in buone condizioni
– Lubrificazione: Sistema ben mantenuto con tutti i punti di lubrificazione attivi e ben regolati.
ORGANIZZAZIONE DELLA MANUTENZIONE
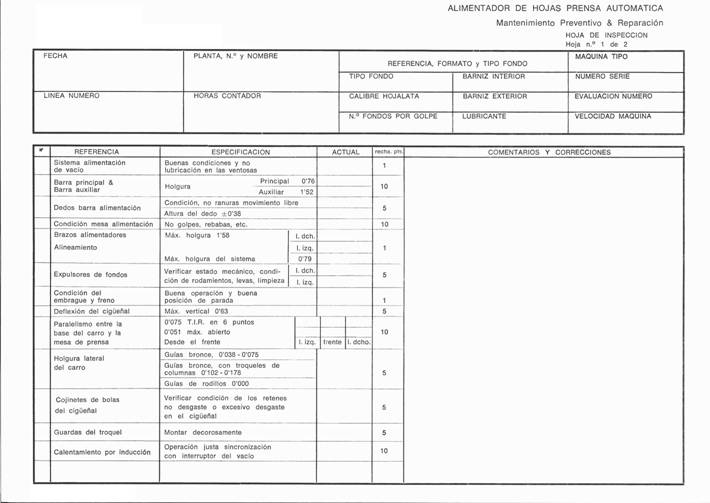
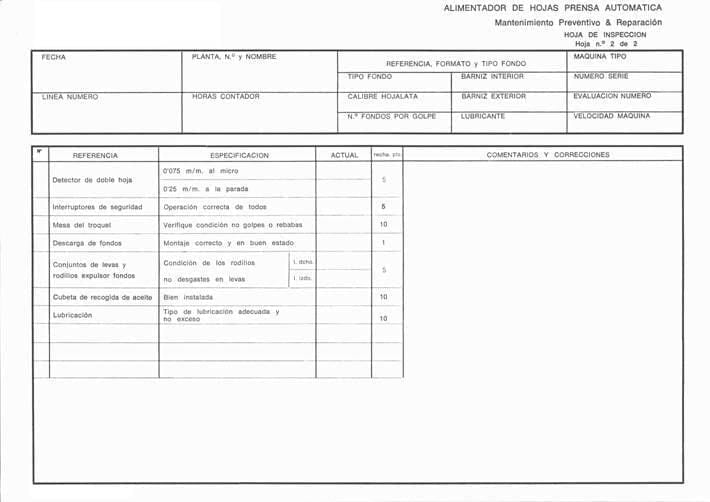
Per avere tutti questi elementi sotto controllo, la cosa migliore da fare è avere un rapporto di follow-up, dove tutti questi elementi si riflettono correttamente. Alla fine di questo lavoro, viene presentato come esempio un rapporto di questo tipo, che può essere utilizzato come guida per verificare lo stato dell’attrezzatura e da lì redigere un piano di manutenzione e riparazione della pressa.
Questo esempio presenta una serie di colonne le cui funzioni sono:
– No.: Permette di stabilire un numero d’ordine nel lavoro di controllo e serve per una successiva organizzazione dei compiti.
– Riferimento: descrive l’organo o l’elemento specifico da controllare.
– Specifica: segna le misure, le tolleranze e le condizioni da rispettare in ogni punto.
– Actual: riflette i valori effettivi presi su ogni organo.
– Punti di rifiuto: Valuta l’importanza relativa di ciascuna delle voci controllate in relazione alle altre.
– Commenti e correzioni: Spazio vuoto per scrivere le osservazioni, se necessario, in ogni caso.
Lo statere si completa con una rubrica dove si riflettono i dati dell’attrezzatura in studio, come il modello della macchina, il fondo che produce, le ore di contatore – ore lavorate -, ecc.
 PALLA MULTINAZIONALE SPONSORIZZA IL 18° CONGRESSO MONDIALE DELLE BEVANDE ACQUATICHE 2021
PALLA MULTINAZIONALE SPONSORIZZA IL 18° CONGRESSO MONDIALE DELLE BEVANDE ACQUATICHE 2021
 Manutenzione aggiornata
Manutenzione aggiornata
 AGGIORNAMENTI DELLE ATTREZZATURE
AGGIORNAMENTI DELLE ATTREZZATURE
 ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
ALIMENTAZIONE VERTICALE NELLE PRESSE DI MONTAGGIO
 TIPI DI PUGNI: PROGETTAZIONE E MANUTENZIONE
TIPI DI PUGNI: PROGETTAZIONE E MANUTENZIONE
 MANUTENZIONE PREVENTIVA DI UNO STAMPO A CAPPUCCIO
MANUTENZIONE PREVENTIVA DI UNO STAMPO A CAPPUCCIO
 COMMENTI SULLA MANUTENZIONE IN UNA FABBRICA DI IMBALLAGGI
COMMENTI SULLA MANUTENZIONE IN UNA FABBRICA DI IMBALLAGGI
 Manutenzione preventiva e riparazione in una fabbrica di imballaggi in due pezzi (DWI)
Manutenzione preventiva e riparazione in una fabbrica di imballaggi in due pezzi (DWI)
 MANUTENZIONE PREVENTIVA
MANUTENZIONE PREVENTIVA



0 Comments