
Las prensas automáticas empleadas en la fabricación de tapas o fondos estándar para envases metálicos, requieren una atención cuidada. La fiabilidad de los mismos depende en buena medida del estado de la prensa. Son muchos los elementos de una prensa que pueden incidir negativamente sobre la calidad de las piezas fabricadas por ellas, independientemente del estado del utillaje, que es otro factor decisivo en la fabricación.
En este caso nos centraremos exclusivamente en la maquina en sí, dejando para otro trabajo la influencia del troquel.
MANTENIMIENTO PREVENTIVO
Periódicamente se requiere verificar en profundidad cada uno de los elementos principales de la prensa, detectando cual es el estado actual de cada uno, y en función del mismo establecer las medidas correctoras necesarias para volver a dejar dicho elemento en perfectas condiciones de funcionamiento y así asegurar que cooperan postizamente al fin de obtener la calidad deseada del producto.
Sin ánimo de ser exhaustivos, podemos citar entre otros los siguientes órganos de la prensa que actúan decisivamente sobre la calidad de las tapas:
– Sistema de alimentación o cogida de tiras desde el almacén: Las ventosas deben estar en buenas condiciones para mantener el vacío, exentas de suciedad, aceites, humedad,…Una mala recogida de la tira puede generar un atranque, y debe evitarse en todo momento la aportación de partículas extrañas (trazas de caucho, aceite…) o rayas. Los brazos alimentadores presentaran una buena alineación y escasas holguras para garantizar una buena alimentación de la banda.
– Barras principal y auxiliar de alimentación de tiras: Tienen que estar bien ajustadas, la presencia de holguras excesivas puede provocar imprecisiones en el desplazamiento de las bandas, con variaciones en el recorte. Los dedos de estas barras deben estar bien alineados en altura y no presentar marcas de uso, que pueden afectar también al recorte entre golpe y golpe, punto importante sobre todo en tapas litografiadas.
– Mesa de alimentación: No presentará golpes, rebabas, rayas,… para no dañar el barniz de protección de la banda.
– Expulsores de fondos: Bien alineados, sincronizados y en buenas condiciones mecánicas y consiguiendo una correcta eyección de las piezas.
– Embragues y freno: Piezas esenciales para la seguridad y funcionamiento mecano de la prensa.
– Cigüeñal: Fundamental el estado de los cojinetes de apoyo, que incidirá en holguras. Deflexión del mismo en carga.
– Carro: Muy importante su paralelismo con la mesa, para que el troquel trabaje bien, sobe todo si es guiado con columnas. Así mismo su holgura lateral, es decir el estado de sus colas, que repercutirá sobre la vida del troquel.
– Seguridades: Tanto las mecánicas – guardas del troquel y piezas en movimiento -, como las eléctricas – detector de hoja doble, interruptores diversos de seguridad – para prevenir accidentes.
– Mesa de corte del troquel: Sobre ella desliza la banda. No debe aportar rayas ni daños a la misma. De su buen funcionamiento de su sistema de guías y frenos dependerá la precisión de corte del punzón sobre la tira.
– Salida de tapas: Descarga de piezas a la rizadora bien posicionada y en buen estado
– Lubricación: Sistema bien mantenido y con todos los puntos de engrase activos y bien regulados
ORGANIZACIÓN DEL MANTENIMIENTO
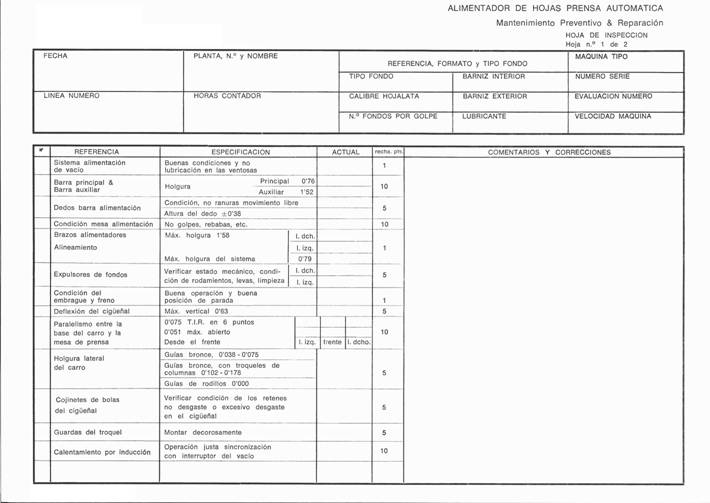
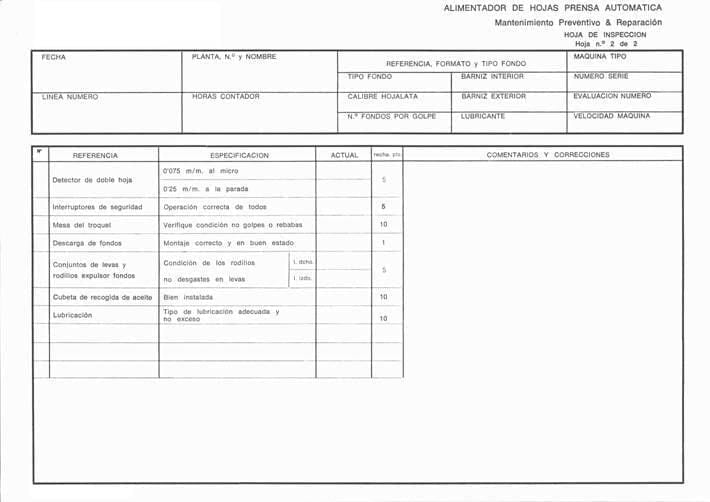
Para tener todos estos elementos bajo control, lo mejor es disponer de un estadillo de seguimiento, donde se reflejen todos ellos de forma adecuada. Al final de este trabajo se presenta un estadillo de este tipo como ejemplo, que puede servir de guía para realizar la verificación del estado del equipo y a partir de él poder trazar un plan de mantenimiento y reparación de la prensa.
En este ejemplo se presentan una serie de columnas cuyas funciones son:
– Nº: Permite establecer un número de orden en el trabajo de chequeo y sirve para una organización posterior de las tareas.
– Referencia: Describe el órgano o elemento concreto a comprobar.
– Especificación: Marca las medidas, tolerancias y condiciones a cumplir en cada punto.
– Actual: En ella se refleja los valores reales tomados sobre cada órgano.
– Rechazo puntos: Evalúa la importancia relativa de cada uno de los puntos verificados con relación a los demás.
– Comentarios y correcciones: Espacio en blanco para anotar las observaciones que proceda en cada caso.
El estadillo se completa con un encabezamiento donde se reflejan los datos del equipo en estudio, como modelo de maquina, fondo que produce, horas de contador – horas trabajadas-, etc.
 Mantenimiento al día
Mantenimiento al día
 TROQUEL PARA FONDOS
TROQUEL PARA FONDOS
 ALIMENTACIÓN VERTICAL EN PRENSAS PARA EMBUTICIÓN
ALIMENTACIÓN VERTICAL EN PRENSAS PARA EMBUTICIÓN
 TIPOS DE PUNZONES: DISEÑO Y MANTENIMIENTO
MANTENIMIENTO PREVENTIVO DE UN TROQUEL DE TAPAS
TIPOS DE PUNZONES: DISEÑO Y MANTENIMIENTO
MANTENIMIENTO PREVENTIVO DE UN TROQUEL DE TAPAS
 COMENTARIOS SOBRE EL MANTENIMIENTO EN UNA FABRICA DE ENVASES
COMENTARIOS SOBRE EL MANTENIMIENTO EN UNA FABRICA DE ENVASES
 Mantenimiento Preventivo y Reparación en una fabrica de envases «dos piezas» (DWI)
Mantenimiento Preventivo y Reparación en una fabrica de envases «dos piezas» (DWI)
 MANTENIMIENTO PREVENTIVO
MANTENIMIENTO PREVENTIVO




buenos días, solicito una visita para la revision y cotizacion de la reparacion de una prensa cincinati de 115 toneladas, en la CDMX.
COTIZACION PARA UNA PRENSA HIDRAULICA DENISON HYDRAULICS