INTRODUCCIÓN
La calidad final de una tapa, sea cual sea su destino: esbozo para tapas de fácil apertura, fondo convencional, etc, depende de tres factores:
– 1º .-Material consumido
– 2º.- Utillaje empleado
– 3º.- Equipo utilizado
En este trabajo nos centraremos en el punto 2º, aunque solo desde la perspectiva de la necesidad de mantener en las condiciones idóneas de funcionamiento el troquel que produce dichas tapas. No entraremos por tanto en los aspectos de su diseño y construcción, que son también vitales.
Ya hemos tratado en otro trabajo de esta Web el tema del mantenimiento de un troquel para tapas. Remitimos a nuestro lector al artículo:
En la segunda parte del mismo, se describe el procedimiento a aplicar para realizar el mantenimiento de un troquel de tapas. En verdad el presente trabajo es una continuación del ya mencionado, y lo que se propone es facilitar la ayuda necesaria para plasmar en documentos adecuados la realización de este mantenimiento.
LISTA DE CHEQUEO
Para reflejar los resultados de las operaciones de mantenimiento descrita en “Uso de un troquel de tapas”, se debe disponer de una lista de chequeo con las especificaciones y tolerancias a respetar en cada caso, y unas columnas en blanco para ir anotando los valores y situaciones reales del troquel. Esto se materializa en un cuadro comúnmente denominado “Lista de chequeo” – “Chech list”- .
La forma más sencilla de desarrollar una “lista de chequeo” es poner un ejemplo, por ello, a continuación reflejamos un caso concreto de este documento para un troquel usado en la fabricación de tapas convencionales. Hemos seleccionado uno del tipo guiado con columnas, de doble punzón, que es lo más frecuente. Este documento consta de dos partes:
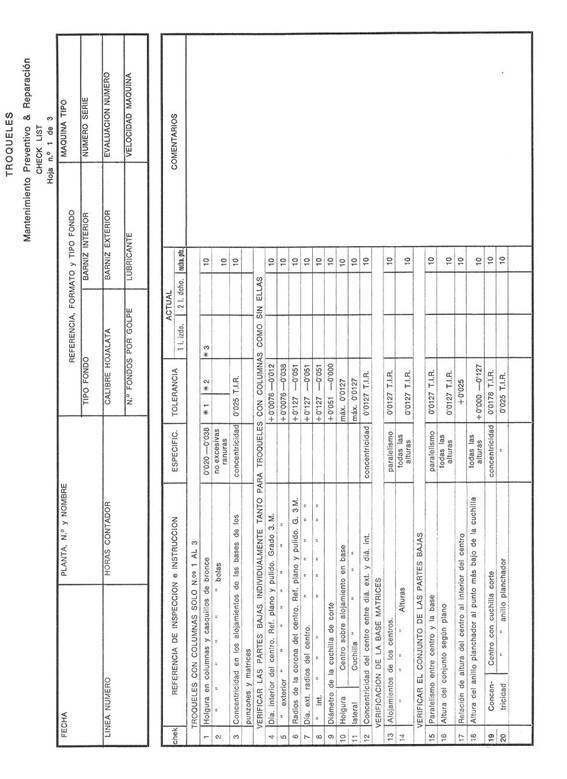
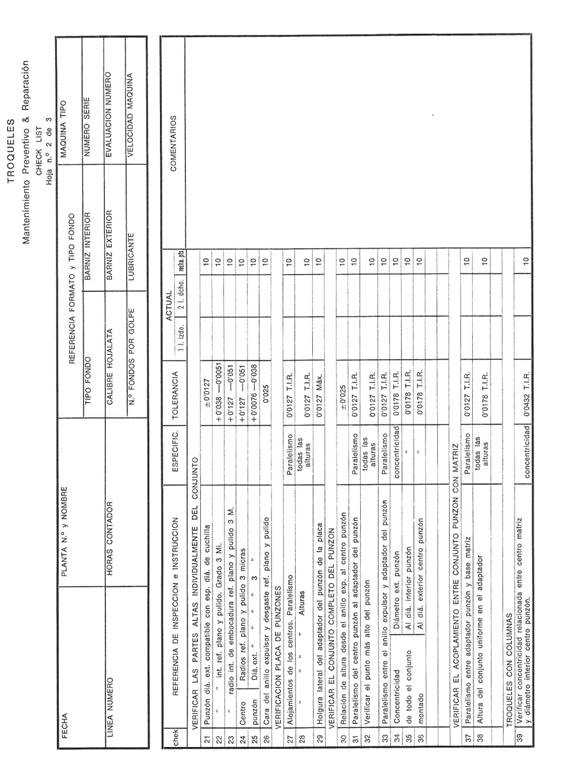
1ª.- Un cuadro, desarrollado en dos páginas, donde se expresa:
A.- Una serie de casillas para anotar los datos generales: fecha, planta de fabricación, línea, datos de las tapas, etc.
B.- La lista de chequeo propiamente dicha, donde en diferentes columnas se reflejan los datos de partida y otras en blanco para las anotaciones de los valores reales. Entre los datos de partida se indican:
– “Referencia de inspección e instrucción”, es decir la parte a verificar y que se a de verificar.
– Las especificaciones correspondientes al caso
– Sus tolerancias
En las columnas en blanco se anotan los valores para cada uno de los dos punzones y sus comentarios.
Ver las dos páginas siguientes.
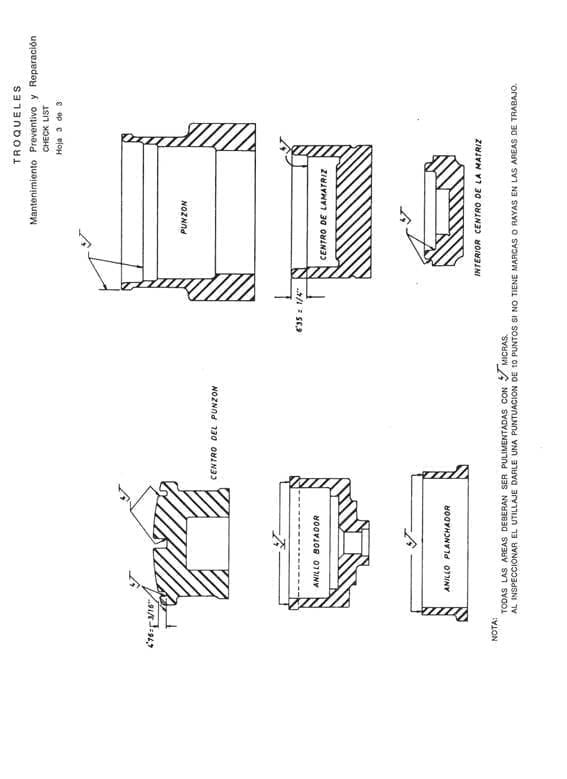
2ª.- Unos dibujos de las piezas básicas del troquel, cuyas terminaciones superficiales inciden directamente sobre la tapa a obtener. En estos dibujos se anota, sobre las superficies críticas, el grado de acabado que deben de presentar. Ver dibujo siguiente:
 Mecánico de Mantenimiento con experiencia en el proceso de embutición metálico; hojalata o aluminio
Mecánico de Mantenimiento con experiencia en el proceso de embutición metálico; hojalata o aluminio
 TROQUEL PARA FONDOS
TROQUEL PARA FONDOS
 DEFECTOS Y SOLUCIONES: TROQUELADO DE TAPAS
DEFECTOS Y SOLUCIONES: TROQUELADO DE TAPAS
 TIPOS DE PUNZONES: DISEÑO Y MANTENIMIENTO
TIPOS DE PUNZONES: DISEÑO Y MANTENIMIENTO
 TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
 COMENTARIOS SOBRE EL MANTENIMIENTO EN UNA FABRICA DE ENVASES
COMENTARIOS SOBRE EL MANTENIMIENTO EN UNA FABRICA DE ENVASES
 MANTENIMIENTO PREVENTIVO DE PRENSAS AUTOMÁTICAS
MANTENIMIENTO PREVENTIVO DE PRENSAS AUTOMÁTICAS
 Mantenimiento Preventivo y Reparación en una fabrica de envases «dos piezas» (DWI)
Mantenimiento Preventivo y Reparación en una fabrica de envases «dos piezas» (DWI)
 MANTENIMIENTO PREVENTIVO
MANTENIMIENTO PREVENTIVO




0 comentarios