
INTRODUÇÃO
A qualidade final de uma tampa, qualquer que seja o seu destino: rascunho para tampas de fácil abertura, fundo convencional, etc., depende de três factores:
– 1º -Material consumido
– 2º – Ferramentas utilizadas
– 3º – Equipamento utilizado
Neste trabalho vamos focar o 2º ponto, embora apenas na perspectiva da necessidade de manter o molde que produz estas tampas em condições ideais de funcionamento. Não vamos entrar nos aspectos de design e construção, que também são vitais.
Já lidamos com a manutenção de um molde de boné em outra obra desta web. Nós encaminhamos o nosso leitor para o artigo:
Na segunda parte, é descrito o procedimento a ser aplicado para a manutenção de um molde de tampa. Na verdade, o presente trabalho é uma continuação do acima mencionado, e o que se propõe é fornecer a ajuda necessária para traduzir em documentos apropriados a realização dessa manutenção.
LISTA DE VERIFICAÇÃO
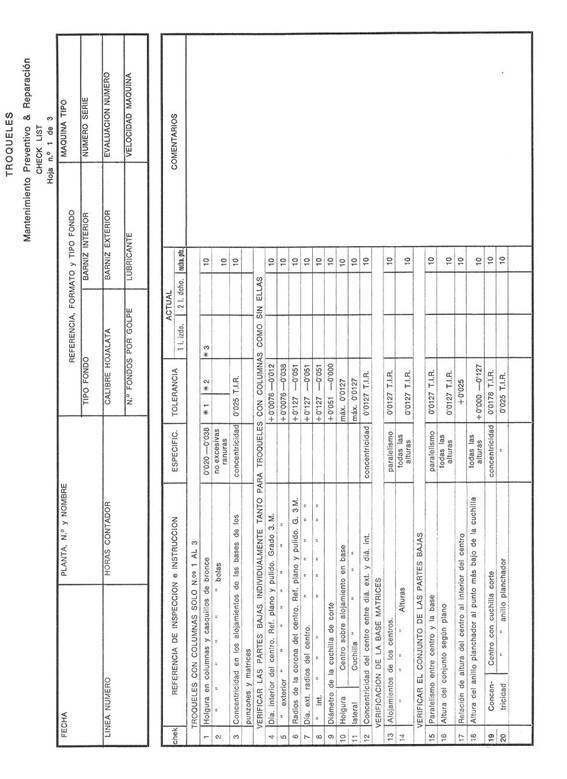
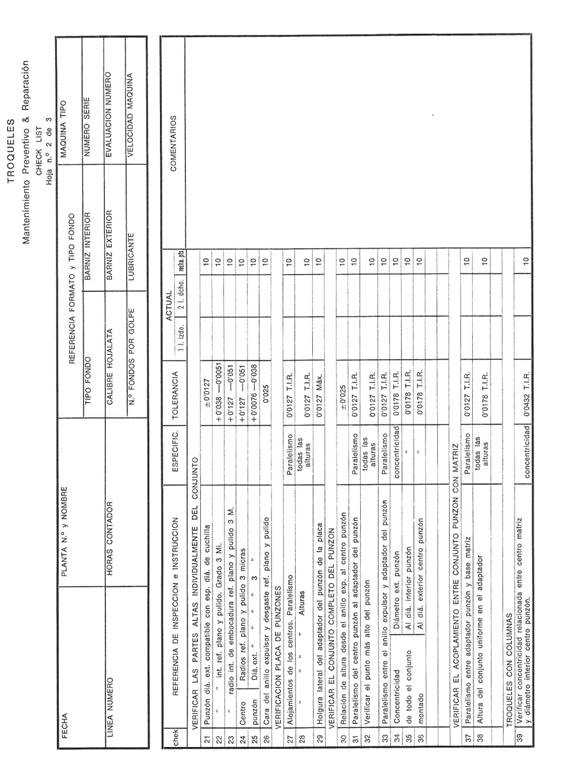
A fim de refletir os resultados das operações de manutenção descritas em “Utilização de um molde de tampa”, uma lista de verificação deve estar disponível com as especificações e tolerâncias a serem respeitadas em cada caso, e colunas em branco para anotar os valores e situações reais do molde. Isto toma a forma de um gráfico comumente referido como uma “lista tcheca”.
A maneira mais fácil de desenvolver uma “lista de verificação” é dar um exemplo, por isso aqui está um caso concreto deste documento para um molde utilizado no fabrico de tampas convencionais. Selecionamos um do tipo guiado com colunas, com duplo soco, que é o mais freqüente. Este documento é composto de duas partes:
1ª.- Uma tabela, desenvolvida em duas páginas, onde é expressa:
R.- Uma série de caixas para anotar os dados gerais: data, planta de fabricação, linha, dados da tampa, etc.
B.- A própria lista de verificação, onde os dados iniciais são refletidos em diferentes colunas e outras colunas em branco para as anotações dos valores reais. Entre os dados iniciais, estão indicados:
– Referência de inspeção e instrução”, ou seja, a peça a ser verificada e a ser verificada.
– As especificações para o caso
– As suas tolerâncias
Nas colunas em branco são anotados os valores para cada um dos dois socos e seus comentários.
Veja as próximas duas páginas.
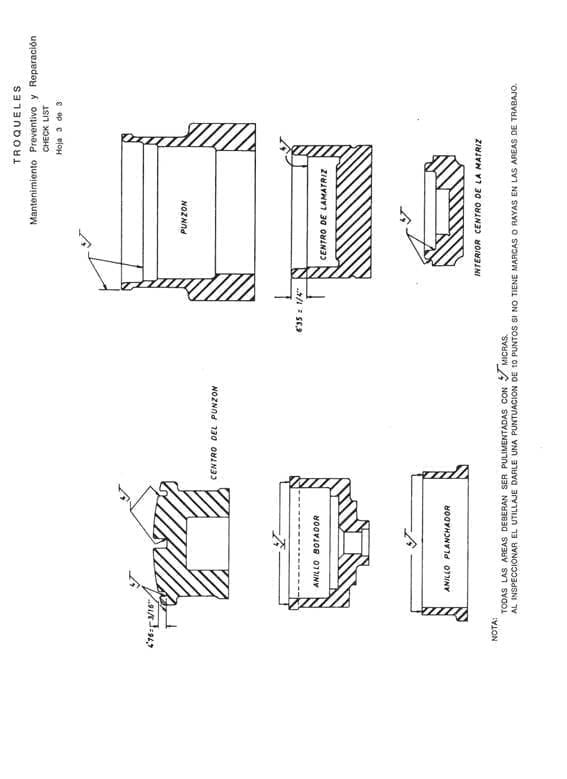
2ª.- Desenhos das peças básicas do coto, cujos acabamentos superficiais afectam directamente a cobertura a obter. Nestes desenhos, o grau de acabamento que eles devem ter é anotado nas superfícies críticas. Veja o seguinte desenho:
 Manutenção atualizada
Manutenção atualizada
 Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
 TIPOS DE SOCOS: DESIGN E MANUTENÇÃO
TIPOS DE SOCOS: DESIGN E MANUTENÇÃO
 PROCESSO DE FABRICAÇÃO DE UMA TAMPA DE FÁCIL ABERTURA
PROCESSO DE FABRICAÇÃO DE UMA TAMPA DE FÁCIL ABERTURA
 MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
 COMENTÁRIOS SOBRE MANUTENÇÃO EM UMA FÁBRICA DE EMBALAGENS
COMENTÁRIOS SOBRE MANUTENÇÃO EM UMA FÁBRICA DE EMBALAGENS
 MANUTENÇÃO PREVENTIVA DE PRENSAS AUTOMÁTICAS
MANUTENÇÃO PREVENTIVA DE PRENSAS AUTOMÁTICAS
 Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
Manutenção e Reparação Preventiva numa fábrica de embalagens de duas peças (DWI)
 MANUTENÇÃO PREVENTIVA
MANUTENÇÃO PREVENTIVA



0 Comments