
Non si tratta di dettagliare tutti i difetti possibili nella fustellatura dei tappi, il che sarebbe illimitato, ma di enunciare i più tipici, rilevabili dall’osservazione, che suppongono un difetto grave che può avere trascendenza nell’uso di questi tappi, e che sono fondamentalmente legati all’operazione di fustellatura.
Per essere chiari su ciò a cui ci riferiamo, designiamo nel disegno nº 1 i nomi che useremo per i punti interessati del coperchio.
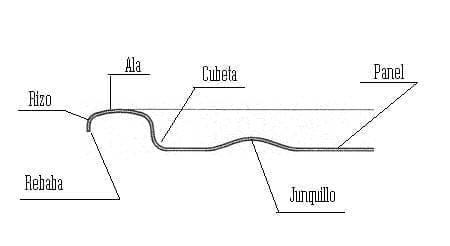
Disegno n. 1: Designazione dei punti chiave su un coperchio.
Elenchiamo anche le diverse parti di un dado con i loro nomi corrispondenti, per evitare confusione nelle denominazioni di queste parti nei commenti seguenti. Nel disegno nº 2 mostriamo in modo molto schematico la sezione di una matrice e la numerazione delle sue parti.
Disegno n. 2: sezione schematica di uno stampo con le parti che lo formano.
1.- Portapunzoni 6.- Lama
2.- Punzone 7.- Anello da stiro
3.- Spessorazione del punzone 8.- Centro della matrice
4.- Espulsore o anello espulsore 9.- Centro della matrice interna
5.- Centro di punzonatura 10.- Centro di punzonatura o rifilatura
11.- Ragno
1º.- REBABAS
Sul bordo esterno del ricciolo possono apparire delle bave. Questo difetto impedisce una buona chiusura del coperchio e riduce la durata delle routine della prima operazione di chiusura.
Origine:
La bava è causata da un taglio difettoso del materiale. Coinvolge il punzone e la lama dello stampo di produzione.
Cause e soluzioni:
– R: Se la matrice è del tipo “air mount” – cioè senza colonne guida – il problema può derivare da un cattivo montaggio del gruppo punzone e matrice. Non sono stati montati sulla pressa correttamente allineati e centrati. È necessario ripetere il montaggio, controllando attentamente la sua centratura. Se l’utensile è guidato, difficilmente sarà a causa di questo problema, se la matrice è stata regolata correttamente in officina.
– B: Cattive condizioni del labbro del punzone. Il tuo tagliente potrebbe essere consumato. La manutenzione è necessaria. Vedere il lavoro:
– Punzoni: costruzione e manutenzione
– C: Il tagliente della lama si è arrotondato a causa dell’eccessiva usura dopo un lungo periodo di funzionamento. Devono essere revisionati o sostituiti. Vedere il lavoro:
– D: Bloccaggio errato della banda stagnata – o di altro materiale – da parte del piedino di bordatura – chiamato anche trimmer. Controllare lo stato delle sue molle – o O-ring se è pneumatico – assicurandosi che la sua pressione al momento del taglio sia uniforme e sufficiente.
2º.- ALLUNGAMENTO AL RICCIOLO O AL BORDO DELL’ALA.
Allungamento non uniforme dell’altezza del ricciolo. Questo difetto si verifica più frequentemente nei piani rettangolari. Causa differenze nell’altezza del gancio inferiore alla chiusura.
Origine:
Durante la fustellatura di copertine e fondi, la spugna è sottoposta a sollecitazioni di stiramento non uniformi.
Cause e soluzioni:
– R: Sforzo eccessivo dell’anello di stiratura. Controllare la regolazione e lo stato del sistema di pressione inferiore – “spider” -. La pressione può essere esercitata da molle, elastici o reumaticamente.
– B: Cattive condizioni dell’interno del labbro del punzone. Controllare se il raggio interno dello stesso è adeguato tutto intorno e se è sufficientemente lucido.
– C: Errata ceratura o lubrificazione del materiale. Controlla la tua distribuzione.
3º.- RUGHE NEL RICCIOLO
Increspature e/o pieghe nel ricciolo esterno della parte superiore/inferiore. Queste rughe possono apparire quando si chiude
Origine:
Il materiale non è adeguatamente controllato in questa zona durante la fustellatura delle coperture e dei fondi.
Cause e soluzioni:
– R: La pressione trasmessa dall’anello di stiratura è insufficiente. Controllare la regolazione e lo stato del sistema di pressione inferiore – “spider” -. La pressione può essere esercitata da molle, elastici o reumaticamente.
– B: L’angolo della superficie di lavoro dell’anello di stiratura non è corretto e non corrisponde ai gradi del labbro del punzone. Controllare che entrambe le parti abbiano la stessa angolazione e che rientrino nelle specifiche.
– C: Eccessiva ceratura o lubrificazione del materiale. Verifica la tua applicazione
4º – ROTTURE NEL RICCIOLO
Crepe sul bordo della flangia del coperchio. Pericolo di perdite al sigillo del contenitore
Origine:
Le origini possono essere diverse, legate all’errato tipo di materiale utilizzato o all’impropria regolazione dello stesso nel suo scorrimento durante la fustellatura dei tappi.
Cause e soluzioni:
– A: Forza eccessiva dal sistema di pressione inferiore – “ragno” – dovuta a un’eccessiva rigidità o regolazione dei mezzi elastici utilizzati: molle, gomme, aria compressa. Questa pressione deve essere ridotta.
– B: La superficie di lavoro dell’anello di stiratura non è molto liscia. Lucidare.
C: Interno del labbro del punzone in cattive condizioni. Il tuo raggio può essere piccolo. Revisionare, portare entro le specifiche e lucidare lo stesso
– D: Raggio esterno del centro della matrice rada. Rifare e lucidare.
– E: Eccesso di spessore della banda stagnata. Cambiare il materiale
– F: Eccesso di tempera nella banda stagnata. Cambiare il materiale
– G: Presenza di bave nel taglio. Vedere il punto nº 1
– H: Presenza di piccole rughe nel ricciolo. Vedere il punto nº 3
5º.-FRATTURE NELLA ZONA DELLA CIOTOLA
Crepe o strappi nella parete del trogolo, nel raggio o nell’area adiacente. Genera difficoltà nell’aggraffatrice e perdite nella chiusura
Origine
Anche in questo problema ci possono essere diverse origini, legate alla qualità della banda stagnata e alla costruzione della matrice.
Cause e soluzioni:
– R: Eccesso di tempera nella banda stagnata per il disegno previsto. Cambiare il materiale
– B: Eccesso di spessore della banda stagnata, che non le permette di scorrere tra i pezzi della matrice. Cambiare il materiale.
– C: Difetto di gioco tra il diametro centrale del punzone e il diametro del foro centrale della matrice. Può essere dovuto a uno spessore eccessivo della banda stagnata o a una cattiva progettazione dello stampo.
– D: Raggio interno del centro dello stampo piccolo, mal lucidato o danneggiato – segni, piccole scalfitture, ecc. -. Revisionare o rifare questo raggio o sostituire il pezzo.
– E: Mancanza di spazio sufficiente tra le parti che formano le perline e i gradienti – all’interno dei centri del punzone e della matrice – che impediscono lo scorrimento regolare del materiale. Verificare il design, le misure e il grado di lucidatura di queste parti.
– F: Piccoli raggi nelle parti che formano le perle e i gradienti, dovuti a una progettazione o a una lavorazione inadeguata. Controllare e correggere.
6º.- BORDO DEL RICCIOLO SOLLEVATO
L’arricciatura del coperchio non è verticale, presentando un certo angolo di inclinazione verso l’esterno. Induce problemi nel gancio del coperchio alla chiusura.
Origine:
Per vari motivi, il gioco tra il lato interno del labbro del punzone e il lato esterno del centro della matrice è eccessivo.
Cause e soluzioni:
– A: Basso spessore della banda stagnata. Cambiare il materiale
– B: Il diametro esterno del centro dello stampo è sottodimensionato a causa dell’usura, della lavorazione o di un errore di progettazione. Sostituire il pezzo.
– C: Grande diametro interno del labbro del punzone a causa di misure di usura o di un difetto di lavorazione o di progettazione. Procedere con la manutenzione.
– D: Scarsa carriera di stampa. Ci sarebbe anche una carenza di altezza del trogolo e di gradienti. Regolare la corsa del carrello della pressa.
7º.- DIFFERENZA DI ALTEZZA
Presenza di aree nel ricciolo e nella ciotola con un’altezza diversa dal resto nello stesso coperchio. Colpisce la chiusura
Origine:
Varie, relative alla condizione della pressa, alla regolazione dello stampo e alla condizione della matrice.
Cause e soluzioni:
– A: Mancanza di parallelismo tra la faccia del carrello e la tavola della pressa. Applicare il programma di manutenzione sulla pressa.
– B: Sollecitazione ineguale esercitata dall’anello di pressione. Può essere causato da diverse ragioni:
o Differenze di equidistanza tra la base dell’anello di stiratura e la sua superficie di lavoro, cioè il diametro della base del tronco di cono della superficie di lavoro di questo pezzo non è parallelo a quello della base di questo pezzo. Controllare e rifare il parallelismo
o La superficie di lavoro dell’anello di stiratura è irregolare, parzialmente sporca, graffiata o usurata…Rilucidare.
o Aste “ragno” a pressione con leggere differenze di altezza, piegate, battute, ecc. Anche perché uno di essi si è allentato nel suo alloggiamento. Elimina i difetti e rettifica tutti alla stessa dimensione con precisione.
– C: Carenza nel pugno come:
o Il punzone non è quadrato con la sua piastra di base, o il suo posizionamento sulla piastra di base non è corretto a causa di bave, sporco, ecc. Controllare e correggere
o Il raggio del labbro del punzone non è uniforme su tutto il perimetro del punzone. Rifare la radio.
– D: Errori di assemblaggio o di lavorazione delle parti, come ad esempio:
o Mancanza di concentricità tra il diametro interno del labbro del punzone e il diametro esterno del centro della matrice. Determinate l’origine del difetto – che può provenire da queste parti o dai loro alloggiamenti – e correggetelo.
o Variazione del gioco tra la parete esterna del centro del punzone e la faccia interna del labbro del punzone. Cioè, il centro del punzone non è concentrico con la faccia interna del labbro del punzone. Determinare la fonte del difetto e correggere.
– E: Diversi fattori come:
o Lubrificazione non uniforme
o Variazione dello spessore del materiale: Banda stagnata o altri.
 Fustellatura della banda stagnata
Fustellatura della banda stagnata
 I prezzi della banda stagnata aumentano del 16%.
I prezzi della banda stagnata aumentano del 16%.
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 DIFETTI DI SUPERFICIE DELLA BANDA STAGNATA
DIFETTI DI SUPERFICIE DELLA BANDA STAGNATA
 TIPI DI PUGNI: PROGETTAZIONE E MANUTENZIONE
TIPI DI PUGNI: PROGETTAZIONE E MANUTENZIONE
 LAME PER STAMPI
LAME PER STAMPI
 FUSTELLA SPECIALE PER SFONDI CON RICCIOLO INCORPORATO
FUSTELLA SPECIALE PER SFONDI CON RICCIOLO INCORPORATO
 CONTROLLO DEL TAPPO NEGLI STAMPI
CONTROLLO DEL TAPPO NEGLI STAMPI
 DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE
DETERMINAZIONE DEL CUT-OFF DI UNA CALOTTA INFERIORE



0 Comments