
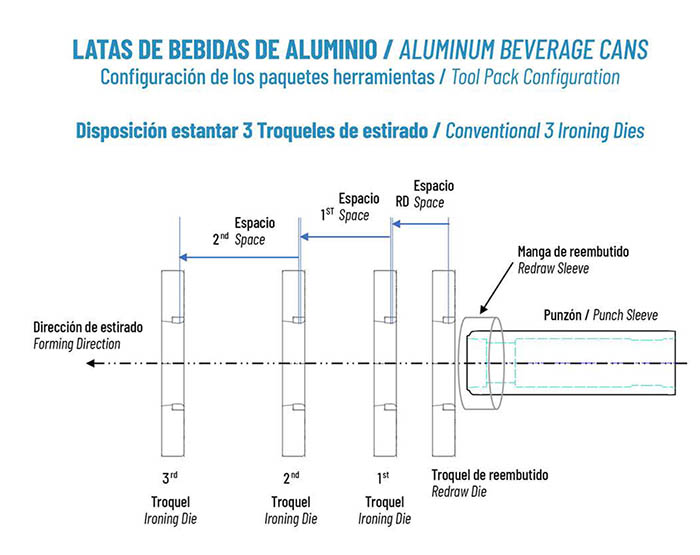
Il pacchetto di utensili utilizzato per la formatura del corpo in una carrozzeria può avere vari tipi di configurazioni.
La configurazione più comunemente usata nell’industria è un Redraw Die e tre 3 Ironing Dies, dove ognuno di questi stampi è alloggiato nel proprio Die Holder.
In questo tipo di configurazione è previsto che l’alluminio metallico non lavori su 2 matrici di stiratura allo stesso tempo, evitando così un effetto di prova di trazione che potrebbe portare il materiale al suo ultimo sforzo di trazione (UTS) e a sua volta fratturare il materiale.
Il Redraw Die è necessario per eseguire un processo di dimensionamento, dove l’ispessimento del metallo durante l’operazione di ridisegno è controllato dal gioco tra il punzone e il Redraw Die, avviando il controllo della variazione dello spessore della parete superiore.

Prima e seconda matrice di disegno
Il 1° e il 2° stampo di stiratura dovrebbero essere bilanciati in termini di riduzione di metallo (24-25%), dove il 1° stampo di stiratura potrebbe portare una riduzione di metallo più alta se richiesto dal programma di formatura.
Il secondo stampo stretch
Il 2° stampo di stiratura è specificato dallo spessore della parete spessa e dalla variazione di processo esistente in questa zona della lattina, compensando la variazione di processo in questo stampo si evita il difetto chiamato Smile.
Terzo stampo di disegno
La 3a matrice di stiratura è specificata dallo spessore della parete sottile e da una riduzione del metallo non superiore al 40% per evitare di raggiungere il carico di rottura (UTS) del materiale e quindi evitare gli strappi.
Linee guida per la formazione DWI
La terza matrice di stiramento si adatta allo spessore della parete centrale.
La matrice di 2a trafilatura è regolata dallo spessore della parete superiore + la variazione del processo.
Le riduzioni delle matrici di 1° e 2° disegno devono essere equilibrate. Lo stampo di ridisegno dovrebbe essere di metallo di dimensione ()t+%) per un controllo precoce della variazione dello spessore della parete.
– La lavorazione del metallo non deve essere permessa in due stampi allo stesso tempo.
– La riduzione del metallo della terza trafila e la riduzione del diametro della coppa hanno dei limiti critici.
Un programma di formatura ben progettato in combinazione con l’uso di tre stampi di stiratura e del loro stampo di ritiro porterà ad un’eccellente finestra operativa nell’area di formatura (Front End).
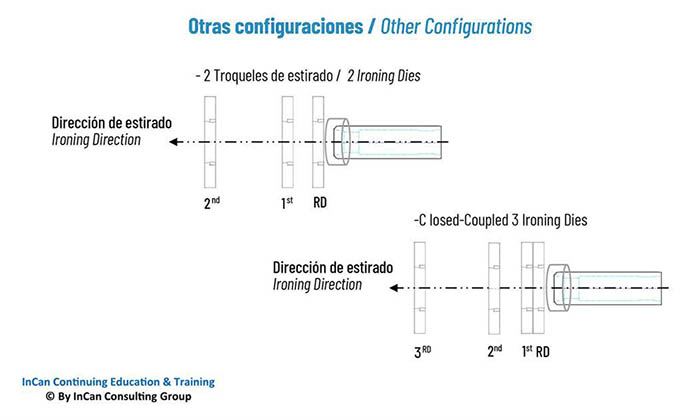
Le altre 2 configurazioni di pacchetti di utensili più comunemente usate sono le seguenti:
– Un Redraw Die e due Ironing Dies sono usati quando non c’è abbastanza spazio nel pacchetto di utensili per un terzo stampo.
– Una matrice di rimozione accoppiata alla prima matrice di stiratura (RD-1° Stiratura – Accoppiata chiusa) e due matrici di stiratura (2 matrici di stiratura), è usata quando non c’è abbastanza spazio tra le matrici di stiratura.

 micrometri e strumenti per poter osservare la corretta sigillatura della lattina.
micrometri e strumenti per poter osservare la corretta sigillatura della lattina.
 RISTRUTTURAZIONE DELL’INTERNO DELLA CUPOLA
RISTRUTTURAZIONE DELL’INTERNO DELLA CUPOLA
 PROCESSI DI FORMATURA IN UNA LINEA DI PRODUZIONE DI LATTINE PER BEVANDE IN ALLUMINIO
PROCESSI DI FORMATURA IN UNA LINEA DI PRODUZIONE DI LATTINE PER BEVANDE IN ALLUMINIO
 l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina
l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina
 CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
 MORIRE PER GLI SFONDI
MORIRE PER GLI SFONDI
 DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE
DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE




0 commenti