
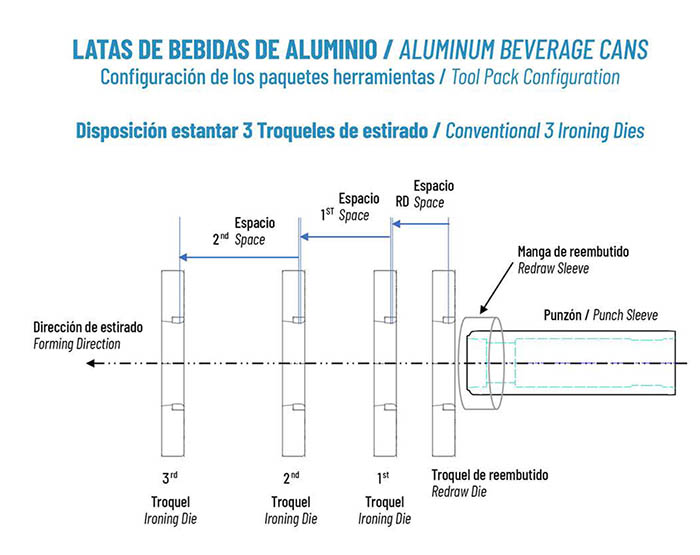
用于在模子(Bodymaker)上成型的工具包可以具有各种类型的配置。
业内最常用的配置是一个重绘模具和三个熨烫模具,其中每个模具都安装在自己的模具支架中。
在这种类型的配置中,铝金属不会同时在 2 个熨烫模具中工作,这样我们就可以避免可能导致材料已经达到其极限拉伸应力 (UTS) 的拉伸测试效果(拉伸测试)转折断材料。
拉深模具(Redraw Die)需要进行定径加工,其中在拉深操作中金属的增厚由凸模与所述拉深模具之间的间隙控制,开始控制壁厚变化(Top Wall Thickness) )。

一、二拉模
第 1 和第 2 熨烫模具的金属减少量必须平衡(24-25%),如果用户需要,第 1 熨烫模具可以承载更高的金属减少量。罐成型设计(成型计划)。
第二次拉模
第二个熨烫模具(2nd Ironing Die)由厚壁(Thick Wall)的厚度和罐头这个区域的现有工艺变化来指定,补偿这个模具的工艺变化避免了称为微笑(smile)的缺陷(微笑)
第三拉模
第三熨烫模具(3rd Ironing Die)由薄壁的厚度和不大于40%的金属减少量来指定,以避免达到材料的极限拉伸应力(UTS),从而避免金属断裂(Tear Offs) .
DWI 培训指南
第三拉模调整到中壁的厚度。
第二拉模由顶壁厚度+工艺变化设定。
第 1 和第 2 拉模的减少量必须平衡。 重拉模具必须是尺寸为 ()t+%) 的金属,以便及早控制壁厚变化。
– 不允许同时处理两个模具中的金属。
– 3rd 拉丝模具金属减少和杯径减少有严重的限制。
良好的罐头成型台(Forming Schedule)设计,结合三个熨烫模及其拉丝模的使用,将在成型区(前端)形成一个极好的操作窗口。
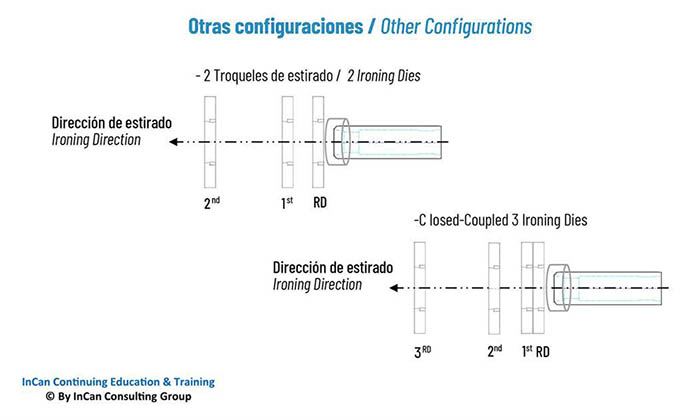
其他 2 个较少使用的工具包配置如下:
– 一个重绘模具和两个熨烫模具,当工具包中没有足够空间容纳第三个模具时使用。
– 当熨烫模具之间没有足够的空间时,使用与第一个熨烫模具(RD-1st Ironing – Closed Coupled)和两个熨烫模具(2 Ironing Dies)耦合的拉丝模具。









0 Comments