
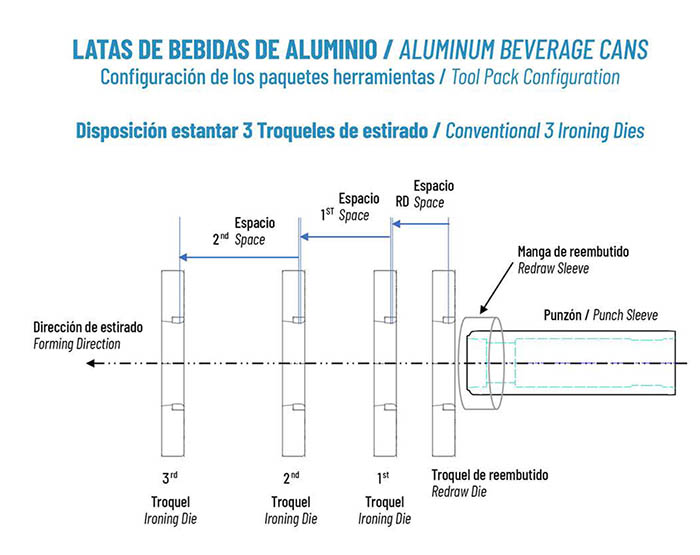
El paquete herramental utilizado para la formación de cuerpos en un formador (Bodymaker) puede tener varios tipos de configuraciones.
La configuración mayormente utilizada en la industria es la de un dado de restirado (Redraw Die) y tres dados de planchado (3 Ironing Dies), donde cada uno de estos dados está alojado en su propia caja de herramienta (Die Holder).
En este tipo de configuración se pretende que el metal aluminio no trabaje en 2 dados de planchado al mismo tiempo, con esto evitamos un efecto de ensayo de tensión (Tensil Test) que pueda llevar al material a su esfuerzo ultimo de tensión (UTS) y a su vez fracturar el material.
El dado de restirado (Redraw Die) se requiere que efectué un proceso de sizing, donde el engrosamiento del metal durante la operación de restirado sea controlado por el claro entre el punzón y dicho dado de restirado, dando inicio al control de la variación de pared gruesa (Top Wall Thickness).

Primer y Segundo dado de estirado
El primer y segundo dado de planchado (1st and 2nd Ironing Dies) deben de estar balanceados en cuanto a la reducción de metal (24-25%), donde el primer dado de planchado podría llevar una mayor reducción de metal si así lo requiere el diseño de formado de lata (Forming Schedule).
El Segundo dado de estirado
El segundo dado de planchado (2nd Ironing Die) es especificado por el espesor de la pared gruesa (Thick Wall) y la variación de proceso existente en esta zona de la lata, el compensar la variación de proceso en este dado nos evita el defecto llamado sonrisa (Smile).
Tercer dado de estirado
El tercer dado de planchado (3rd Ironing Die) es especificado por el espesor de la pared delgada y por una reducción de metal no mayor al 40% para evitar alcanzara el esfuerzo ultimo de tensión (UTS) del material y así evitar rompimientos de metal (Tear Offs).
Directrices de formación DWI
3er Troquel de estirado se ajusta al grosor de la pared media.
2do Troquel de estirado se fija por el grosor de la pared superior + la variación de proceso.
Las reducciones del 1er y 2do troquel de estirado deben ser equilibradas. La matriz de reembutido debe ser de tamaño ()t+%) de metal para el control precoz de la variación del espesor de la pared.
– No se debe permitir el tratamiento de metales en dos troqueles al mismo tiempo.
– La reducción del metal del 3er troquel de embutición y la reducción del diámetro de la copa tienen limitaciones críticas.
Un buen diseño de la tabla de formado de lata (Forming Schedule) en combinación con el uso de tres dados de planchado y su dado de restirado, nos llevara a una excelente ventana de operación en el área de formación (Front End).
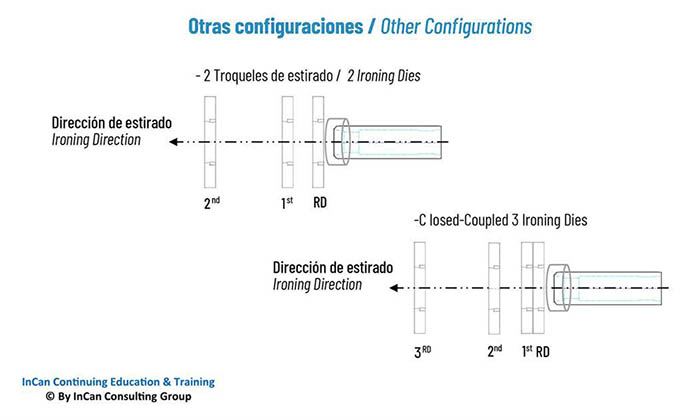
Las otras 2 configuraciones del paquete herramental menormente utilizadas son las siguientes:
– Un dado de restirado (Redraw Die) y dos dados de planchado (2 Ironing Dies), se utiliza cuando no existe suficiente espacio en el paquete herramental para un 3er dado.
– Un dado de restirado acoplado con el primer dado de planchado (RD-1st Ironing – Closed Coupled) y dos dados de planchado (2 Ironing Dies), se utiliza cuando no existe suficiente espacio entre dados de planchado.

 REFORMADO INTERIOR DEL DOMO
REFORMADO INTERIOR DEL DOMO
 LA ESPAÑOLA EUROBOX ESTARÁ PRESENTE EN LA FERIA LUXE PACK DE MÓNACO
LA ESPAÑOLA EUROBOX ESTARÁ PRESENTE EN LA FERIA LUXE PACK DE MÓNACO
 PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
PROCESOS DE FORMADO EN UNA LÍNEA DE PRODUCCIÓN DE LATAS DE ALUMINIO PARA BEBIDAS
 la importancia de seguir las especificaciones top wall de bodymaker vs proceso de conformacion de cuello de la lata
la importancia de seguir las especificaciones top wall de bodymaker vs proceso de conformacion de cuello de la lata
 FABRICACIÓN DE CUERPOS DE ENVASES DE FORMA
FABRICACIÓN DE CUERPOS DE ENVASES DE FORMA
 ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”




0 comentarios