
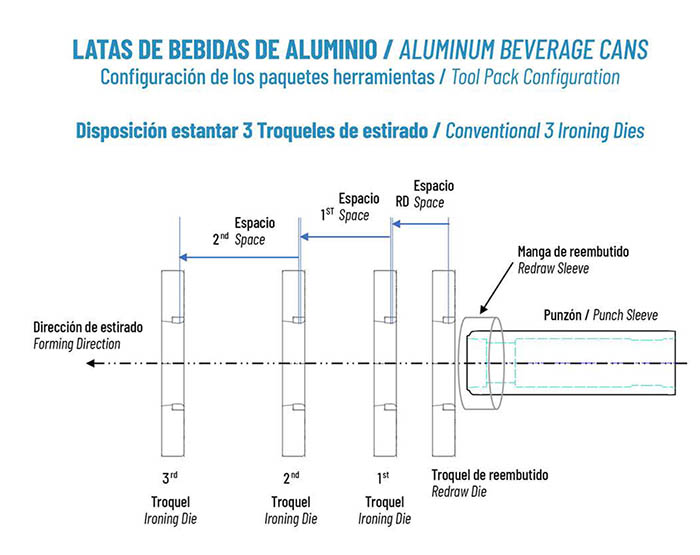
Комплект оснастки, используемый для формования кузова в кузовном производстве, может иметь различные типы конфигураций.
Наиболее часто используемая конфигурация в промышленности — это один выправочный штамп и три 3 утюжильных штампа, где каждый из этих штампов размещается в отдельном держателе штампов.
При такой конфигурации предполагается, что алюминиевый металл не работает на двух гладильных штампах одновременно, что позволяет избежать эффекта испытания на растяжение, который может привести материал к предельному растягивающему напряжению (UTS) и, в свою очередь, разрушить материал.
Вытяжной штамп необходим для выполнения процесса определения размеров, где утолщение металла во время операции вытяжки контролируется зазором между пуансоном и вытягивающим штампом, инициируя контроль изменения толщины верхней стенки.

Первый и второй вытяжной штамп
1-й и 2-й гладильные штампы должны быть сбалансированы по степени снижения металла (24-25%), при этом 1-й гладильный штамп может иметь более высокую степень снижения металла, если это требуется графиком формовки.
Второй натяжной штамп
2-й гладильный штамп определяется толщиной толстой стенки и существующими технологическими отклонениями в этой области банки, компенсация технологических отклонений в этом штампе позволяет избежать дефекта под названием «улыбка».
Третий чертежный штамп
3-я гладильная фильера отличается тонкой толщиной стенок и уменьшением металла не более чем на 40%, чтобы избежать достижения предельного растягивающего напряжения (UTS) материала и тем самым избежать разрывов.
Руководство по обучению вождению в нетрезвом виде
3-й растягивающий штамп регулируется в зависимости от толщины средней стенки.
2-й вытяжной штамп устанавливается по толщине верхней стенки + вариации процесса.
Уменьшения 1-го и 2-го вытяжных штампов должны быть сбалансированы. Для заблаговременного контроля изменения толщины стенки штамп для перетяжки должен иметь размер ()t+%) металла.
— Не допускается обработка металла в двух штампах одновременно.
— Уменьшение металла на 3-м вытяжном штампе и уменьшение диаметра чашки имеют критические ограничения.
Хорошо продуманный график формовки в сочетании с использованием трех гладильных штампов и отводящего штампа приведет к отличному рабочему окну в зоне формовки (Front End).
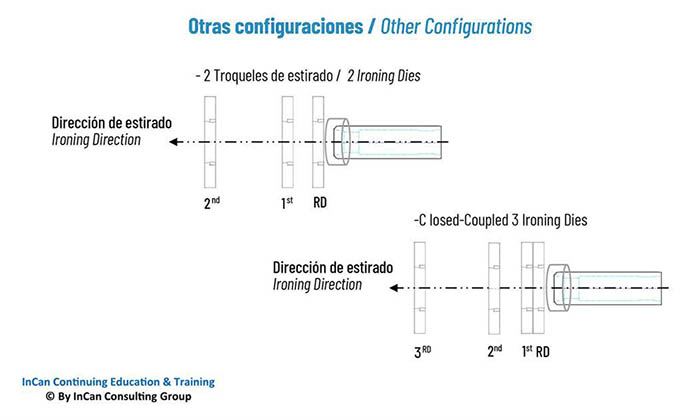
Другие 2 наиболее часто используемые конфигурации комплекта оснастки следующие:
— Один штамп Redraw и два штампа Ironing используются, когда в комплекте оснастки недостаточно места для третьего штампа.
— Съемный штамп, соединенный с первым гладильным штампом (RD-1st Ironing — Closed Coupled) и двумя гладильными штампами (2 Ironing Dies), используется, когда между гладильными штампами недостаточно места.

 Двойное изображение и регистрация
Двойное изображение и регистрация
 ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
 ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
 Оперативный контрольный список
Оперативный контрольный список
 важность соблюдения спецификаций верхней стенки кузова в сравнении с процессом формирования шеи.
важность соблюдения спецификаций верхней стенки кузова в сравнении с процессом формирования шеи.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS



0 Comments