
INTRODUCTION
En complément des ouvrages déjà publiés :
– La boucle sur les couvercles
y
nous développons ici la manière de réaliser la conception de l’outillage des machines de curling. Comme expliqué dans les articles précédents, ces machines tournent le bord des fonds pour pouvoir les manipuler sans qu’ils s’emboîtent, et pour faciliter leur fermeture.
Les différents types de machines de curling utilisées pour différents usages ont également été indiqués. Nous allons maintenant suivre cette classification et voir comment préparer un outil pour chacun d’entre eux.
OUTILLAGE POUR LES MACHINES DE CURLING À DISQUE CENTRAL – FONDS RONDS
Dans ce cas, le tournage est effectué au moyen d’un outillage composé de deux parties :
– Disque central rotatif
– Secteur – ou segment – hors fixe.
Le fond passe entre les deux, se logeant dans les canaux que les deux parties ont sur le côté. Le disque central transmet un mouvement de rotation au fond par friction, ce dernier tournant sur lui-même à la même vitesse tangentielle que le disque central d’entraînement. Comme le fond a un diamètre beaucoup plus petit que le disque, le nombre de révolutions du premier est beaucoup plus élevé. Tout au long de son parcours, le fond roule sur le secteur extérieur fixe.
Le disque et le segment, comme nous l’avons déjà dit, ont des canaux latéraux, avec un profil spécial qui copie le bord du fond lors du passage entre eux. Voir figure nº 1
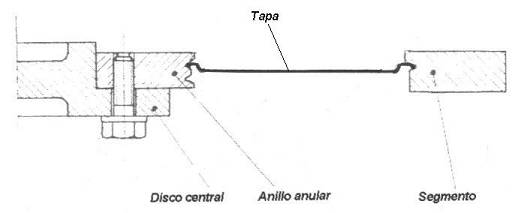
Figure nº 1 : Section de l’outillage d’une machine de curling.
La partie extérieure du disque est un anneau d’acier de grand diamètre, proche d’un demi-mètre. Il doit être complètement plat et le canal de travail doit être maintenu exactement parallèle à sa base sur tout son périmètre. Ce disque doit tourner dans un seul plan, c’est-à-dire que son axe doit être parfaitement perpendiculaire à sa base. Il est fixé au noyau central au moyen de vis et ne permet ni régulation ni réglage, sauf en ce qui concerne son nombre de tours par minute si la machine est équipée d’un variateur de vitesse.
Pour prolonger sa durée de vie, il est rendu réversible, ce qui lui confère un double profil de travail en position inversée. Ainsi, lorsqu’une chaîne est usée, vous pouvez faire tourner l’anneau et doubler sa durée de vie. Lorsque les deux ne sont plus à la taille voulue, il est possible de refaire leur profil en réusinant et en rectifiant l’anneau. Le nombre de fois que cette opération peut être effectuée est limité par le déplacement maximum possible du segment dans son logement, comme nous le verrons plus loin. Le dessin n° 2 montre la section d’un disque, avec ses mesures générales.
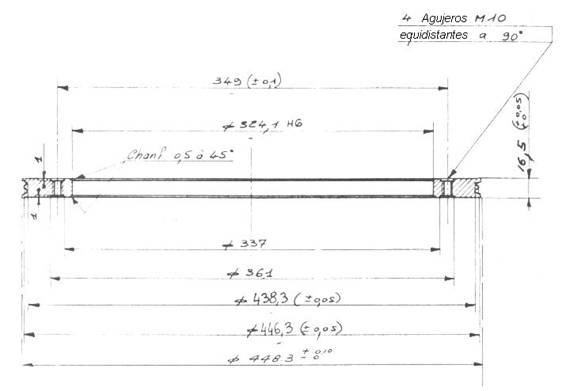
Figure n°2 : Section d’un anneau annulaire d’un disque de curling
Ces bagues sont en acier à outils, traité, d’une dureté approximative de 60 HRc, avec les profils de leurs rainures rectifiés avec une finition miroir afin de ne pas endommager les vernis extérieurs appliqués sur les fonds.
Le dessin n° 3 montre l’emplacement et les dimensions les plus importantes des canaux en position inversée du disque dans la figure 2. Lorsque nous décrivons ci-dessous les caractéristiques des profils de l’outillage de sertissage des différents types de sertissage des ailes, nous détaillons davantage les mesures de ces profils.
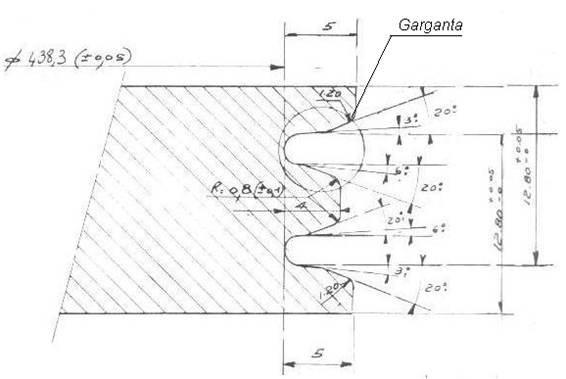
Figure n°3 : Détail des profils d’ondulation sur un disque
Comme mentionné ci-dessus, le fond circule entre le disque et le secteur. La fonction du disque est de faire glisser et tourner le fond. En réalité, la pièce qui en dessine la forme est le secteur extérieur fixe, sur lequel roule le fond. Le secteur est formé par une série de pièces, normalement 6, égales entre elles, sauf la première et la dernière. Au total, il couvre un espace d’environ 270ª, et chacune de ces pièces peut être légèrement ajustée dans sa distance au centre du fer à friser au moyen de vis, voir la photo d’en-tête de cet article. Cette distance peut être légèrement réduite du début à la fin pour forcer le fond à tourner son bord. Ce réglage doit également être refait à chaque fois que les profils des canaux du disque et le segment lui-même sont retravaillés et rectifiés.
Les sections initiale et finale du disque sont munies de chanfreins qui facilitent l’entrée et la sortie du fond dans son canal. Ce canal peut être le même que celui du disque, bien que certains fabricants le fabriquent avec de légères différences, car comme nous l’avons vu, le disque ne fait que traîner et son profil n’est donc pas celui qui définit la forme de la boucle, alors que celui du secteur extérieur l’est.
Un exemple de section intermédiaire d’un secteur, plus précisément celui correspondant au disque de la figure 2, est présenté ci-dessous sur le dessin 4.
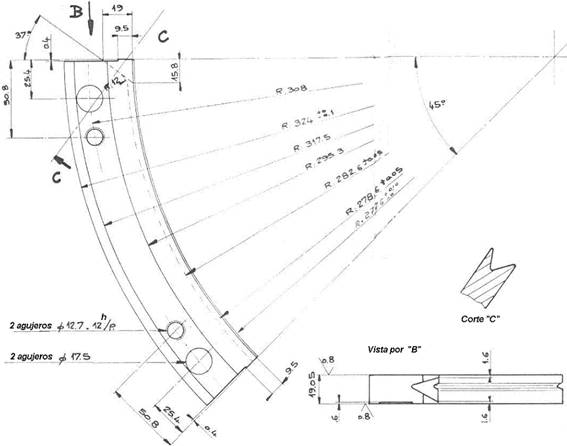
Figure nº 4 : Graphique intermédiaire d’un secteur extérieur
Les sections des secteurs ne sont pas réversibles. Le matériau, l’usinage et la dureté sont similaires à ceux du disque, avec lequel ils forment une paire de travail. Un détail du profil du secteur de la figure nº 4 est présenté dans la figure nº 5, où l’on peut apprécier sa forme, ses moyennes, ses angles, ses tolérances et le degré de finition de la surface du canal ou de la rainure de travail.
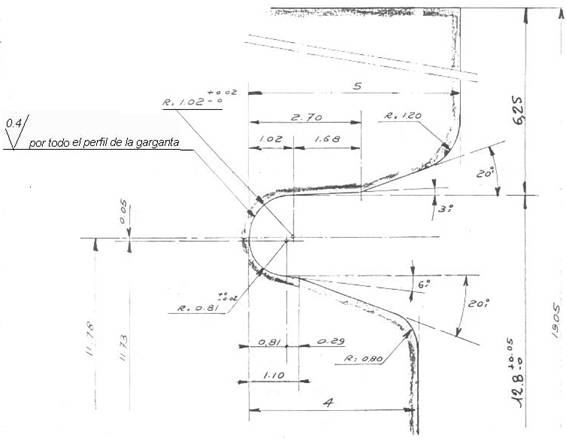
Figure nº 5 : Détail de la gorge du secteur de la figure nº 4
Examinons maintenant les différents types de rainures qui peuvent être utilisées en fonction de la conception de l’aile. Nous avons déjà indiqué les différents types d’éponge et de bouts d’ailes qui sont couramment utilisés dans les fonds. Voir :
– La boucle sur les couvercles
Selon cette classification, les formes des gorges peuvent être classées comme suit :
a.- Gorge pour le fond plat de l’aile supérieure.
C’est la conception la plus simple. Le canal est constitué d’un seul rayon avec des angles d’entrée et de sortie. L’entrée, pour faciliter l’introduction du couvercle, est petite, et la sortie – plus grande – est celle qui donne l’inclinaison à la boucle. Le rayon est généralement de l’ordre de 1 mm environ. Voir figure n° 6.
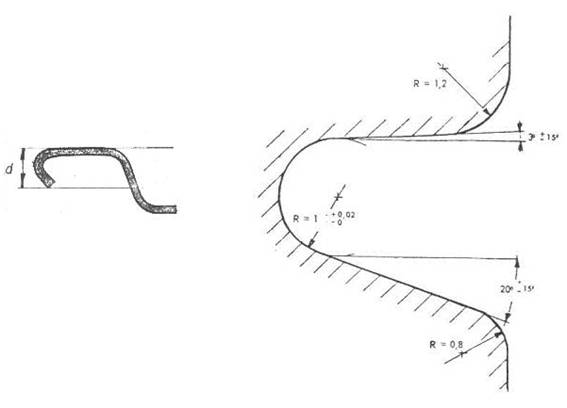
Figure n°6 : Curl et profil serti de l’outillage de la bride supérieure plate
Il est utilisé pour les fonds ronds de faible production, fabriqués avec une faible épaisseur de matériau et un durcissement réduit. C’est-à-dire par exemple pour les ferblantiers « simples réduits ». Cas spécifiques d’utilisation : dômes et fonds de bombes aérosols, produits industriels… Dans cette utilisation, le disque et le secteur ont le même profil de gorge.
b.- Gorge pour le fond de l’aile du sommet à double rayon
C’est dans cette option que différents profils de sillons sont le plus souvent utilisés sur le disque et le secteur. Celle du secteur peut être à double rayon, et même à double angle d’entrée et de sortie, voir figure nº 7. Le disque n’a pas besoin de ce contour. Les profils présentés ici sont les mêmes que ceux utilisés dans l’exemple des dessins 2, 3, 4 et 5.
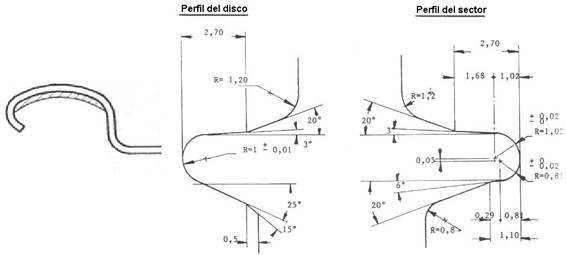
Figure n°7 : Curl et profil serti de l’outillage de l’aile du pic à double rayon
Ils sont les plus utilisés. Ils sont utilisés pour la gamme complète des fonds destinés à l’alimentation et à des vitesses de travail élevées et des volumes de production importants.
c.- Gorge pour le fond de l’aile du sommet à triple rayon
Ce type d’ailes a été développé pour des fonds en matériaux de faible épaisseur et à haute température. Cela implique une certaine réduction de la longueur des ailes. Afin de réaliser la boucle, sans que des rides ne soient générées en elle et que sa forme facilite la réalisation de la fermeture, un nouveau design de profil de gorge en boucle a été configuré.
Un exemple de ce profil de gorge est présenté dans le dessin n° 8.
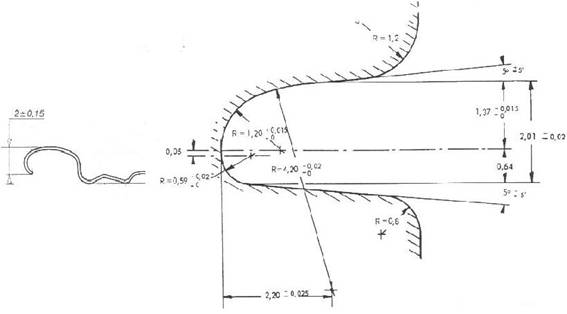
Figure n°8 : Curl et profil serti de l’outillage de l’aile du pic à triple rayon
Nous insistons sur le fait que cette conception est utilisée lorsque l’on travaille avec des matériaux de grande dureté et d’épaisseur réduite.
OUTILLAGE POUR MACHINES À BOUCLER AVEC PAIRES DE DISQUES – FONDS RONDS
Ce type de machine – dont il a déjà été question dans le document
– est utilisé avec beaucoup de parcimonie et uniquement pour des fonds de qualité peu exigeante. C’est pourquoi la conception de l’aile se présente sous la forme d’un sommet plat. Les deux disques ont le même profil de gorge et le plus utilisé est celui de la figure n° 9.
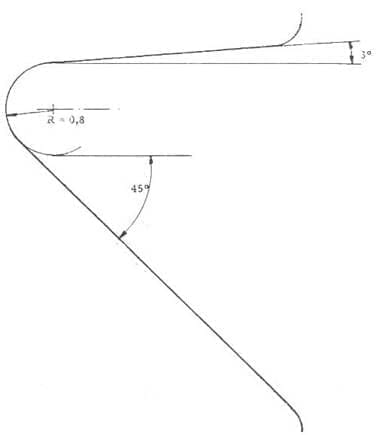
Figure n°9 : Profil de curling pour l’aile supérieure plate
OUTILLAGE POUR MACHINES DE CURLING À DISQUES – FONDS RECTANGULAIRES
Lorsqu’ils sont utilisés pour des fonds non ronds – rectangulaires ou ovales – les disques des machines à boucler à double paire de disques peuvent être constitués de plusieurs pièces se chevauchant. Cela facilite grandement la construction. Par exemple, chaque disque peut être réalisé en 3 pièces, l’une d’un diamètre légèrement supérieur qui constituerait la partie supérieure du disque, une autre intermédiaire de profil incliné et de diamètre inférieur qui donnerait forme à la boucle, et une troisième qui serait sa base. Le dessin n° 10 montre une partie d’un détail d’un disque en trois parties.
Figure no. : Profil de curling pour l’aile supérieure plate
L’épaisseur du disque intermédiaire détermine la hauteur de la pile à produire sur le fond et est fonction de la longueur de la bride du disque intermédiaire. Les valeurs de cette épaisseur en fonction de la longueur de la bride sont indiquées dans le dessin n° 10.
Pour les fonds non arrondis, dont la boucle est tournée sur une machine à boucler – il existe d’autres façons de le faire – le modèle ci-dessus est couramment utilisé.
 offre pour 2 machines à sceller
offre pour 2 machines à sceller
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
 LES MACHINES À SERTIR LES BOÎTES OU LES CONTENEURS MÉTALLIQUES
LES MACHINES À SERTIR LES BOÎTES OU LES CONTENEURS MÉTALLIQUES
 CURLERS
CURLERS
 OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
OUTILLAGE POUR CERCEAUX – CONTENEURS DE PEINTURE
 LE BOUCLAGE DU FOND SUR LA MACHINE À COLLER
LE BOUCLAGE DU FOND SUR LA MACHINE À COLLER
 FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE




0 commentaires