
Machine à coller les tampons (sans empileurs)
RÉSUMÉ
Description d’un système simple pour le frisage complet des fonds non ronds à l’aide d’une machine à gommer les tampons récupérés.
INTRODUCTION
Pour courber des fonds non ronds, la procédure classique consiste à tourner les bords de leurs deux plus grands côtés à la sortie de la presse, sur une machine à courber composée d’une paire de disques égaux qui tournent dans des directions opposées. Ce système est simple et économique, mais il présente l’inconvénient de laisser les deux côtés inférieurs du fond et les coins non rectilignes. Cela rend l’opération de collage et de scellage plus difficile.
C’est pourquoi, peu à peu, différents systèmes de curling ont été utilisés qui permettent de jouer au curling tout autour de la périphérie du fond. Les solutions possibles sont variées, de l’adaptation d’une presse, en la dotant d’un système d’alimentation des unités, en la réalisant par tampon, à des machines spécialement conçues à cet effet de manière automatique. Cela implique toujours un certain investissement en matériel.
Dans ce travail, nous présentons une alternative pour réaliser le bouclage total, de manière simple et économique, en profitant d’une machine à coller les tampons pour les fonds non arrondis. Il est courant de trouver des machines de ce type dans l’entrepôt des équipements hors d’usage, ou sur le marché de l’occasion. Par conséquent, l’investissement en machines est nul ou peu coûteux. A partir de cette machine, nous profitons de sa mécanique, comme l’alimentateur de fond, la table, la barre de transport, l’empileur …. et nous lui fournissons un outillage simple pour faire le curling.
CONCEPTION
Comme l’opération de curling nécessite très peu d’efforts, il est possible d’utiliser l’effort transmis par la tête portant le tampon gommeur primitif. Le système consiste à monter sur la table de la machine un outil, composé d’une partie inférieure fixe et d’une partie supérieure, qui a un mouvement alternatif dans un plan horizontal, soutenu sur la tête de la machine à gommer.
La partie inférieure, comme nous l’avons déjà dit, est couplée à la table de la machine à coller. Il s’y appuie au moyen de trous ou de trous filetés servant à fixer l’outillage en caoutchouc de la machine. Le supérieur effectue l’opération de curling lorsqu’il touche le inférieur. La figure 1 montre une partie de cet outil.
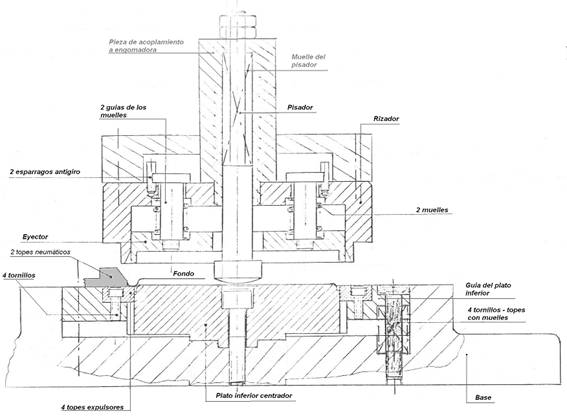
Figure no. 1 : Outillage de sertissage sur la machine à coller
Le processus de clignotement est le suivant :
1º.- Alimentation : Comme on peut le voir sur le dessin, le fond est alimenté à l’envers. Elle peut provenir d’une presse située en tête, reliée à la machine à gommer par un convoyeur, ou de l’empileur de la machine à gommer elle-même. Dans ce dernier cas, il est conseillé de pré-empiler le fond à la sortie de la presse au moyen d’une machine à boucler à double disque.
2º.- Déplacement : Le fond avance et est placé sur l’outil au moyen des barres de clous d’origine de la machine à coller.
3º.- Positionnement : Le fond est positionné avec précision au bon endroit grâce à une paire de butées à commande pneumatique. Ces butées arrêtent le fond au bon endroit, et sont déplacées par des cylindres de montage horizontaux à faible course. Ils sont synchronisés avec le mouvement de la partie supérieure de l’outil, et sont retirés lorsque la tête agit sur le couvercle. Voir le dessin n° 1. Pour améliorer son positionnement, il est également possible de placer, encastrés dans la table, quelques petits aimants qui ralentissent le mouvement d’inertie du fond, bien que cela ne soit pas très conseillé car ils peuvent être source de rayures puisqu’ils retiennent la poussière métallique sur eux.
4º.-Réglage : Dans son mouvement descendant, la partie supérieure de l’outil effectue les actions suivantes :
– La tige centrale « pousseur », par l’action de son ressort, la maintient fixée au fond pendant l’opération de prise de ris.
– Le « bigoudi », grâce à sa lèvre conique, pousse d’abord la « plaque de fond » – qui est guidée en quatre points et maintenue flottante par quatre ressorts – puis agit sur le bord du fond pour former la boucle. Voir figure nº 2. Dans cette action, le fond est maintenu centré par la « plaque de centrage du fond ».
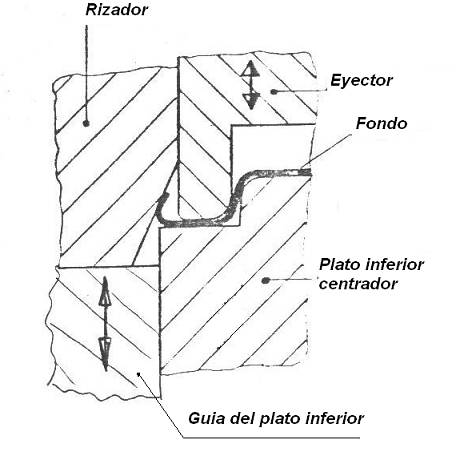
Figure 2 : Action de curling
– Lorsque l’outil commence son mouvement ascendant, la « plaque inférieure » pousse d’abord le fond vers le haut au moyen de ses ressorts, le tirant en quatre points – 4 petites « butées d’éjection » – puis l' »éjecteur » supérieur chargé de ressorts, extrait le fond du « bigoudi » et le laisse déposé dans la partie inférieure de l’outil.
5º.- Ejection : Une fois l’opération de curling terminée, le fond se déplace vers l’empileur de la machine à gommer poussé par les barres normales de la machine.
COMMENTAIRES
– Ce procédé est réellement applicable pour des fonds de toute forme – rectangulaire, ovale, mandoline… – même ronds, bien que pour ce dernier type, cela n’ait pas de sens, car le système commun par machine à boucler à disque est plus efficace et donne une meilleure qualité.
– En fonction de la machine à gommer disponible, des modifications devront être apportées à la conception de l’outil illustré à la figure 1 afin de l’adapter aux caractéristiques de la tête et de la table de la machine.
– La vitesse du curling est faible, car ces machines fonctionnent à faible vitesse, mais elle peut être suffisante pour des productions modérées.
– Ce même type d’outil peut être monté sur une presse manuelle, mais il sera nécessaire de l’équiper d’un système d’alimentation par le bas, qui peut être conçu à partir de matériel pneumatique.
 devis pour la machine de traitement des conserves de thon
devis pour la machine de traitement des conserves de thon
 Une nouvelle machine de remplissage mixte isobare pour bouteilles et canettes est déjà sur le marché.
machine à sceller les boîtes
acheter une machine à coudre semi-automatique
Une nouvelle machine de remplissage mixte isobare pour bouteilles et canettes est déjà sur le marché.
machine à sceller les boîtes
acheter une machine à coudre semi-automatique
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 MACHINE ROTATIVE POUR L’INSERTION DES RÉCIPIENTS
MACHINE ROTATIVE POUR L’INSERTION DES RÉCIPIENTS
 MACHINES-OUTILS DE CURLING
MACHINES-OUTILS DE CURLING
 CURLERS
CURLERS
 FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE



0 Comments