
In the last decade, weight reduction of three-piece food cans had not really progressed due to the problem of can wrinkling during seaming operations. To solve this problem, the Research Association for Steel Application Research (FOSTA), based in Düsseldorf, Germany, commissioned a research project that was carried out at the Fraunhofer Institute for Machine Tools and Forming Technology (IWU) in Chemnitz, Saxony, together with industrial partners.
Although the problem of wrinkling during can seaming has been the main factor limiting further size reduction, it was recognised that if the seaming process was optimised, the potential to further reduce the size of three-piece cans was significant.
For the investigations, three-piece tinplate food cans of 70 mm diameter with SEFEL’s standard OIII closure geometries were selected as they are commonly used in the can making industry. The standard material currently used for these food cans has ends with a hardness of TH550 and a thickness of 0.17 mm. Within the framework of the project, five different lid materials were investigated. Tinplate with a hardness of TH550 and a reduced thickness of 0.15 mm was investigated as a reference. Four materials with a thickness of 0.15 mm and higher tensile strengths in the range of 600N/mm² and 650N/mm² were examined, with varying stresses between 2 and 10% up to the fracture point.
Process analysis by finite element simulation
Roller sealing is divided into two stages: the first sealing operation and the second sealing operation. The profile of the roller for the first operation – which has a completely different geometry to that of the second operation – has a considerable influence on the behaviour of the wrinkles at closing.

Fig. 1 Closure model with model abstractions

Fig.2 Results after closing simulation
Therefore, a finite element analysis (FEA) was carried out in order to identify the main factors and causes of wrinkling during the first sealing operation (see Figures 1 and 2), for which the ESI Group’s PAM-STAMP software package was applied.
One of the main influences is the relationship between material hardness and roll geometry. Consequently, different roller profiles were analyzed to minimize the wrinkle height during the FEA simulation. This allowed the roller profile to be optimised to minimise wrinkling during the sealing of all high strength ends. The industrial partners of the project produced the optimized roll profile and tested it on different seaming machines. Three seamer manufacturers and one can manufacturer carried out industrial tests with the new and old roller profiles for the first seaming operation.
Industrial tests in AUXILIAR CONSERVERA
This section refers to the industrial tests of the Auxiliar Conservera (AC) cannery.
After sixty years as a manufacturer of metal packaging, AC is one of the most experienced companies in the canning industry in Europe, offering solutions to more than 500 companies worldwide, from large multinationals to small canneries.
Working to improve people’s lives by developing systems that preserve food in the healthiest and most environmentally friendly way, encourages them to constantly innovate and offer new formats and patents. This is the key that has allowed them to continue growing and expanding their processes internationally.
Figure 3 shows the initial components. They have been manufactured by the project partner. The lower part has been sealed in AC.


FIG 3: Sealing components


FIG 3: Sealing components
AC Production

FIG 4: Cans in the machine at AC

FIG 5: Sealed Can Samples
Figures 4 and 5 show samples of some of the cans manufactured during the tests to achieve the optimum Sefel 0III seaming values.
Wrinkle analysis
Wrinkles are the ripples that form at the end of the lid hook during sealing. The wrinkle percentage is defined as the percentage of the wrinkle size versus the total hook size. As a maximum, we set an acceptable wrinkle percentage of 30%.

FIG 6 Results in Op1

FIG 7: Results in OP2
In the images of the section of the two sealing operations we see that we have a very good conformation of the double seal in the first operation. After ironing in the second operation we have a well formed and wrinkle-free closure for all tested lid materials.

FIG. 8 TH650 lid – no wrinkles after OP2

FIG. 9: SF650 lid – no wrinkles after OP2
Geometric parameters of the double seal
Evaluation of critical closure parameters was performed on 24 samples for each material specification.
In the graph we can see that we have very similar values between both extremes. We have a good clustering of the data but with a very close approach to the upper bound.
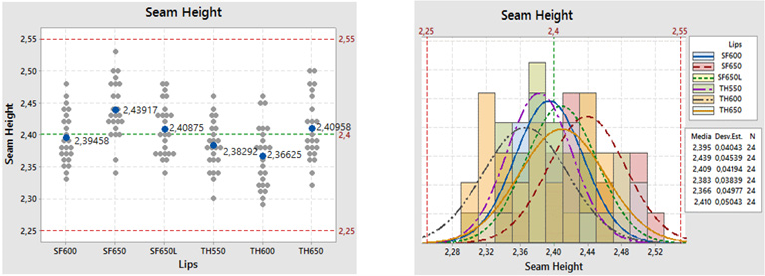
FIG 10 : Joint height
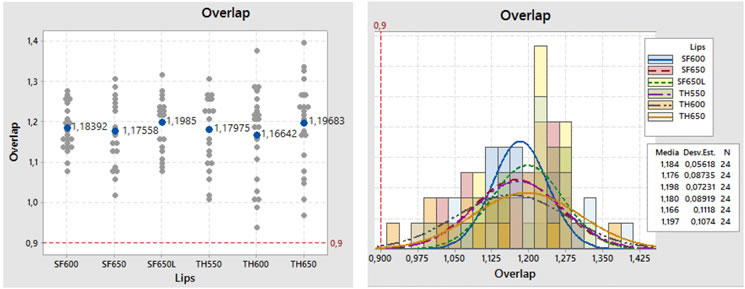 FIG 11 Overlapping
FIG 11 Overlapping
For all closures we have all values above the lower limit of acceptance. The data has a very high variation, especially in the case of TH materials.
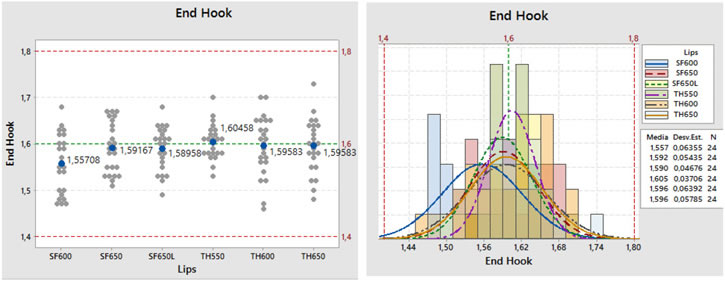 FIG 12 Cover Hook
FIG 12 Cover Hook
The data grouping for the cover hook is good. As for the process, we note that it is focused on the nominal.
Porosity test
To perform this test, the seams are immersed in a copper sulphate solution for one minute. After this, look for spots of oxidation, this indicates that these spots were not covered by the varnish, by the brushed joints.

FIG 13. Porosity test

FIG 14. Miniseam after porosity test
All cans tested of all material types passed the porosity checks.
Pressure Testing
The first Pandeo tests have been carried out. This test is derived from the sterilization processes of sealed food cans in autoclaves. The can, sealed on both sides, is clamped in a holder and tested under constantly increasing pressure to determine at what pressure unacceptable leakage or deformation occurs.
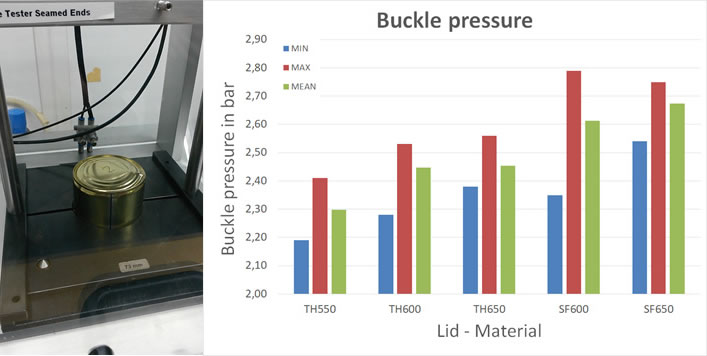
FIG 15 Deformation Test
The conclusion of this test is that all materials of higher strength have a potential for improvement while maintaining the same functional requirements. From this sample it can still be deduced that materials with high strength and high elongation have a higher improvement potential for component function than materials with pure strength increase.
In the PNR pressure test, the can is clamped in a compression device. The can is then loaded step by step with internal pressure. During this gradual increase in pressure, the deformation of the central point of the lid is recorded. After each measurement of the center deformation under pressure load, the remaining residual deformation of the center point after pressure release is recorded. The aim is not to exceed a limit value – maximum panel deflection = 0.5 mm – otherwise the cans will not stand securely and will appear visually “inflated”.
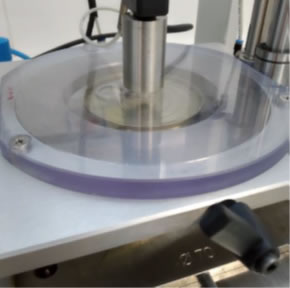
FIG 16 PNR Test Device
Taking a non-return reference of 0.5 mm, we need for each end a pressure of
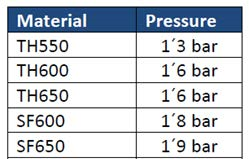
Compared to Figure 17
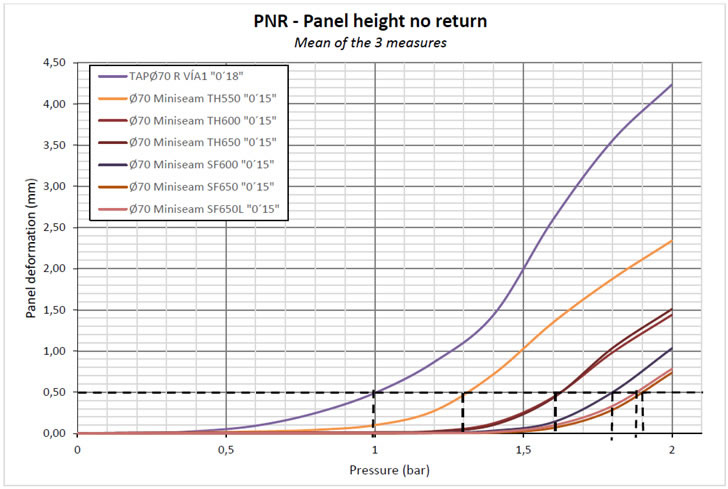
As we can see in the graph we have a remarkable difference in the permanent deformation of the panel after some extremes of pressure. The ends made of SF material have an excellent pressure behaviour.
Conclusion:
The industrial participants in this project estimate that the use of a cap material with a strength of 650 N/mm² and high stresses would allow the thickness of the cap sheet to be reduced by 0.02 mm (20 microns) while retaining the same functionality. However, confirmation of this will be the subject of future large-scale production tests. Discussions on this work are currently underway with potential consortium partners. For more details about FOSTA and how to obtain the full project report, please visit
http://www.stahlforschung.de
Thank you
The research project IFG 19436 BR / 1237 “Extending the process limits for the wrinkle-free closure of lids made of high-strength stainless steel for packaging” of the Research Association for the Application of Steel (FOSTA), Düsseldorf, was supported by the Federal Ministry of Economics and Energy through the German Federation of Industrial Research Associations (AiF) as part of the programme for the promotion of cooperative industrial research (IGF) supported by the German Bundestag.
The project was carried out at the Fraunhofer Institute for Machine Tools and Forming Technology – IWU.
Industrial partners of the project
- Material suppliers (Thyssenkrupp Rasselstein GmbH, Tata Steel)
- Seaming machines (Cantec GmbH & Co. KG, Lanico Maschinenbau Otto Niemsch GmbH, Gebrüder Leonhardt GmbH & Co. KG Blema Kircheis, Ferrum Ltd, for canning technology)
- Closing tools (Maiko Engineering GmbH)
- Can manufacturers (Canpack SA, Auxiliar Conservera SA, International Packaging Association, Glud & Marstrand A/S)
- Measuring equipment (CMC-Kuhnke GmbH)
- Composites (Wakol GmbH, Henkel Adhesive Technologies).
 Food and Beverage Metal Cans Market by Region. South America
Food and Beverage Metal Cans Market by Region. South America
 canning cans and can sealing machines
machine for filling and sealing of the cans
empty canned food cans
canning cans and can sealing machines
machine for filling and sealing of the cans
empty canned food cans
 Food and Beverage Metal Cans Market by Internal Pressure Grade
Food and Beverage Metal Cans Market by Material
Food & Beverage Metal Cans Market By Type
Seaming tooling for beverage cans
Machine for sealing or seaming cans
Food and Beverage Metal Cans Market by Internal Pressure Grade
Food and Beverage Metal Cans Market by Material
Food & Beverage Metal Cans Market By Type
Seaming tooling for beverage cans
Machine for sealing or seaming cans
 WHY CAN I NOT WELD THE TFS MATERIAL?
WHY CAN I NOT WELD THE TFS MATERIAL?



0 Comments