
في العقد الماضي ، لم يحدث تقدم حقيقي في إنقاص وزن علب الطعام المكونة من ثلاث قطع بسبب مشكلة تجعد العلب أثناء عمليات الإغلاق. لحل هذه المشكلة ، كلفت جمعية أبحاث تطبيقات الصلب (FOSTA) ومقرها دوسلدورف بمشروع بحث تم تنفيذه في معهد فراونهوفر لأدوات الآلات وتكنولوجيا التشكيل (IWU) في كيمنتس (ساكسونيا) ، جنبًا إلى جنب مع شركاء صناعيين.
على الرغم من أن مشكلة التجعد أثناء إغلاق العلب كانت العامل الرئيسي الذي حد من المزيد من الانخفاض في العيار ، فقد تم إدراك أنه إذا تم تحسين عملية الإغلاق ، فإن إمكانية تقليل عيار قطع العلب المكونة من ثلاث عبوات كانت ملحوظة.
من أجل التحقيقات ، تم اختيار علب طعام من ثلاث قطع بقطر 70 مم مع هندسة إغلاق OIII القياسية من SEFEL لأنها شائعة الاستخدام في صناعة صناعة العلب. المواد القياسية المستخدمة حاليًا في علب الطعام هذه تنتهي بصلابة TH550 وسمك 0.17 مم. في إطار المشروع ، تم فحص خمس مواد مختلفة للأغطية. صفيح صفيح بصلابة TH550 وسمك مخفض 0.15 مم تم فحصه كمرجع. تم فحص أربع مواد بسمك 0.15 مم وقوة شد متفوقة تتراوح بين 600 نيوتن / مم 2 و 650 نيوتن / مم 2 ، مع ضغوط متفاوتة تتراوح بين 2 و 10٪ حتى نقطة الكسر.
تحليل العملية باستخدام محاكاة العناصر المحدودة
ينقسم إغلاق الأسطوانة إلى مرحلتين: عملية الإغلاق الأولى وعملية الإغلاق الثانية. يؤثر شكل الأسطوانة للعملية الأولى – التي لها هندسة مختلفة تمامًا عن تلك الخاصة بالعملية الثانية – بشكل كبير على سلوك التجاعيد في الإغلاق.

الشكل 1 نموذج الإغلاق مع تجريدات النموذج

الصورة 2 النتائج بعد محاكاة الإغلاق
لذلك ، تم إجراء تحليل العناصر المحدودة (FEA) من أجل تحديد العوامل الرئيسية وأسباب التجاعيد أثناء عملية الختم الأولى (انظر الشكلين 1 و 2) ، والتي من أجلها حزمة برامج PAM-STAMP من ESI Group.
أحد التأثيرات الرئيسية هو العلاقة بين صلابة المادة وهندسة اللفة. وبناءً على ذلك ، تم تحليل أشكال لفة مختلفة لتقليل ارتفاع التجاعيد أثناء محاكاة AEF. سمح ذلك بتحسين ملف تعريف الأسطوانة لتقليل التجاعيد أثناء إحكام إغلاق جميع الأطراف عالية القوة. قام الشركاء الصناعيين للمشروع بتصنيع ملف تعريف اللف المحسن واختباره على آلات ختم مختلفة. قام ثلاثة مصنّعين للخياطة ويمكن للشركة المصنّعة بإجراء اختبارات صناعية باستخدام التشكيلات الجانبية الجديدة والقديمة لعملية الإغلاق الأولى.
الاختبارات الصناعية في AUXILIAR CONSERVERA
يشير هذا القسم إلى الاختبارات الصناعية لمصنع تعليب Auxiliar Conservera (AC).
بعد ستين عامًا كشركة مصنعة للعبوات المعدنية ، أصبحت AC واحدة من أكثر الشركات خبرة في قطاع الأغذية المعلبة في أوروبا ، حيث تقدم حلولاً لأكثر من 500 شركة حول العالم ، من الشركات متعددة الجنسيات الكبيرة إلى مصانع التعليب الصغيرة.
العمل على تحسين حياة الناس من خلال تطوير أنظمة تحافظ على الطعام بأكثر الطرق صحة واحترامًا مع البيئة ، وتشجعهم على الابتكار باستمرار وتقديم أشكال وبراءات اختراع جديدة. هذا هو المفتاح الذي سمح لهم بمواصلة النمو وتوسيع عملياتهم على الصعيد الدولي.
المكونات الأولية موضحة في الشكل 3. لقد تم تصنيعها من قبل شريك المشروع. تم إغلاق الجزء السفلي في التيار المتردد.


الشكل 3: مكونات الختم


الشكل 3: مكونات الختم
الإنتاج في التكييف

الشكل 4: العلب الموجودة في الماكينة بتيار متردد

الشكل 5: عينات من العلب المختومة
يوضح الشكلان 4 و 5 عينات من بعض العلب المصنعة أثناء الاختبار لتحقيق قيم إغلاق Sefel 0III المثلى.
تحليل التجاعيد
التجاعيد هي التموجات التي تتشكل في نهاية خطاف الغطاء أثناء الختم. يتم تعريف نسبة التجعد على أنها النسبة المئوية لحجم التجاعيد مقابل إجمالي حجم الخطاف. على الأكثر ، نضع نسبة مقبولة للتجاعيد تبلغ 30٪.

نتائج الشكل 6 في Op1

الشكل 7: النتائج في OP2
في صور قسم عمليتي الختم ، نرى أن لدينا تشكيلًا جيدًا للغاية للختم المزدوج في العملية الأولى. بعد الكي في العملية الثانية ، يكون لدينا إغلاق بتكوين جيد وبدون وجود تجاعيد لجميع مواد الغطاء التي تم اختبارها.

تين. 8 Top من TH650 – لا تجاعيد بعد OP2

تين. 9: غطاء SF650 – لا تجاعيد بعد OP2
المعلمات الهندسية للإغلاق المزدوج
تم إجراء تقييم المعلمات الحرجة للإغلاق على 24 عينة لكل مواصفات المواد.
نرى في الرسم البياني أن لدينا قيمًا متشابهة جدًا بين الطرفين. لدينا تجميع جيد للبيانات ولكن مع تركيز قريب جدًا من الحد الأعلى.
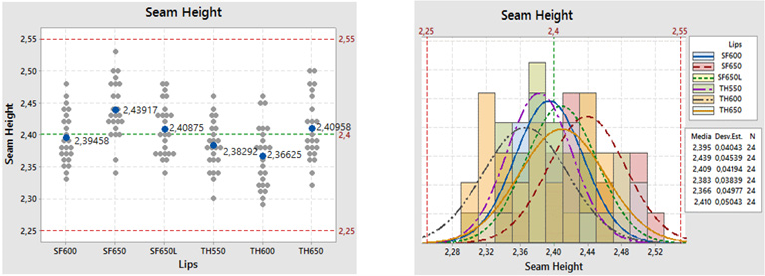
الشكل 10: ارتفاع المفصل
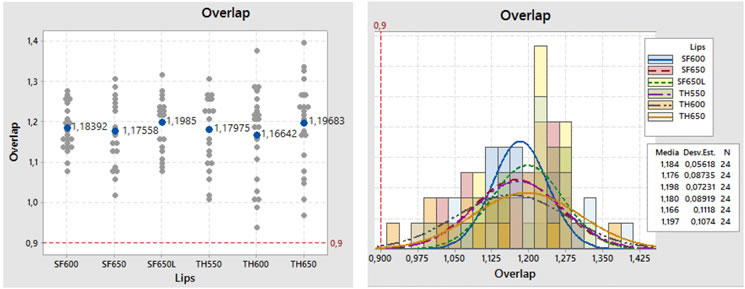 الشكل 11 التداخل
الشكل 11 التداخل
بالنسبة لجميع عمليات الإغلاق ، لدينا جميع القيم أعلى من الحد الأدنى للقبول. تحتوي البيانات على تباين كبير جدًا ، خاصة في حالة مواد TH.
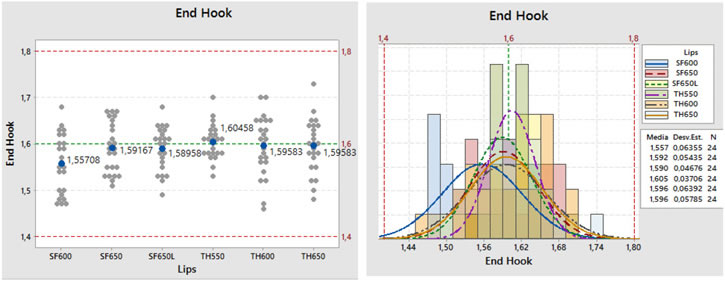 خطاف غطاء الشكل 12
خطاف غطاء الشكل 12
تجميع البيانات لخطاف الغطاء جيد. فيما يتعلق بالعملية ، نلاحظ أنها تتمحور حول الاسمية.
اختبار المسامية
لإجراء هذا الاختبار ، يتم غمس اللحامات في محلول كبريتات النحاس لمدة دقيقة واحدة. بعد ذلك ، يتم البحث عن نقاط الأكسدة ، وهذا يدل على أن هذه النقاط لم يتم تغطيتها بالورنيش ، بواسطة المفاصل المصقولة.

الشكل 13. اختبار المسامية

الشكل 14. Miniseam بعد اختبار المسامية
اجتازت جميع العلب التي تم اختبارها من جميع أنواع المواد ضوابط المسامية.
اختبارات الضغط
تم إجراء أول اختبارات PANDEO. هذا الاختبار مشتق من عمليات التعقيم لعلب الطعام المختومة في الأوتوكلاف. يتم وضع العلبة ، محكمة الغلق من كلا الجانبين ، في حامل ويتم تحليلها تحت ضغط متزايد باستمرار لتحديد الضغط الذي يحدث فيه تسرب أو تشوه غير مقبول.
اختبار تشوه الشكل 15
استنتاج هذا الاختبار هو أن جميع المواد عالية القوة لديها القدرة على التحسين مع الحفاظ على نفس المتطلبات الوظيفية. من هذه العينة ، لا يزال من الممكن استنتاج أن المواد ذات القوة العالية والاستطالة العالية تتمتع بإمكانية أكبر لتحسين وظيفة المكون مقارنة بالمواد ذات القوة النقية المتزايدة.
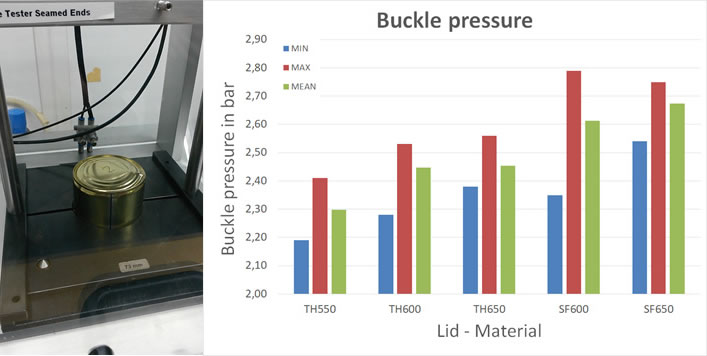
في اختبار ضغط PNR ، يتم تثبيت العلبة في جهاز ضغط. ثم يتم تحميل العلبة خطوة بخطوة بالضغط الداخلي. خلال هذه الزيادة التدريجية في الضغط ، يتم تسجيل تشوه النقطة المركزية للغطاء. بعد كل قياس للتشوه المركزي تحت حمل الضغط ، يتم تسجيل التشوه المتبقي المتبقي للنقطة المركزية بعد إطلاق الضغط. الهدف هو عدم تجاوز قيمة حدية – أقصى تشوه للوحة = 0.5 مم – وإلا فإن العلب لن تقف بأمان وستظهر “منتفخة” بصريًا.
جهاز اختبار PNR FIG 16
بأخذ مرجع عدم رجوع يبلغ 0.5 مم ، نحتاج لكل طرف بضغط
مقارنة بالشكل 17
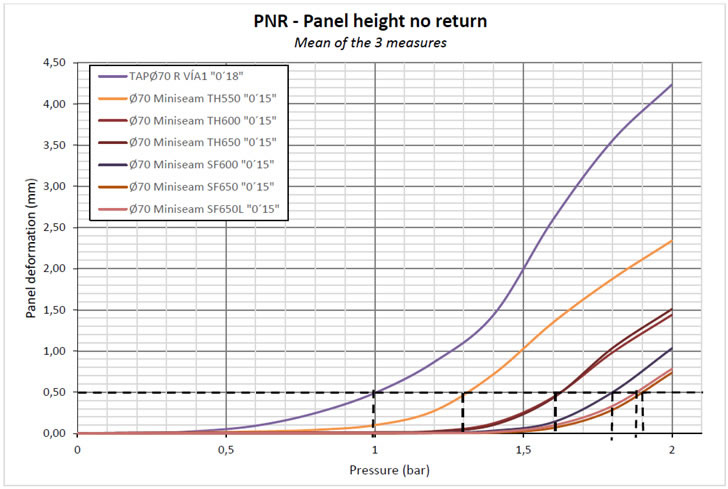
كما نرى في الرسم البياني ، لدينا فرق ملحوظ من حيث التشوه الدائم للوحة بعد بعض درجات الضغط القصوى. نهايات مادة SF لديها سلوك ضغط ممتاز.
استنتاج:
يقدر المشاركون الصناعيون في هذا المشروع أن استخدام مادة تغطية بمقاومة 650 نيوتن / مم² والتوتر الشديد سيسمح بتقليل سماكة صفيحة الغلاف بمقدار 0.02 مم (20 ميكرون) ، مع الاحتفاظ بنفس الوظيفة. . ومع ذلك ، فإن تأكيد ذلك سيكون موضوع اختبارات الإنتاج على نطاق واسع في المستقبل. المناقشات حول هذا العمل جارية حاليا مع شركاء محتملين في الاتحاد. لمزيد من التفاصيل حول FOSTA وكيفية الحصول على تقرير المشروع الكامل ، قم بزيارة http://www.stahlforschung.de
يشكر
تم دعم المشروع البحثي IFG 19436 BR / 1237 “توسيع حدود عملية الإغلاق الخالي من التجاعيد للأغطية المصنوعة من الفولاذ المقاوم للصدأ عالي القوة للحاويات” لجمعية أبحاث تطبيقات الفولاذ (FOSTA) ، دوسلدورف ، من قبل الوزارة الاتحادية للاقتصاد والطاقة من خلال الاتحاد الألماني لجمعيات البحوث الصناعية (AiF) كجزء من برنامج تعزيز البحث الصناعي التعاوني (IGF) الذي يدعمه البوندستاغ الألماني.
تم تنفيذ المشروع في Fraunhofer Institute for Machine Tools and Forming Technology – IWU.
الشركاء الصناعيين للمشروع
- مورّدو المواد (Thyssenkrupp Rasselstein GmbH و Tata Steel)
- آلات الإغلاق (Cantec GmbH & Co. KG ، Lanico Maschinenbau Otto Niemsch GmbH ، Gebrüder Leonhardt GmbH & Co. KG Blema Kircheis ، Ferrum Ltd ، لتكنولوجيا التعليب)
- أدوات الإغلاق (Maiko Engineering GmbH)
- مصنعي العلب (Canpack SA ، Auxiliar Conservera SA ، International Packaging Association ، Glud & Marstrand A / S)
- معدات القياس (CMC-Kuhnke GmbH)
- المركبات (Wakol GmbH ، Henkel Adhesive Technologies).
 إغلاق جديد ومبتكر قابل لإعادة الغلق لعلب المشروبات
إغلاق جديد ومبتكر قابل لإعادة الغلق لعلب المشروبات
 تتقدم الأبحاث على المخلفات من صناعة تعليب الطماطم كأساس للبطانات الداخلية لتغليف المواد الغذائية
تتقدم الأبحاث على المخلفات من صناعة تعليب الطماطم كأساس للبطانات الداخلية لتغليف المواد الغذائية
 يمكن للأغذية والمشروبات المعدنية السوق حسب المواد
يمكن للأغذية والمشروبات المعدنية السوق حسب المواد
 يموت من أجل الأموال
يموت من أجل الأموال
 لوحات ضغط لآلات إغلاق العلب / الحاويات المعدنية
لوحات ضغط لآلات إغلاق العلب / الحاويات المعدنية
 سدادات عبوات أو حاويات معدنية
سدادات عبوات أو حاويات معدنية
 يموت لعلب النقانق
يموت لعلب النقانق
 العيوب والحلول: اللكم بالأحرف الكبيرة
العيوب والحلول: اللكم بالأحرف الكبيرة
 يموت SPECIAL FOR FOUNDS WITH INCORPORATED CURL
يموت SPECIAL FOR FOUNDS WITH INCORPORATED CURL
 السيطرة على كبسولات الموت
السيطرة على كبسولات الموت



0 Comments