
Das für die Karosserieformung in einem Karosseriebauer verwendete Werkzeugpaket kann verschiedene Konfigurationen aufweisen.
Die in der Branche am häufigsten verwendete Konfiguration besteht aus einer Umformmatrize und drei 3 Bügelmatrizen, wobei jede dieser Matrizen in einem eigenen Matrizenhalter untergebracht ist.
Bei dieser Art von Konfiguration ist vorgesehen, dass das Aluminiummetall nicht gleichzeitig auf zwei Abstreckmatrizen arbeitet, wodurch ein Zugversuchseffekt vermieden wird, der das Material zu seiner höchsten Zugspannung (UTS) führen könnte, was wiederum zum Bruch des Materials führen würde.
Die Nachziehmatrize wird benötigt, um einen Kalibrierungsprozess durchzuführen, bei dem die Verdickung des Metalls während des Nachziehvorgangs durch das Spiel zwischen dem Stempel und der Nachziehmatrize gesteuert wird, wodurch die Kontrolle der Variation der oberen Wanddicke eingeleitet wird.

Erster und zweiter Ziehstein
Die 1. und 2. Bügelmatrize sollten in Bezug auf die Metallreduzierung ausgeglichen sein (24-25%), wobei die 1. Bügelmatrize eine höhere Metallreduzierung aufweisen kann, wenn dies im Umformplan vorgesehen ist.
Die zweite Streckmatrize
Die 2. Bügelmatrize wird durch die Dicke der dicken Wand und die bestehenden Prozessschwankungen in diesem Bereich der Dose bestimmt; durch den Ausgleich der Prozessschwankungen in dieser Matrize wird der Smile genannte Fehler vermieden.
Dritter Ziehstein
Die 3. Bügelmatrize ist durch die dünne Wandstärke und durch eine Metallreduzierung von nicht mehr als 40 % spezifiziert, um das Erreichen der Höchstzugkraft (UTS) des Materials zu vermeiden und somit Abrisse zu verhindern.
Leitlinien für die DWI-Ausbildung
3. Reckstempel stellt sich auf die Dicke der Mittelwand ein.
Die 2. Ziehmatrize wird durch die Dicke der oberen Wand + Prozessvariation eingestellt.
Die Reduktionen des 1. und 2. Ziehstempels müssen ausgeglichen sein. Das Umformwerkzeug sollte aus Metall der Größe ()t+%) bestehen, um eine frühzeitige Kontrolle der Wanddickenschwankungen zu ermöglichen.
– Die Metallverarbeitung darf nicht in zwei Werkzeugen gleichzeitig erfolgen.
– Die Metallreduzierung des 3. Ziehwerkzeugs und die Reduzierung des Napfdurchmessers haben kritische Grenzen.
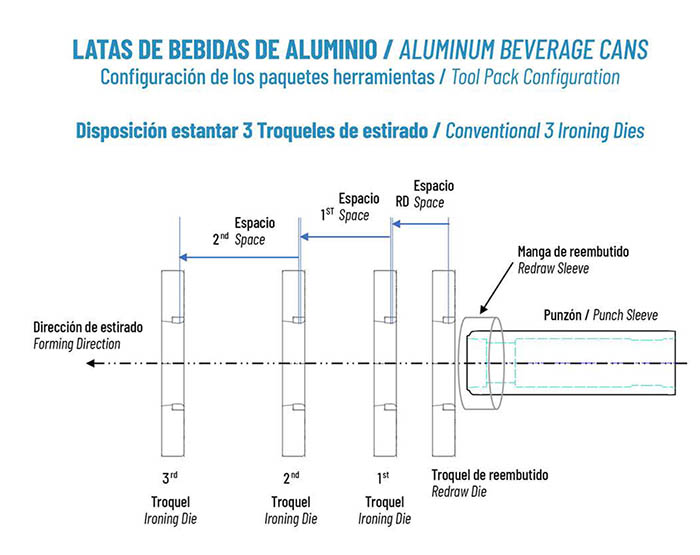
Ein gut durchdachter Formplan in Kombination mit dem Einsatz von drei Bügelwerkzeugen und deren Abzugswerkzeugen führt zu einem hervorragenden Arbeitsfenster im Formbereich (Front End).
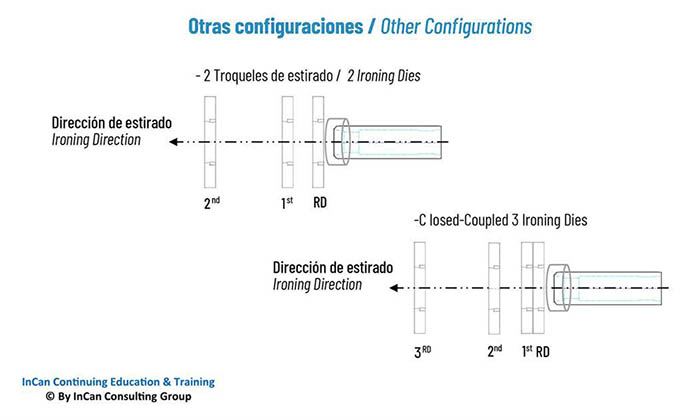
Die anderen 2 am häufigsten verwendeten Konfigurationen von Werkzeugpaketen sind die folgenden:
– Eine Umformmatrize und zwei Abstreifmatrizen werden verwendet, wenn im Werkzeugpaket nicht genügend Platz für eine dritte Matrize vorhanden ist.
– Eine mit der ersten Bügelform (RD-1st Ironing – Closed Coupled) und zwei Bügelformen (2 Ironing Dies) gekoppelte Abnahmematrize wird verwendet, wenn nicht genügend Platz zwischen den Bügelformen vorhanden ist.

 Doppelbild und Registrierung
Doppelbild und Registrierung
 WEITERE REDUKTION DER PRODUKTION IM WASSERWERK IN SLOVALCO
WEITERE REDUKTION DER PRODUKTION IM WASSERWERK IN SLOVALCO
 Zeitgemäße Wartung
Zeitgemäße Wartung
 Fehlerbehebungsstrategie für eine Produktionslinie für Aluminium-Getränkedosen
Fehlerbehebungsstrategie für eine Produktionslinie für Aluminium-Getränkedosen
 DAS ZERKLEINERN DER DOSEN BEHINDERT DAS RECYCLING NICHT
DAS ZERKLEINERN DER DOSEN BEHINDERT DAS RECYCLING NICHT
 Innenbeschichtung von Aluminium-Getränkedosen
Innenbeschichtung von Aluminium-Getränkedosen
 BEZIEHUNG ZWISCHEN OBERFLÄCHENRAUHIGKEIT UND BESCHICHTUNGSQUALITÄT
BEZIEHUNG ZWISCHEN OBERFLÄCHENRAUHIGKEIT UND BESCHICHTUNGSQUALITÄT
 FORMGEBUNGSPROZESSE IN EINER PRODUKTIONSLINIE FÜR ALUMINIUM-GETRÄNKEDOSEN
FORMGEBUNGSPROZESSE IN EINER PRODUKTIONSLINIE FÜR ALUMINIUM-GETRÄNKEDOSEN
 Checkliste für den Betrieb
Checkliste für den Betrieb
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE



0 Comments