
这不是详细说明瓶盖冲压的所有可能失败的问题,这是无限的,而是要说明最典型的问题。可以通过观察检测到,这表示严重的缺陷,可能在使用所述盖子时具有重要意义,并且基本上与冲压操作有关。
为了清楚地说明我们所指的是,我们在第1号图形中指定了我们将使用封面受影响点的名称。
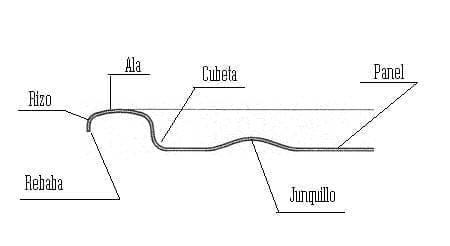
图号1:封面上关键点的指定。
我们还列出了模具的各个部分及其相应的名称,以避免在后面的注释中混淆这些部分的名称。在图2中,以非常示意性的方式展示了模具的截面并编号
图nº2:模具的示意性截面以及形成模具的零件
1.-打孔器6.-刀片
2.-锥子7.-熨衣环
3.-冲头8.-模具中心
4.-底部或弹出环9.-矩阵中心内部
5.-打孔中心10.-足迹或修整按钮
11.-蜘蛛
1º。-REBABAS
卷曲的外边缘可能会出现毛刺。 该缺陷使得难以正确地关闭盖,并且降低了第一关闭操作程序的使用寿命。
来源:
毛刺是由于材料切割错误造成的。 制造模具的冲头和刀片都包含在其中。
原因和解决方法:
-答:如果模具是“空气安装”型的-也就是说,没有导柱-则问题可能出在冲头和模具组件的组装不良上。 它们尚未正确对齐并居中安装在压力机中。 有必要重复组装,仔细检查其中心。 如果工具被引导,如果在车间中正确地调整了模具,则几乎不会因为这个问题而导致。
-B:冲压唇的状况不良。 您的切削刃可能会磨损。 需要维护。 查看工作:
-C:长时间工作后,刀片的刀刃由于过度磨损而变圆。 必须对其进行维护或更换。 查看工作:
-D:跑步机对马口铁或其他材料的错误夹持,也称为修边机冲头。 检查其弹簧的状况-如果是气动则检查O形圈-检查切割时压力是否均匀且足够。
2º.-在卷边或机翼边缘拉伸
卷曲高度出现不均匀的伸长率。 此缺陷在矩形顶部/底部更频繁地发生。 导致闭合处底部挂钩的高度不同。
来源:
在覆盖物和底部的冲压过程中,卷曲受到不均匀的拉伸应力。
原因和解决方法:
-答:熨烫环过度费力。 检查低压系统-“蜘蛛”-的调整和状况。 压力可以通过弹簧,橡胶或风湿施加。
-B:冲头的唇部内部状况不良。 检查其内半径是否在所有周围环境中都合适,并且是否足够抛光。
-C:材料上蜡或润滑不正确。 检查您的分配。
3º.-卷曲的卷曲
顶部/底部的外部卷曲中出现波纹和/或褶皱。 关闭时会出现这些皱纹
来源:
在冲压瓶盖和底部时,该区域的材料未得到充分控制。
原因和解决方法:
-答:熨烫环传递的压力不足。 检查低压系统-“蜘蛛”-的调整和状况。 压力可以通过弹簧,橡胶或风湿施加。
-B:熨烫环工作表面的角度不正确,并且不对应于冲模唇的角度。 检查两个零件是否具有相同的角度并在预期的规格范围内。
-C:超出打蜡的或润滑材料。 检查你的申请
4º-突破口
锅盖边缘的裂缝。 关闭容器时有泄漏的危险
来源:
可能有多种原因,这与所用材料的类型错误或在盖上盖章时对其滑动的调节不当有关。
原因和解决方法:
-答:来自较低压力系统的过大力-“蜘蛛”-由于硬度太大或所使用的弹性装置(如弹簧,橡胶,压缩空气)的调节。 该压力必须降低。
-B:熨环工作表面不是很光滑。 擦亮它。
-C:处于不良状态的冲头唇内侧。 您的半径可能很小。 审查,放入规格并抛光相同
-D:小矩阵中心的外半径。 重做和波兰语。
-E:锡的厚度过多。 换料
-F:锡中脾气暴躁。 换料
-G:割口中有毛刺。 见第一点
-H:卷曲中有小皱纹。 见第3点
5º.-BREAK在古巴地区
托盘壁,其半径或相邻区域中的裂缝或撕裂。 它在封口机中产生困难并在封口中泄漏
来源
同样在这个问题中,可能有几个起源,与马口铁的质量和模具的结构有关。
原因和解决方法:
-答:计划图纸中的锡过度回火。 换料
-B:马口铁的厚度过大,不允许其在模具之间滑动。 更改材质。
-C:冲头中心的直径和模具中心的内径之间的间隙缺陷。 这可能是由于马口铁厚度过大或模具设计不良所致
-D:模具中心的内半径小,抛光不良或损坏-痕迹,小刻痕等。 -. 修改或重做此半径或更改零件。
-E:在形成珠子和梯度的部件之间缺乏足够的游隙-在冲头和模具中心内-阻止了材料的平滑滑动。 验证这些零件的设计,测量和抛光程度。
-F:由于设计或加工不足,形成小珠和渐变的小半径。 检查并更正。
6º.-凸起的卷边
盖子的卷曲不是垂直的,向外部呈现一定的倾斜角度。 在关闭时引起盖钩问题。
来源:
由于各种原因,冲头的内表面和模中心的外表面之间的间隙过大。
原因和解决方法:
-答:锡的厚度低。 换料
-B:模具中心的外径由于磨损,机加工或设计故障而无法测量。 更换零件。
-C:由于磨损,机加工或设计故障而测得的大型冲头唇缘的内径。 继续进行维护。
-D:很少的新闻事业。 铲斗高度和坡度也将短缺。 调整压板托架的行程。
7º。-高度差
卷发器和托盘中区域的高度与同一盖子上其余区域的高度不同。 影响关闭
来源:
各种各样,与压力机的状态,模具设置及其状态有关。
原因和解决方法:
-答:滑架表面和压力机工作台之间缺乏平行性。 在印刷机上应用维护程序。
-B:压力环施加的力不相等。 原因可能有多种:
o熨烫环的底部与其工作表面之间的等距差,即该工件的工作面的圆锥台的直径不平行于其基部的直径。 检查并重做并行性
o熨烫环的工作表面不平整,部分脏污,刮擦或磨损……再次抛光。
o压力“蜘蛛”的杆,高度,弯曲,敲打等略有不同。 也因为其中一些住宿变得宽松。 消除缺陷,并将所有缺陷纠正到同一水平。
-C:拳头不足,例如:
o冲头与其底板不垂直,或者由于毛刺,脏物等原因其位置不正确。 检查并更正
o冲头的唇缘半径在其周边周围不均匀。 重做收音机。
-D:零件的组装或加工错误,例如:
o冲头的内径和模中心的外径之间缺乏同心度。 确定缺陷的根源-可能来自这些相同的零件或它们的外壳-并纠正。
o冲头中心的外壁和冲头唇缘的内表面之间的间隙变化。 即,冲头的中心与冲头的唇的内表面不同心。 确定缺陷的来源并纠正。
-E:各种因素,例如:
o润滑不均匀
o材料厚度的变化:马口铁或其他。












0 Comments