

Нажмите здесь, чтобы увидеть часть 1
Нажмите здесь, чтобы увидеть часть 2
Нажмите здесь, чтобы увидеть часть 3
4-я поставка ЗАКРЫТИЕ ТЕОРИИ
13º — АНАЛИЗ ЗАКРЫТИЙ
Необходимо внедрить систему анализа, основанную на периодических данных, получаемых при мониторинге работы моряка. Если шов идеально отрегулирован, то любое значительное изменение в качестве уплотнения, скорее всего, произойдет из-за корпуса или днища, а не самого аппарата.
В настоящее время они находят широкое применение.
различные типы сварочных аппаратов
Ассортимент шпаклевочных машин варьируется от одноголовочных до 16-головочных и более. Крайне важно, чтобы процесс закрытия был стабильным во всех головах, что требует строгого контроля за процессом работы каждой головы.
Настраивая анализ трендов, поддерживаемый ежедневным представлением результатов герметизации, можно установить для каждого типа моряков необходимую частоту действий по регулировке по целям. Хорошо спроектированные и построенные моряки могут нуждаться в корректировке цели каждые три месяца, в то время как другие могут нуждаться в еженедельной корректировке.
В случае с нерегулярными контейнерными швеями, процесс задания цели, как правило, не столь точен, из-за ограничений в конструкции данного типа машин. Однако те же принципы могут быть применены.
В целом, для того, чтобы правильно следить за эволюцией швов у моряка, можно применять следующие принципы:
1.- Пробу следует отбирать через регулярные промежутки времени, обычно по одной с каждой станции уплотнения, отмечая ее происхождение.
2.- Каждый контейнер подвергается измерениям и утверждениям, указанным выше, с учетом полученных результатов.
3.- Результаты измерений должны быть сопоставлены с данными, указанными в спецификациях. Для этого необходимо определить среднее значение всех измерений, принимая во внимание максимальное и минимальное значения, сравнивая полученное среднее значение с техническими характеристиками, а также диапазон его вариаций.
4.- Полученные результаты необходимо сравнить с результатами, полученными на других предыдущих образцах, чтобы проверить состояние машины и иметь возможность исправить ее неправильную регулировку без необходимости останавливать машину.
5.- Если окажется, что пломба вышла из-под контроля, рекомендуется проверить по 5 контейнеров на одну станцию, чтобы убедиться, что ранее полученные значения верны.
6.- Также важно проводить оценку 5 тары на станцию, при начале работы после длительной остановки, при смене формата или даже при смене инструмента на станке.
Если сравнение измерений показывает, что машина выходит из-под регулировки, или полученные уплотнения постепенно отходят от технических характеристик, то это может быть вызвано одной из следующих причин:
a.- Любое изменение характеристик корпусов или днищ, которыми питается оборудование.
б.- Грязь в машине.
в.- Чрезмерный износ любой части моряка.
e.- Любые помехи или заклинивание механизмов машины.
Следует подчеркнуть, что
статистический контроль швов
Статистический контроль процесса сшивания обеспечивает большую эффективность и дает нам четкое представление о том, когда необходимо действовать в отношении регулирования и регулировки шва.
Для многоголовочного моряка задача частого контроля нескольких контейнеров на голову является длительной и трудоемкой, но она стоит того, особенно если станок был оснащен новым технологическим оборудованием, которое является дорогостоящим; это противоречие с точки зрения затрат, чтобы через этот частый контроль станок не был хорошо отрегулирован в любое время.
14º.- ПРОТОКОЛЫ ОБСЛУЖИВАНИЯ МОРЯКОВ
Главной задачей технического обслуживания, безусловно, является правильная смазка. Наиболее уязвимыми зонами seamer являются детали, которые движутся с высокой скоростью, такие как шпиндели оправок, компрессионные пластины, ролики и система нижней подачи.
Вал оправки и вал компрессионной пластины особенно подвержены заеданию не только из-за отсутствия смазки, но и из-за загрязнения продукции, в случае с сшивающими машинами на консервных заводах.
После каждого производства следует потратить достаточное время на очистку уязвимых зон, где утечка продукта могла привести к механическим повреждениям или локальному выделению тепла от трения. После завершения процесса мойки под давлением важно смазать, чтобы уловленная вода, и в частности чистящие средства, были слиты, чтобы они не загрязняли чувствительные области, такие как, например,
шариковые подшипники
. Неэффективно разрабатывать целевую установку, если это устаревшая машина, с подверженными коррозии уязвимыми зонами. Часто это может происходить у моряков, имеющих только сезонное производство.
Строители Seamer прилагают инженерные усилия, чтобы уменьшить частоту и надлежащее обслуживание смазки. Однако системы рециркуляции масла и самосмазывания роликов существуют только в современном оборудовании. Многие из старых шовных машин, которые до сих пор работают отлично, нуждаются в необходимой заботе и внимании, чтобы поддерживать их в хорошем состоянии, и быть в состоянии производить швы хорошего качества.
15º.- ТЕХНИЧЕСКИЕ УСОВЕРШЕНСТВОВАНИЯ И ЭВОЛЮЦИЯ ЗАКРЫТИЯ (МИНИ-ЗАКРЫТИЕ)
Введение
Появление на рынке высокоскоростных сварочных аппаратовУменьшение толщины жести и повышение ее твердости, введение двойного уменьшения жести, обобщение использования «двухкомпонентной» типовой упаковки, а также более широкое использование укупорочных компонентов, изготовленных из других материалов, таких как TFS или алюминий, привели к обновлению концепции укупоривания.
На самом деле, все это связано с растущей потребностью в сокращении расходов на упаковку, что приводит к постоянным улучшениям и модификациям в процессах производства кузовов и днищ. Очень значительным достижением в области цилиндрических банок является «двухкомпонентный» контейнер DWI, т.е.
может образовываться при глубокой вытяжке и последующем растяжении и сжатии стен.
. Его большая диффузия в области газированных напитков и пива подразумевает дополнительное требование к герметичности затворов при определенном внутреннем давлении, чтобы не воспроизводить потери газа углекислого газа.
Очевидными преимуществами этого изменения являются устранение любых боковых швов и необходимость в одном креплении между корпусом и крышкой. Нерегулярные банки, полученные методом мелкого волочения, также выиграли от этой новой технологии производства.
Еще одним важным прорывом стало значительное уменьшение толщины дна и тела. Использование более тонких и прочных материалов экономит металл, а с внедрением стали с двойным редуктором свойства контейнеров могут быть сохранены.
Эта эволюция потребовала внедрения технологии «мини-закрытие», которая обеспечивает поддержание процесса укупорочной формовки новыми более тонкими и твердыми материалами. Такая герметизация обеспечивается также благодаря возможностям, предлагаемым трехкомпонентными или глубоко вытягиваемыми контейнерами с электросварными швами. Очевидно, что меньший размер крепежа означает более высокую степень точности, чем крепежи обычного размера. Однако, если мы хотим правильно реализовать использование очень тонких и твердых материалов, необходимо перейти на технику использования «мини-уплотнения», чтобы поддерживать минимальный уровень критических параметров уплотнения. Это влечет за собой необходимость обучения механиков и людей, занятых в традиционной технике уплотнения, этой новой технологии.
Эволюция закрытия
За последние десятилетия корпуса и днища контейнеров из стали с покрытием(жесть, TFS, TFS)….), были оптимизированы пользователями (например, улучшение обращения, хранения, условий процесса …) и изготовителями упаковки (например, улучшение процесса производства, толщины, свойств …), с учетом использования тонких материалов в сочетании с высокой твердостью (например, использование жести с двойным уменьшением).
Использование более тонких и жестких толщин для изготовления дна непосредственно влияет на качество и целостность процессов герметизации. Размер или тип закрытия, который был определен и адаптирован много лет назад для использования простой уменьшенной жести, более толстой и мягкой, не обязательно является адекватным, чтобы гарантировать хорошее качество закрытия при использовании жесткого и жесткого листа.
В результате, размер или тип закрытия не развивался параллельно с изменением спецификаций корпуса контейнера и особенно его основания. При применении с этими материалами размерных критериев типов застежек в силе, они порождают ряд проблем, являясь основными, наличие чрезмерного уровня морщин, что наносит ущерб качеству застежки.
В процессе закрытия металл нижней части фланца «уменьшается», и эта операция более выражена, чем более периферийной является точка, будучи максимальной по краю. Таким образом, точка «А», см. чертеж № 63 перемещается из положения 1 в исходном состоянии на срезанном плоском диске в положение 2, когда дно уже свернуто. Наконец, он переходит в позицию 3, как только закрытие завершается.
Рисунок № 63: Эволюция металла в крыле дна
В этом «восстановительном» процессе имеется «остаточный» материал, вызванный уменьшением диаметра. Естественной тенденцией металла является образование морщин. Если при использовании «мягкого» листового металла эти морщины можно свести к минимуму или устранить за счет большего сдавливания в процессе запечатывания, то при использовании тонкого, твердого металла возникают все большие трудности, независимо от типа используемого запечатывающего валика. Эта сложность будет значительно возрастать в случае малых диаметров контейнеров, влияя на целостность укупорки. Поэтому, чтобы устранить очень серьезную проблему чрезмерного образования морщин на твердых и тонких материалах, необходимо было переосмыслить классические критерии закрытия.
Единственно возможным решением является уменьшение количества металла нижнего фланца, которое должно быть «уменьшено», путем изменения размера укупорки, в соответствии с новыми техническими характеристиками корпуса и дна контейнера. Короче говоря, уменьшение толщины и увеличение твердости материала корпуса и, особенно, дна, заставляет пересмотреть дизайн фланца корпуса и нижнего фланца, переходя к стандартам меньших размеров. Это привело к появлению нового поколения затворов, обозначенных как «мини-затворы».
Это увеличивает диапазон типов закрытия с меньшими размерами. Эти новые типы действительны как для тонких и твердых лезвий (DR), так и для толстых и мягких лезвий (SR).
На чертеже nº 64 показана эволюция процесса уменьшения размера нижнего фланца, произошедшая за последние несколько десятилетий, связанная с использованием новых материалов. Это привело к уменьшению диаметра режущего диска и, как следствие, к снижению расхода материала и, как следствие, к значительной экономии.
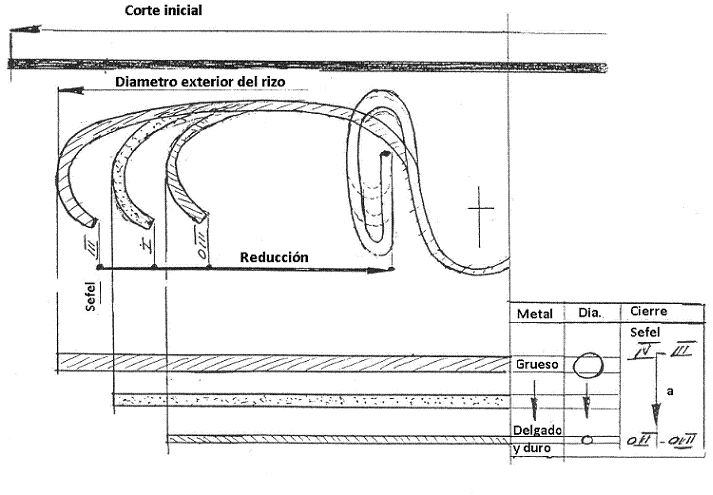
Рисунок № 64: Изменение размера закрытия
Использование такого типа материалов DR влияет не только на закрытие, необходимо переконструировать нижний профиль, модифицируя такие элементы, как глубина и конфигурация бассейна, а также заново определить форму расширительных колец центральной панели.
Уменьшение толщины дна и принятие материала с двойным уменьшением неизбежно требует меньшего радиуса основания донного желоба и увеличения глубины донного желоба для достижения хороших результатов герметизации. Это изменение снижает усилия по проникновению дорна в дно.
Техника изготовления «мини-крепежа» требует более высокой степени точности, чем обычный крепеж, используемые инструменты должны быть лучшего качества, и всегда желательно использовать детали (по крайней мере, шпиндели и ролики), покрытые карбидом хрома или нитридом титана. Укажем необходимый прогресс в каждой завершающей операции.
Первая операция
Правильное формирование первой операции закрытия всегда является самым важным фактором для достижения хорошего качества. Технология «мини-молния» требует дополнительного ухода во время 1-й операции, потому что чем жестче и тоньше лезвие, тем труднее контролировать наличие морщин. Поэтому конструкция профиля этого ролика имеет решающее значение для успеха этого шага. В процессе формовки металла необходимо, чтобы край нижнего закручивания располагался по центру радиуса фланца контейнера. См. рис. 65.
Рисунок 65: Правильная секция 1-й операции «мини-молнии».
Новая уменьшенная конструкция нижнего фланца такова, что он содержит только минимальный материал, достаточный для достижения достаточной длины нижнего крюка. Поэтому, если 1-й рабочий валик не имеет правильного профиля или неправильно отрегулирован, а материал фланца не находится в точном положении, то в конце закрытия произойдет недостаточный нахлест. Альтернатива добавления большего количества материала к нижнему фланцу для обеспечения лучшего нижнего крюка будет иметь негативные последствия, так как это приведет к образованию недопустимых морщин с точки зрения герметичности закрытия.
В нижней части, предназначенной для «мини-закрытий», имеется конец или край закрутки, в котором конечный прямой участок был устранен, закруглив его до режущей кромки. На рисунке 66 на обычном фоне показана прямая часть конца завитка, а рядом с ней — фон, который должен быть у этого нового типа.
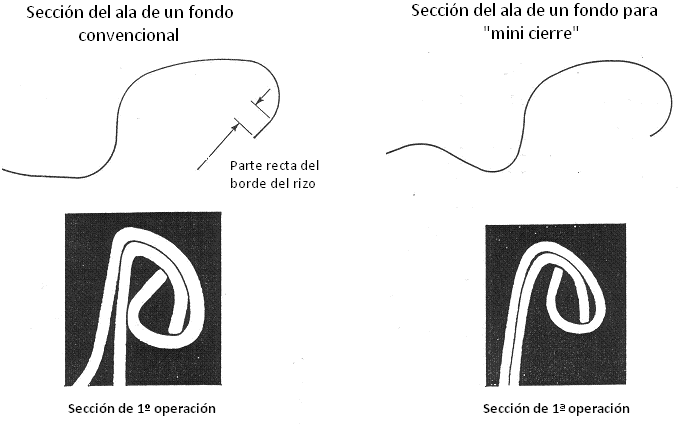
Рисунок № 66: Сравнение 1-й операции в обычной и мини-молнии мини-замок
На черном фоне можно увидеть изображения первых операций, которые генерировали бы кудри обоих типов. Очевидно, что эта конструкция дает дополнительный контроль материала во время формирования нижнего крюка при 1-й операции закрытия.
Когда мы анализируем внешний вид участка 1-й операции, выполненной с помощью этого нового фонового дизайна, видно, что с помощью этой технологии было достигнуто радикальное улучшение. Материал лучше контролируется и может быть размещен в оптимальном положении.
Вторая операция.
Еще раз настаиваем на цели действия второй операции: сжимать узел, полученный при 1-й операции, до точки, где гарантируется герметичность уплотнения.
Во время этой операции, резиновая прокладка течет, чтобы поглотить любой вакуум внутри уплотнения. Профиль барабана второй операции, для этого типа новых днищ, разработан с учетом двух основных требований. Прежде всего, ваш силуэт должен быть сконструирован таким образом, чтобы обеспечить правильную посадку для покрытия критических параметров закрытия. Во-вторых, форма профиля должна стремиться к сочетанию минимально возможного давления уплотнения с необходимой герметичностью уплотнения.
Новое поколение укупорочных средств, позволяет решить проблемы, порождаемые в обычных укупорочных средствах, с увеличением твердости и уменьшением толщины материалов, и предположить прогресс в технологии укупорочных средств.
Оценка «мини-закрытия».
Задача выполнения «мини-закрытия» требует более высокой степени точности, чем обычное закрытие, поэтому в типичный процесс оценки классического закрытия необходимо ввести ряд специальных действий, как это подробно описано ниже.
1-я операция:
После первой операции герметизации, выполненной шовщиком, необходимо оценить ее как с точки зрения размеров, так и с точки зрения оптики. Толщина первой операции измеряется и фиксируется с помощью крюка и петли — или микрометра для крепежа.
Кроме того, после этой операции необходимо измерить полученную глубину кюветы. Поэтому, если манометр уже указан в разделе «ОЦЕНКА ЗАЩИТЫ — Измерение глубины впадины», то глубина впадины измеряется только в конце радиуса впадины. В связи с небольшими размерами и конфигурацией уплотнения, а также уменьшением размера нижнего фланца, очень важно достичь правильной глубины впадины при 1-й операции.
На шовных машинах, использующих «неуправляемые» оправки и фиксирующие валики, необходимо отрегулировать высоту профиля валика относительно кромки оправки с помощью щупов, как упоминалось выше. Для этого типа крепежа очень выгодно использовать направляющие ролики и оправки.
После того, как эти два измерения были отмечены, крепление, полученное в 1-й операции, разрезается в двух противоположных точках, на расстоянии от области бокового шва корпуса, и эти разрезы наблюдаются на крепежном проекторе. Помимо соблюдения указанных мер, важным аспектом достижения хорошего окончательного закрытия является подтверждение того, что в ходе первой операции было достигнуто хорошее геометрическое формирование затвора.
На рисунке 67 показаны три типа 1-й операции «мини-закрытия», которые соответствуют следующим результатам:
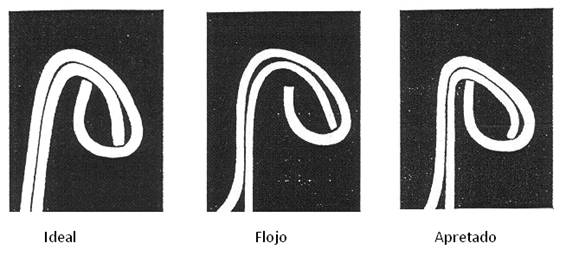
Рисунок 67: Различные типы 1-й операции в мини-блокировочной системе
Идеально: Очень важно, чтобы край нижнего закручивания находился в положении, совпадающем с центром радиуса фланца корпуса.
Ослабление: Если крепление слишком ослаблено, то образуется неправильный нижний крюк.
Теснота: Если 1-я операция выполняется слишком туго, то происходит искажение между нижним крючком и крючком корпуса.
2-я операция:
Как и в случае 1-й операции, необходимо оценить полученные размеры и визуально. Все размеры отмечены на листе управления процессом, из которого вычисляются критические параметры.
Очень важно, чтобы используемые манометры контроля качества могли измерять «мини-закрытия», позволяя получать точные показания. Это особенно актуально для измерительных приборов, измеряющих глубину кюветы и толщину уплотнения.
Каждый аспект законченного закрытия важен, но критически важные параметры, которые должны быть достигнуты, имеют важное значение. Рекомендуемая последовательность мероприятий:
Глубина ячеек:
Важно, чтобы щуп кюветного глубиномера упирался в область, где заканчивается радиус кюветы. На рисунке 68 показано место контакта щупа.
Рисунок 68: Измерение кюветы в мини-блокировочном устройстве.
В отличие от обычных днищ, существует большая разница в размерах между глубиной чаши и длиной замка. На рисунке 65 показано , что чаша в мини-замке намного больше, чем замок, чего нельзя сказать об обычном замке. Во многих отношениях это означает, что регулировка доводчика легче, особенно в тех случаях, когда используются направляющие ролики и оправки, где регулировка для коррекции соотношения между этими двумя элементами доводчика очень затруднена.
На шовных машинах, где предусмотрена вертикальная регулировка валиков по высоте, необходимо обращать особое внимание на то, чтобы валик никогда не соприкасался с живым краем кромки оправки. Сложные покрытия, которыми оснащено большинство замковых инструментов этой технологии, разрушаются в одно мгновение, если есть даже легкий контакт.
Глубина донного желоба измеряется в двух противоположных точках после опорожнения содержимого контейнера, если оценка закрытия производится на консервном заводе, так как при измерении на контейнере, находящемся под внутренним вакуумом, особенно на дне с малой толщиной металла, что является нормальным случаем в мини-закрытии, может возникнуть ложное срабатывание.
Длина крепления:
Измеренная в двух точках длина уплотнения в первую очередь отражает, когда герметичность второй бегунки плотно прилегает. Кроме того, тщательный контроль длины уплотнения является хорошим индикатором состояния износа первого бегуна.
Если второй рабочий ролик будет слишком свободен, то длина готового крепежа будет короткой, например, ниже 2,40 мм. Если этот ролик слишком тугой, длина уплотнения может превысить 2,70 мм. Чрезмерная длина закрытия может также указывать на износ 1-го рабочего валика.
Толщина пломбы:
Толщина уплотнения связана со свободным пространством в нем, как мы уже видели в концепции «Определение свободного пространства» в разделе 5ª. ОЦЕНКА ЗАКРЫТИЯ. В случае «мини-закрытия«Разница заключается в том, что константа уменьшается с 0,19 мм. максимум до 0,13 из-за меньшей толщины металла и меньших размеров крепежа. Выражение было бы:
Фактическая толщина уплотнения = (2 Гц + 3 Гф) + 0,13
Толщина корпуса в
двухкомпонентная (DWI) упаковка
трудно измерить из-за близости перехода от толстого к тонкому в области, находящейся непосредственно под фланцем корпуса. Поэтому поставщика упаковки следует попросить предоставить эту информацию. Однако толщина дна должна быть точно измерена соответствующим щупом.
Толщина затвора должна быть измерена в двух точках, на позициях 10 часов и 14 часов, где 12 часов соответствует положению бокового шва на пачках из трех частей, и в двух противоположных точках на пачках из двух частей.
Процесс подготовки крепежа, рассечения, обрезки и т.д. для мини-крепежа аналогичен тому, что уже обсуждался для обычного крепежа.
Критические параметры в мини-закрытии
Затягивание крепления:
Несомненно, наиболее трудной является оценка приемлемости крепежа в связи с субъективностью задачи проведения визуальной оценки состояния нижнего крюка, чтобы установить, является ли крепеж достаточно плоским или нет.
Это делает еще более сложным на «мини-молнии», просто потому, что малость нижнего крючка маскирует и затрудняет легкое выявление морщин без глажки.
Одной из основных задач разработки «мини-молнии» было обеспечение того, чтобы нижний металл, деформированный во время работы застежки-молнии, оставался под контролем, тем самым минимизируя риск появления устойчивых морщин, образовавшихся во время работы 1-й застежки-молнии, которые можно было бы разгладить во время работы 2-й застежки-молнии.
Тем не менее, тонкий материал двойного пониженного качества (DR) для дна требует высокого давления уплотнения для поддержания целостности дна и соответствия или даже улучшения характеристик обычных донных уплотнений.
В дополнение к визуальному осмотру нижнего крюка мы рекомендуем следовать приведенным ниже инструкциям, чтобы удостовериться, что было принято правильное решение при оценке герметичности крепежа.
Индикаторы герметичности замка:
1º.- Непосредственный расчет пространства, занимаемого резиновой прокладкой внутри уплотнения, дает хорошее подтверждение степени давления в уплотнении. Эта область называется «свободным пространством», и для ее расчета мы ссылаемся на то, что было сказано ранее в этой точке при обычном замыкании.
Когда расчёт производится для двухкомпонентной банки, по приведённым выше причинам, у изготовителя можно запросить толщину металла корпуса в этой области (включая лак), чтобы произвести расчёт.
2º.- Чтобы убедиться, что слишком плотное уплотнение не является причиной искусственно завышенного результата значения зазора, необходимо учесть еще два фактора:
Прежде всего, важно проверить на наличие «пружины» крепления, посмотрев на отрезок крепления на проекторе. В
рисунок 69
представлена симпатия между правильным закрытием и «пружиной».
Рисунок № 69: Сравнение замков
Во-вторых, если измерение длины крепежа больше, чем указано для мини-крепежа. Например, когда она больше 2,70 мм.
Если ответ «да» на оба вопроса, то следует позаботиться о правильном определении условий уплотнения, а также о том, чтобы была дана неверная информация для перенастройки шва, так как при увеличении давления для уменьшения зазора результат будет хуже, если уплотнение уже было достаточно герметичным.
Оценка степени давления или герметичности мини-защелки соответствует тем же процентным критериям относительно высоты нижнего крючка, что и для обычной защелки. То же самое касается пиков, морщин, складок и т.д.
Наложение или наложение:
При этом должны соблюдаться те же критерии, что и при использовании обычного крепежа, с той разницей, что абсолютное минимальное значение снижено, так как можно взять за основу минимальное значение 0,9 мм.
Проникновение крюка в тело:
При этом соблюдаются критерии, установленные для обычного закрытия.
Визуальные дефекты:
При этом соблюдаются критерии, установленные для обычного закрытия.
Влияние вкладки
Размеры фланца корпуса контейнера будут иметь больший вклад в хорошие эксплуатационные характеристики укупорки, чем в обычном контейнере.
Значение этого фланца лишь незначительно уменьшается для мини-затвора, и возможно даже закрытие контейнеров с обычным дном или для мини-затвора с таким же типом фланца. Однако неизбежно, что из-за меньших размеров крыла в последнем случае между краем фланца корпуса и краем закрутки нижнего крыла остается меньше пространства. В результате размеры фланца становятся более контролируемыми, что сокращает его диапазон допусков.
Если бы фланец был излишним, между ним и закручиванием возникли бы помехи, в результате чего фланцы при закрытии сгибались вниз, что привело бы к ложному замыканию. На рисунке 70 сравниваются относительные положения нижнего фланца и фланца корпуса для обычного контейнера и контейнера с мини-крышкой.
Рисунок № 70: Соотношение скручивания и табуляции в обычных и мини-замках
Изменения в производственной линии
Внедрение донышек из материала DR требует изменения условий обработки донышек на линии производства или наполнения банок. Эти изменения влияют как на управление этими фондами, так и на их питание.
Тонкость дна делает его очень уязвимым и может быть повреждено в различных точках до операции закрытия. Повреждения неизбежно будут проявляться в виде вмятин или зазубрин в закручивании нижнего фланца, что, как показал опыт, приведет к выходу из строя двойного уплотнения, если перед закрытием дно не будет удалено из башни нижней подачи более близкого к закрытию. Типичными дефектами являются: провисание при закрытии, пики или остаточные морщины на нижнем крючке.
Повреждения погрузчика, вызванные рулонами дна, уложенными на поддон, при контакте с мачтой или вилками погрузчика, были представлены как наиболее распространенная причина проблемы. Чтобы предотвратить эти отказы, вилочные погрузчики следует модифицировать с помощью распорки на вилках для предотвращения контакта между нижним поддоном и мачтой вилочного погрузчика. См. рис. 71.
Рисунок № 71: Расположение прокладки на вилочных погрузчиках
При установке этих распорок обратитесь к изготовителю вилочного погрузчика, чтобы смещение центра тяжести груза не влияло на устойчивость машины.
Кроме того, операторы вилочных погрузчиков должны быть надлежащим образом обучены, чтобы они понимали уязвимость новых средств, в том же смысле, что потребуется внести изменения в «Инструкцию по эксплуатации» завода.
Следует иметь в виду, что обычное дно более нечувствительно к этим дефектам из-за большей толщины, что означает, что эти повреждения происходят в меньших количествах, и даже если они все же происходят, они превращаются в меньшее количество дефектов на пломбе. Дно для мини-корпуса не дает такой мощности из-за уменьшенной толщины материала.
Выводы:
Для подведения итогов и на практическом уровне следует сказать, что использование таких мини-затворов позволяет использовать в дне более твердые и тонкие металлы, что означает двойную экономию сырья.
a.- Экономия толщины на одной и той же площади поверхности, для сохранения ее механических свойств.
b- Экономия за счет изменения дизайна закрытия, что отражается в уменьшении площади поверхности.
С другой стороны, для того чтобы осуществить новое закрытие этого типа в определенном формате, необходимо иметь в виду, что необходимо внести ряд изменений, которые повлекут за собой значительные расходы. Изменения, которые должны быть установлены:
- Реконструкция первичной спиральной режущей оснастки, в соответствии с новым уменьшенным разрезом переработанного дна. То же самое относится и к вторичной прокручивающейся оснастке для производства полос.
- Обновление оснастки в прессах для изготовления дна. Это влияет как на штамп, так и на обжимную оснастку, а также на перенастройку клееночного станка в соответствии с новым внешним диаметром дна.
- Уплотнители от производителей контейнеров и наполнителей потребуют новых сменных деталей для донной подачи, а также закрывающей оснастки. То есть, необходимо заменить или модифицировать все детали, влияющие на донышки (оправки, ролики, выталкиватели…), включая донный питатель, который обычно является дорогостоящей деталью.
Однако, несмотря на то, что первоначальные инвестиции значительны, когда речь идет о высоких форматах производства, срок окупаемости невелик.
16º.-ПРИБЫЛЬ В ОСНАСТКЕ СВАРОЧНЫХ АППАРАТОВ
В последние десятилетия производители оборудования сосредоточили свои усилия на улучшении производства шовных машин в различных областях, которые мы могли бы уточнить в следующих сегментах:
— Продвижение технологий путем внедрения новых материалов.
— Повышение производительности за счет сокращения времени простоя.
— Улучшение целостности креплений.
— Снижение эксплуатационных расходов.
Прокомментируем только первое. Новые материалы в технологии уплотнения:
Эти материалы находят свое основное применение в оборудовании, где используется технология мини-блокировки, так как она требует высокой точности и качества оснастки.
В обычных шовных станках срок службы роликов обычно превышает срок службы оправки с определенным запасом. Были достигнуты новые достижения в области материалов для производства деталей оснастки (шпиндели, ролики, подшипники) аналогичной долговечности.
В этой связи среди других новых материалов следует особо отметить следующие:
A.- Нитрид титана: Это покрытие, которое добавляется к инструментам (шпинделям и роликам) и которое значительно улучшает их поверхностную обработку, уменьшает повреждение защитного лака дна и существенно увеличивает срок службы инструмента. Документ по этому вопросу уже опубликован на этом сайте, и с ним можно ознакомиться, зайдя на страницу:
Фиксационные инструменты с покрытием из нитрида титана
На рис. 72 показана оправка, покрытая этим материалом.

Рисунок № 72: Зажимной патрон с покрытием из нитрида титана.
B.- Керамические подшипники для фиксации роликов: Увеличение срока службы роликов с использованием покрытия из нитрида титана повлияло на использование применяемых в них подшипников. При использовании хорошо смазанного подшипника обычного качества можно достичь 25 миллионов уплотнений. С помощью азотированных роликов можно достичь срока службы, превышающего 40 миллионов укупорок на один ролик. Почасовые затраты на квалифицированный персонал делают неэкономичной замену подшипников в этих частично отработанных роликах. Для достижения срока службы подшипника, сравнимого с установленным на нем роликом, был разработан подшипник с обратным угловым контактом, отличающийся тем, что он выполнен из керамических шариков и композитного материала, образующего сепаратор. Внутренняя и наружная дорожки подшипника изготовлены из нержавеющей стали.
При использовании этого типа подшипников было достигнуто значительное снижение потребности в смазке. Учитывая, что многие сварочные аппараты нуждаются в многоминутных простоях в день, работая 24 часа в сутки, повышение производительности за счет сокращения времени смазки становится очевидным.
C.- Прочие материалыДля замыкающих оправок существуют определенные варианты материалов, которые, помимо уже упомянутого покрытия нитридом титана, имеют тенденцию удлинять срок службы того же самого, не вдаваясь в детали, так как его использование сегодня является незначительным, можно заметить:
— Использование покрытия на основе карбида хрома.
— Реализация оправки, образованной комбинированным металлическим/депозитным металлическим материалом. У него полупрозрачный стальной корпус и губа стула.
— Оправа состоит из спеченного металла/керамики, сочетающего свойства обоих материалов.
Короче говоря, цель состоит в том, чтобы найти комбинации материалов, которые улучшают сопротивление и усталость кромки оправки, одновременно повышая ее твердость.
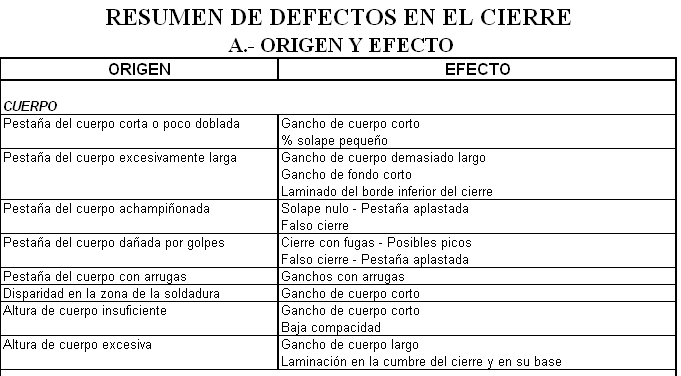
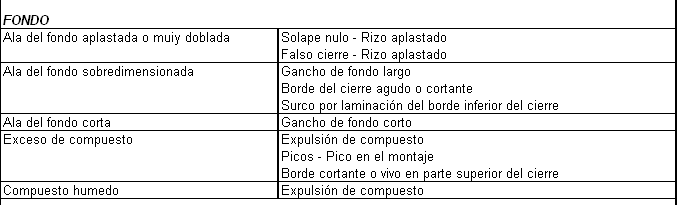
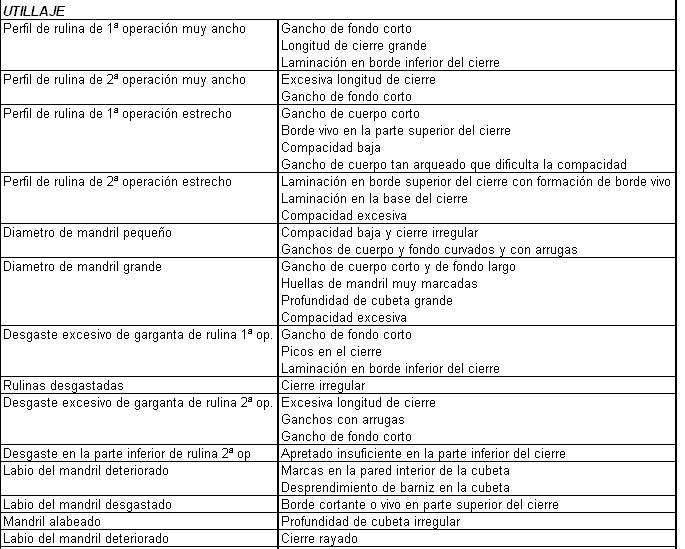
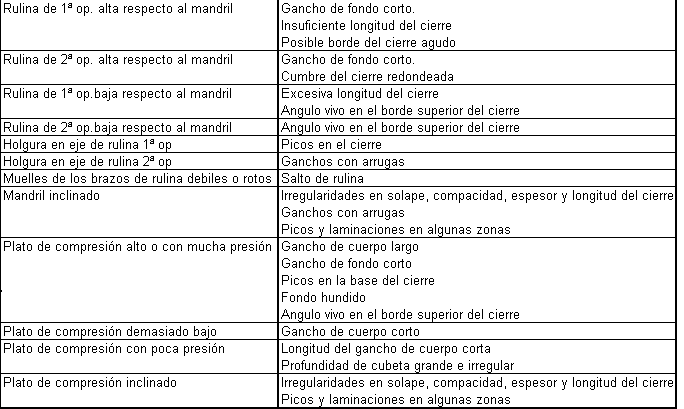
17º.- РЕЗЮМЕ ДЕФЕКТОВ ПРИ ЗАКРЫТИИ
Можно многое написать о закрытии, его возможных проблемах с качеством, причинах, которые его порождают, и способах их решения, но когда возникает сложность, нелегко искать в таком количестве литературы, как найти способ ее решения.
Способом сокращения этой задачи является использование сводных таблиц, где, зная о дефекте, они указывают на возможную причину, и таким образом действуют в указанном направлении. Или наоборот, известна возможная ошибка или изначальное несовершенство, эффекты которого могут породить нас в закрытии.
Для этого мы подготовили следующие таблицы.
ПРОИСХОЖДЕНИЕ И ЭФФЕКТ
Если мы видим, что некоторые из начальных компонентов уплотнения, такие как: свободное дно, корпус или пустые контейнеры, оснастка или регулировка шва, представляют собой предыдущую аномалию, и мы хотим знать, что это может означать для уплотнения, то в следующей таблице мы попытаемся кратко обобщить различные варианты.
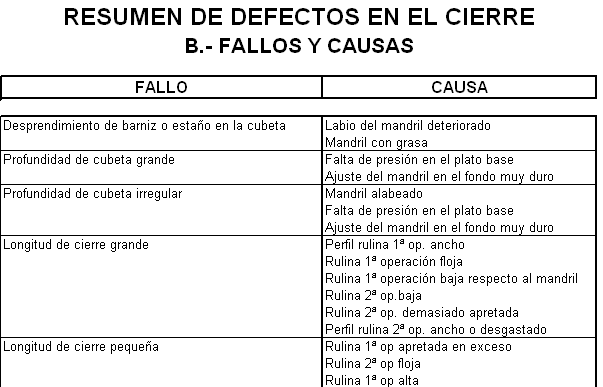
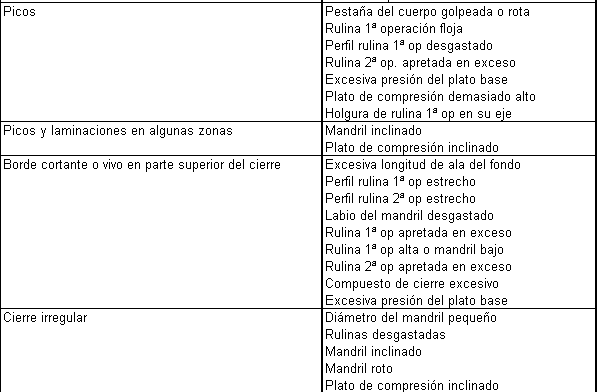
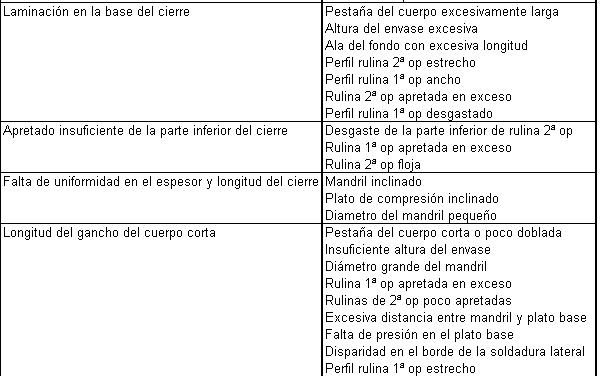
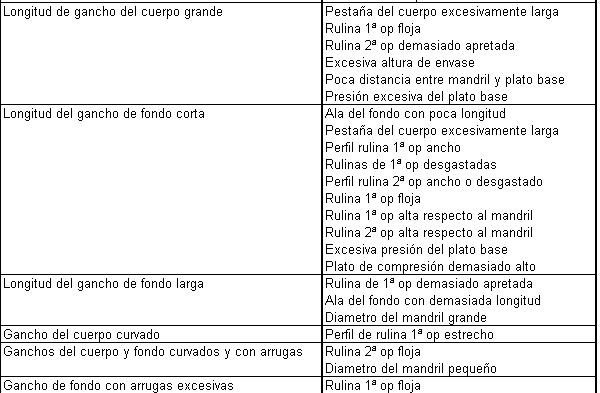
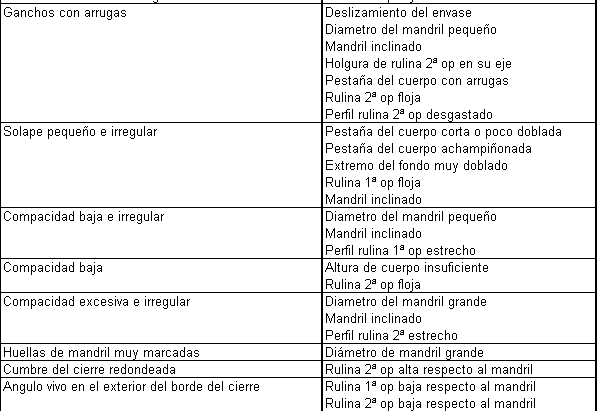
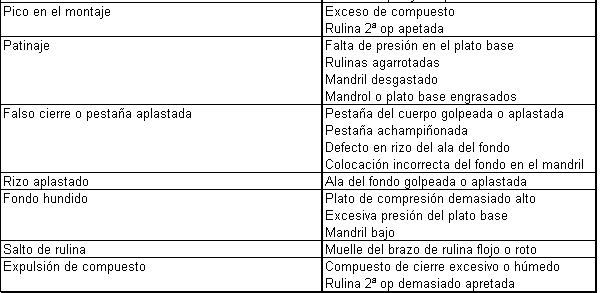
Б.- НЕУДАЧИ И ИХ ПРИЧИНЫ
Наиболее распространенная ситуация — обратная, т.е. анализируя крепление, мы находим определенный дефект и пытаемся выяснить его возможное происхождение. Следующая таблица отвечает на эту идею.
18º.- СИПНОСИС
В качестве подведения итогов этой работы можно сказать, что для получения оптимального качества уплотнения и высокой эффективности уплотнительных работ необходимо обратить внимание на следующие моменты:
a.- Качество закрытия:
Для того, чтобы уплотнение выполняло свою задачу по стойкости и герметичности, оно должно обладать следующими характеристиками:
1.- Крючки корпуса и днища должны быть прямыми, параллельными и одинаковой длины.
2.- Нижний край затвора должен быть прикреплен к корпусу контейнера и не иметь следов ламинирования.
3.- Верхняя часть застежки не должна иметь краев, острых углов или признаков ламинирования.
4.- Верхняя часть застежки должна быть слегка плоской.
5.- Внешняя кривизна уплотнения должна быть равномерной и типичной для профиля второго рабочего валика.
6.- Глубина впадины должна быть немного или умеренно больше высоты закрытия.
7.- Смесь должна покрывать любой зазор или свободное пространство.
8.- Закрытие должно быть равномерным по всему периметру.
9.- Компактность должна быть выше 75% в круглых контейнерах и 60% в фасонных.
10.- Степень герметичности должна быть не менее 75% в круглых контейнерах и 60% в фасонных.
11.- Нахлест должен быть выше 45% и в целом выше 1 мм.
12.- Проникновение крюка в тело должно составлять не менее 70%.
b.- Высокая эффективность в закрывающем оборудовании.
Для правильной работы шпаклевочных машин и поддержания однородного качества шва необходимо учитывать следующее:
1.- Для проведения эффективного профилактического обслуживания моряка.
2.- Очистите и смажьте моряка, как рекомендовано в руководстве по эксплуатации машины.
3.- Обращайтесь с оборудованием строго в соответствии с техническими условиями, указанными производителем.
4.- Используйте машину в соответствии с характеристиками дна и контейнеров, которые должны быть закрыты, с учетом идеального типа закрытия.
5.- Удостовериться в том, что моряк производит укупорку надлежащего качества.
6.- Записывайте все проведенные операции и корректировки, а также полученные результаты, чтобы определить, какие из них являются наиболее подходящими для выполнения при повторном возникновении подобных проблем.
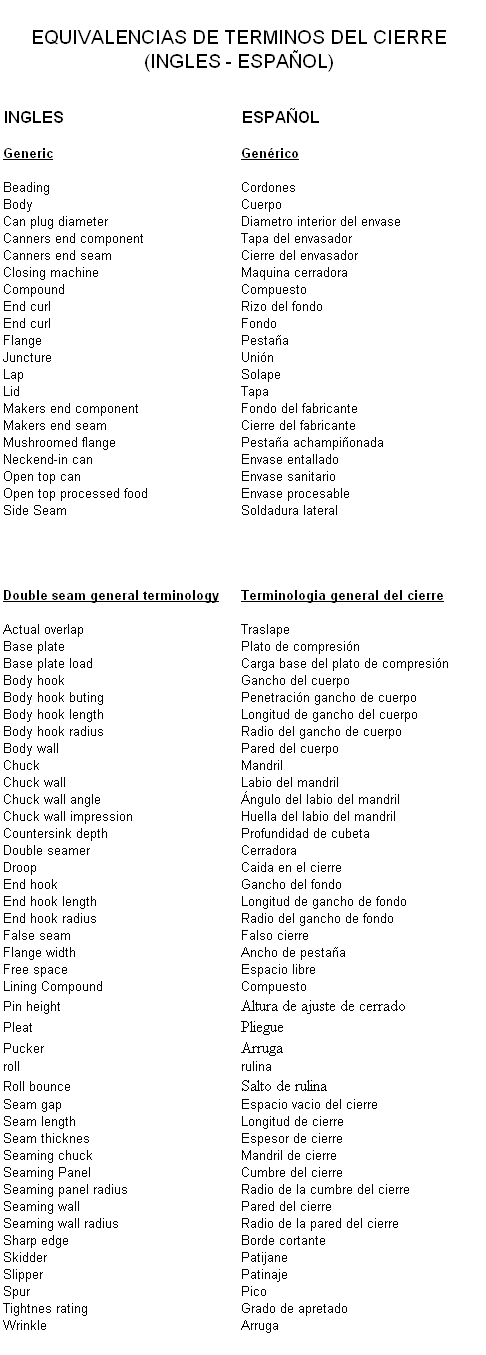
19º.-ЭКВИВАЛЕНТНОСТЬ ЗАВЕРШАЮЩИХ ТЕРМИНОВ: АНГЛИЙСКИЙ — ИСПАНСКИЙ
Наиболее частые источники информации о закрытии компаний, как правило, пишутся на английском языке, и иногда трудно найти наиболее подходящее слово в его переводе на испанский язык. Именно поэтому мы считаем полезным в этой работе по закрытию счетов включить список наиболее распространенных терминов на английском языке с их эквивалентом на испанском языке.
20º — БИБЛИОГРАФИЯ
— Foodcan «Euroseam» Двойной шов Руководство Пита Морана
— Инструмент для шва — IX Семинар по технологии уплотнения.
— Запечатывание банок» Пита Морана.
— Руководство по закрытию» — Упаковка гробовиков.
— Руководство по двойному шву» — Инжиниринг CMB
— Рекомендуемые отраслевые спецификации для Opon Top переработанных пищевых банок» — MPMA (Metal Packaging Manufacturers Associaton)
— Закрытие и дефекты металлических контейнеров для пищевых продуктов» Карлос Паньос — Сойвре
— «Консервирование рыбы и мяса» Р.Д. Футита и А.С. Льюиса.
 BALL CORPORATION РЕКОМЕНДУЕТ ОТКЛОНИТЬ ПРЕДЛОЖЕНИЕ ПО РАЗМЕЩЕНИЮ АКЦИЙ НИЖЕ РЫНОЧНОГО УРОВНЯ КОРПОРАЦИЕЙ TRC CAPITAL CORPORATION
BALL CORPORATION РЕКОМЕНДУЕТ ОТКЛОНИТЬ ПРЕДЛОЖЕНИЕ ПО РАЗМЕЩЕНИЮ АКЦИЙ НИЖЕ РЫНОЧНОГО УРОВНЯ КОРПОРАЦИЕЙ TRC CAPITAL CORPORATION
 МЕТАЛЛИЧЕСКАЯ УПАКОВКА — ЧАСТЬ ЭКОЛОГИЧНОЙ УПАКОВКИ
МЕТАЛЛИЧЕСКАЯ УПАКОВКА — ЧАСТЬ ЭКОЛОГИЧНОЙ УПАКОВКИ
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 контроль закрытия масляных фильтров
контроль закрытия масляных фильтров
 РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 1
ТЕОРИЯ ЗАКРЫТИЯ — Часть 1
 ИЗМЕРЕНИЕ ДВОЙНОГО ЗАМКА
ИЗМЕРЕНИЕ ДВОЙНОГО ЗАМКА



0 Comments