
INTRODUCCIÓN
El TFS es un material normalmente empleado en la fabricación de tapas, fondos y envases embutidos. Por su naturaleza es un producto más delicado que la hojalata, por lo que se deben tomar una serie de precauciones sobre las instalaciones de producción.
Trataremos de especificar una sucesión de reglas, que bien aplicadas mejoraran los resultados finales cuando se utilice este material.
1º.- REGLAS GENERALES
Siempre que se tiene que usar TFS:
TODAS LAS SUPERFICIES DE DESLIZAMIENTO DE LAS HOJAS SOBRE LAS MAQUINAS, TRANSPORTADORES, UTILLAJE … DEBER ESTAR:
A.- LIMPIAS de todo polvo metálico.
Esta precaución es mucho más importante si han sido utilizados previamente con aluminio, pues el polvo que el mismo deja es muy abrasivo, y con toda probabilidad provocará rayas sobre el TFS.
B.- VERIFICADAS desde el punto de vista de deslizamiento y PULIDO
Toda rebaba, muesca, aspereza, etc… debe ser eliminada por lijado y pulido, pues sino se producirán algunas rayas sobre ellas que se harán mayores en el futuro, a medida que la capa de C.C.O. (Chrome-Cromate-Oxyde) se forme en estas muescas o sobre sus rebabas.
Será necesario, sobre ciertas superficies de paso de las hojas de TFS, aplicar una banda de teflón con el fin de facilitar el deslizamiento y evitar las rayas sobre el TFS.
2º.- PARTES DEL MATERIAL DE PRODUCCIÓN A VERIFICAR PARA LA FABRICACIÓN DE FONDOS EN TFS
1º.- EQUIPAMIENTOS
A.- Equipamientos genéricos
Las reglas generales de limpieza de superficies de deslizamiento, descritas más arriba, deben ser aplicadas a los equipos que se utilizan en la fabricación de fondos y envases embutidos tales como:
– Líneas de corte de bobinas
– Equipos de barnizado, litografía o parafinado
– Maquinas “scroll” para el corte de hojas en zigzag u otras cizallas
– Prensas y sus rizadoras
– Engomadoras
– Dispositivo de apilado y alimentación
– Dispositivos de apoyo de hojas sobre transportadores y maquinas
– Dispositivos magneticos
– Separadores y topes
Las asperezas y desgastes que se forman sobre las superficies de deslizamiento de los equipos enumerados deben ser:
– Vigiladas periódicamente
– Eliminadas por lijado y pulido
– Después de su supresión presentar un acabado superficial: “pulido a espejo”
B.- Manutención y transporte
Indicamos a continuación una serie de factores que demandan ser verificados, ya que pueden influir sobre el aspecto de los fondos y envases fabricados con TFS.
- 1.- Tiempo transcurrido entre el desembalaje de las bobinas de TFS y su corte
- 2.- Dimensiones de los patines de los palets en comparación con las dimensiones de las hojas.
- 3.- Utilización de hojas de protección en los paquetes
- 4.- Maniobras de las carretillas elevadoras
- 5.- Cadencia de transferencia desde el almacén de paquetes cortados a la sección de barnizado
- 6.- Edad de las bandas u hojas barnizadas
- 7.- Método de flejado y protección de palets.
- 8.- Operación de retorno de palets
- 9.- Utilización de cartones intercaladotes en el embalaje
- 10.- Apilado de palets en varias alturas
- 11.- Método de alimentación de las bandas y su posicionamiento en el almacén de la prensa automática
Se debe reforzar el estudio de cada uno de estos factores para conocer su influencia sobre los riesgos de generar rayas.
2º.- MAQUINAS
A – LÍNEA DE CORTE DE BOBINAS
Sobre los diferentes órganos de estos equipos, se han de tomar las siguientes precauciones:
1º.- Deben estar limpios y lisos.
2º.- Eliminar rayas y rebabas.
3º.- Las piezas giratorias deben rotar libremente.
4º.- Aplicar bandas de teflón protectoras.
Detallamos en concreto las partes a revisar haciendo mención al numero de precaución a tomar
– Rodillo de puesta a nivel : 1º y 2º
– Rodillos del bucle: 2º y 3º
– Rodillos de la mesa de alimentación: 2º y 3º
– Placa de detección de agujeros: 1º y 4º
– Rodillo de corte: 1º y 2º
– Bridas de ajuste de alimentación: 1º y 2º
– Guías y bridas de ajuste de la mesa de salida: 1º y 2º
– Desviadores de clasificación : 1º, 2º y 4º
– Rodillos diábolos: 1º
Todo este listado de puntos debe ser repasado periódicamente.
B- HORNOS DE LITOGRAFIA
Estos equipos requieren una atención detallada para que no generen daños sobre las hojas de TFS. Se han de tener en cuenta las siguientes consideraciones:
1.- El polvo existente en el horno puede ser una causa de deterioro del barniz. La frecuencia del mantenimiento periódico debe ser rigurosa, pues después que los fondos estén terminados, es difícil de encontrar el origen de una imperfección, resultando una casualidad detectar el fallo durante el proceso.
2.- El material TFS barnizado debe ser sometido a una inspección, con el fin de detectar defectos provocados por las parrillas o vibraciones de las hojas.
3.- Un mal reglaje de los extractores de hojas de la cadena de contenedores, puede ser el origen de un daño durante el apilamiento
4.- Para las superficies de deslizamiento, aplicar las reglas generales descritas más arriba.
C.- PARAFINADORA
Para este tipo de equipos en concreto, se ha de tener en cuenta las siguientes recomendaciones:
1.- Aunque esta maquina puede estar instalada independiente o incluida en una línea, el mantenimiento periódico de las conducciones y boquillas de aplicación es una operación indispensable para obtener una aplicación uniforme de la parafina.
2.- Observar las especificaciones de dosificación en miligramos por metro cuadrado (mgr/m2) en la aplicación por ambas caras. En este caso es obligatoria la utilización de barras de pulverización dobles para la aplicación de la parafina.
3.- Verificar habitualmente todas las superficies de deslizamiento, aplicando las reglas generales descritas.
D.- SCROLL
Es necesario mantener muy limpias y lisas, así como eliminadas todas las rayas y rebabas en las siguientes zonas:
– Guías del flujo de las hojas
– Rodillos o barras de arrastre
Estos elementos han de ser verificados periódicamente
E.- PRENSA Y RIZADORA
Los puntos a vigilar son:
– Mesa de alimentación con sus barras de dedos y patines de presión
– Patines de frenado
– Placa de alimentación
– Correderas de bandas
– Placa del útil
– Guías de rizadora
En todos ellos se deben cumplir las reglas marcadas y además evitar las aristas afiladas y los desgastes acentuados.
F.- ENGOMADORA
Partes a controlar en particular:
– Mesa de alimentación
– Guías de los fondos
– Topes superiores de arrastre
– Topes inferiores de arrastre
Todos ellos deber de estar bien limpios y lisos. Los topes inferiores deben girar libremente y con suavidad
3º.-UTILLAJES
Precauciones a tomar sobre los mismos:
A.- ACABADO DE SUPERFICIES
1.- Las superficies de las partes del útil en contacto con el metal deben tener un pulido de Ra = 0,1 micras. Esta recomendación es aplicable tanto a las piezas nuevas como a las reparadas, y deber ser puesta en práctica aunque el manual de instrucciones mecánicas de la instalación no lo especifique así.
2.- Una utilización racional de los materiales, equipos y procedimientos, asegurará una reparación conveniente de las superficies del útil.
3.- La embutición es una operación, en el curso de la cual algunas zonas del material tienen el riesgo de aparecer desnudas, perdiendo su protección. Sobre el dibujo siguiente se indican las piezas del útil que deben presentar un acabado superficial de alta calidad, de un valor de 0,1 micras.
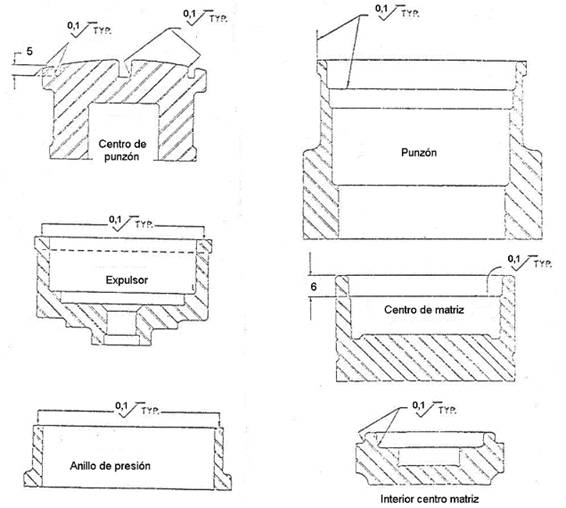
Se debe verificar que ninguna de las partes aquí señaladas con el signo de pulidas, presentan arañazos o marcas visibles, utilizando para ello un cuenta hilos o lupa de diez aumentos.
B.- TOLERANCIAS
Las tolerancias de fabricación de las piezas arriba indicadas, deben ser reducidas a la mitad, con relación a las normalmente empleadas para un troquel destinado a fabricar fondos en hojalata.
Volver a Materia Prima Mundo Latas
 Thessalia y Fadesa se alían en Ecuador
Thessalia y Fadesa se alían en Ecuador
 Nuevas funciones y posibilidades para sistemas de inspección de barnizado e impresión
Nuevas funciones y posibilidades para sistemas de inspección de barnizado e impresión
 Recomendaciones para la utilización de latas abrefácil
Recomendaciones para la utilización de latas abrefácil
 BARNICES.- (2ª parte)
BARNICES.- (2ª parte)
 EMBALAJE DE BULTOS DE HOJALATA
EMBALAJE DE BULTOS DE HOJALATA
 TARIFA DE MATERIALES LAMINADOS
TARIFA DE MATERIALES LAMINADOS
 ELEMENTOS DISTINTIVOS DE LOS METALES
ELEMENTOS DISTINTIVOS DE LOS METALES
 HOJALATA DOBLE REDUCIDA
HOJALATA DOBLE REDUCIDA



0 Comments