
Ilne s’agit pas de détailler tous les défauts possibles dans le découpage des capsules, qui seraient illimités, mais d’indiquer les plus typiques, détectables par l’observation, qui supposent un défaut grave pouvant avoir une transcendance dans l’utilisation de ces capsules, et qui sont essentiellement liés à l’opération de découpage.
Afin d’être clair sur ce à quoi nous faisons référence, nous désignons dans le dessin nº 1 les noms que nous utiliserons pour les points concernés du couvercle
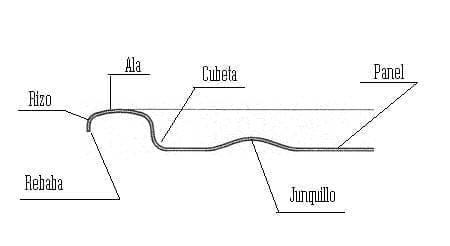
Dessin n° 1 : Désignation des points clés sur un couvercle.
Nous énumérons également les différentes parties d’un dé avec leurs noms correspondants, afin d’éviter toute confusion dans la désignation de ces parties dans les commentaires qui suivent. Dans le dessin n° 2, nous montrons de façon très schématique la section d’une matrice et la numérotation de ses parties.
Dessin n° 2 : Coupe schématique d’une matrice avec les parties qui la forment.
1.- Porte-poinçon 6.- Lame
2.- Poinçon 7.- Anneau de repassage
3.- Cale de frappe 8.- Centre du dé
4 – Ejecteur ou anneau d’éjection 9 – Centre de la matrice intérieure
5.- Centre de poinçonnage 10.- Centre de poinçonnage ou de découpe
11.- Araignée
1º.- REBABAS
Des bavures peuvent apparaître sur le bord extérieur de la boucle. Ce défaut empêche une bonne fermeture du couvercle et réduit la durée de vie des routines de la première opération de fermeture.
Origine:
La bavure est causée par une coupe défectueuse du matériau. Il s’agit du poinçon et de la lame de la matrice de fabrication.
Les causes et les solutions :
– R : Si la matrice est du type « montage à air » – c’est-à-dire sans colonnes de guidage – le problème peut provenir d’un mauvais montage de l’ensemble poinçon et matrice. Ils n’ont pas été montés sur la presse de manière à être correctement alignés et centrés. Il est nécessaire de répéter le montage en vérifiant soigneusement son centrage. Si l’outil est guidé, ce ne sera guère à cause de ce problème, si la matrice a été correctement ajustée en atelier.
– B : Mauvais état de la lèvre du poinçon. Votre tranchant peut être usé. Une maintenance est nécessaire. Voir le travail :
– Poinçons : construction et maintenance
– C : Le tranchant de la lame est devenu arrondi en raison d’une usure excessive après une longue période de fonctionnement. Ils doivent être entretenus ou remplacés. Voir le travail :
– D : Mauvais serrage du fer blanc – ou d’un autre matériau – par le pied de banderolage – également appelé trimmer. Vérifiez l’état de ses ressorts – ou des joints toriques s’il est pneumatique – en vous assurant que sa pression au moment de la découpe est uniforme et suffisante.
2º.- S’ÉTIRANT À LA COURBURE OU AU BORD DE L’AILE.
Allongement non uniforme de la hauteur des boucles. Ce défaut se produit le plus souvent dans les hauts/bas rectangulaires. Cause des différences de hauteur du crochet inférieur à la fermeture.
Origine:
Lors du découpage des couvertures et des fonds, l’éponge est soumise à des contraintes d’étirement non uniformes.
Les causes et les solutions :
– R : Effort excessif fourni par la bague de repassage. Vérifiez le réglage et l’état du système de basse pression – « araignée » -. La pression peut être exercée par des ressorts, des élastiques ou de manière rhumatismale.
– B : Mauvais état de l’intérieur de la lèvre du poinçon. Vérifiez si le rayon intérieur de celle-ci est adéquat sur tout son pourtour et si elle est suffisamment polie.
– C : Mauvais cirage ou lubrification du matériau. Vérifiez votre distribution.
3º.- LES RIDES DANS LES BOUCLES
Ondulations et/ou plis dans la boucle extérieure du haut/bas. Ces rides peuvent apparaître lors de la fermeture
Origine :
Le matériel n’est pas correctement contrôlé dans ce domaine lors de la découpe des couvercles et des fonds.
Les causes et les solutions :
– R : La pression transmise par la bague de repassage est insuffisante. Vérifiez le réglage et l’état du système de basse pression – « araignée » -. La pression peut être exercée par des ressorts, des élastiques ou de manière rhumatismale.
– B : L’angle de la surface de travail de la bague de repassage n’est pas correct, et ne correspond pas aux degrés de la lèvre du poinçon. Vérifiez que les deux parties ont le même angle et sont conformes aux spécifications.
– C : Cire ou lubrification excessive du matériau. Vérifiez votre demande
4º- RUPTURES DE LA BOUCLE
Fissures sur le bord du rebord du couvercle. Danger de fuite au niveau du scellé du conteneur
Origine :
Il peut y avoir plusieurs origines, liées au mauvais type de matériau utilisé ou à une mauvaise régulation de celui-ci dans son glissement lors du découpage des bouchons.
Les causes et les solutions :
– R : Force excessive du système de pression inférieur – « araignée » – due à une rigidité excessive ou à un ajustement des médias élastiques utilisés : ressorts, caoutchoucs, air comprimé. Cette pression doit être réduite.
– B : La surface de travail de l’anneau de repassage n’est pas très lisse. Le polir.
C : Intérieur de la lèvre du poinçon en mauvais état. Votre rayon peut être petit. Révision, mise en conformité et amélioration
– D : Rayon extérieur du centre de la matrice éparse. Refaire et polir.
– E : Excès d’épaisseur du fer-blanc. Modifier le matériel
– F : Excès de tempérament dans le fer-blanc. Modifier le matériel
– G : Présence de bavures dans la coupe. Voir point nº 1
– H : Présence de petites rides dans la boucle. Voir point nº 3
5º.-RUPTURES DANS LA ZONE DU BOL
Fissures ou déchirures dans la paroi de l’auge, le rayon ou la zone adjacente. Génère des difficultés dans la sertisseuse et des fuites dans la fermeture
Origine
Ce problème peut également avoir plusieurs origines, liées à la qualité du fer blanc et à la construction de la matrice.
Les causes et les solutions :
– R : Excès de trempe dans le fer-blanc pour le dessin prévu. Modifier le matériel
– B : Excès d’épaisseur du fer blanc, ne lui permettant pas de glisser entre les pièces de la matrice. Changez le matériel.
– C : Défaut de dégagement entre le diamètre du centre du poinçon et le diamètre de l’alésage du centre de la matrice. Elle peut être due à une épaisseur excessive du fer blanc ou à une mauvaise conception de la matrice.
– D : Rayon intérieur du centre de la matrice petit, mal poli ou endommagé – marques, petites entailles, etc. -. Réviser ou refaire ce rayon ou remplacer la pièce.
– E : Manque de jeu suffisant entre les parties qui forment les perles et les gradients – à l’intérieur des centres du poinçon et de la matrice – empêchant le glissement en douceur du matériau. Vérifiez la conception, les dimensions et le degré de polissage de ces pièces.
– F : Petits rayons dans les parties qui forment les perles et gradients, dus à une conception ou un usinage inadéquat. Vérifiez et corrigez.
6º.- BORD DE LA BOUCLE RELEVÉE
La boucle du couvercle n’est pas verticale, présentant un certain angle d’inclinaison vers l’extérieur. Induit des problèmes dans le crochet du couvercle à la fermeture.
Origine:
Pour diverses raisons, le jeu entre le côté intérieur de la lèvre du poinçon et le côté extérieur du centre de la matrice est excessif.
Les causes et les solutions :
– A : Faible épaisseur de fer blanc. Modifier le matériel
– B : Le diamètre extérieur du centre de la matrice est sous-dimensionné en raison de l’usure, de l’usinage ou d’un défaut de conception. Remplacer la partie.
– C : Diamètre intérieur de la lèvre du poinçon large d’après les mesures dues à l’usure, à l’usinage ou à un défaut de conception. Procéder à la maintenance.
– D : La carrière de journaliste est rare. Il y aurait également un manque de hauteur et de dénivellation des auges. Ajustez la course du chariot de la presse.
7º.- DIFFÉRENCE DE HAUTEUR
Présence de zones dans la boucle et le bol ayant une hauteur différente du reste dans le même couvercle. Affecte la fermeture
Origine :
Diverses, liées à l’état de la presse, au réglage des matrices et à l’état des matrices.
Les causes et les solutions :
– R : Manque de parallélisme entre la face du chariot et la table de presse. Appliquer le programme de maintenance sur la presse.
– B : Contrainte inégale exercée par l’anneau de pression. Elle peut être causée par différentes raisons :
o Les différences d’équidistance entre la base de la bague de repassage et sa surface de travail, c’est-à-dire le diamètre de la base du cône tronqué de la surface de travail de cette pièce n’est pas parallèle à celui de la base de cette pièce. Vérifier et refaire le parallélisme
o La surface de travail de la bague de repassage est inégale, partiellement sale, éraflée ou usée…Re-polir.
o Des tiges « araignées » de pression avec de légères différences de hauteur, pliées, cognées, etc. Aussi parce que l’un d’entre eux s’est desserré dans son logement. Éliminez les défauts et rectifiez-les tous à la même dimension avec précision.
– C : Défaut dans le poinçon as :
o Le poinçon n’est pas à l’équerre avec sa plaque de base, ou son assise sur la plaque de base n’est pas correcte en raison de bavures, de saletés, etc. Vérifier et corriger
o Le rayon de la lèvre du poinçon n’est pas uniforme sur tout le périmètre du poinçon. Refaire la radio.
– D : Erreurs d’assemblage ou d’usinage de pièces, telles que :
o Manque de concentricité entre le diamètre intérieur de la lèvre du poinçon et le diamètre extérieur du centre de la matrice. Déterminer l’origine du défaut – qui peut provenir de ces pièces ou de leurs boîtiers – et le corriger.
o Variation de l’espace entre la paroi extérieure du centre du poinçon et la face intérieure de la lèvre du poinçon. C’est-à-dire que le centre du poinçon n’est pas concentrique avec la face interne de la lèvre du poinçon. Déterminer la source du défaut et le corriger.
– E : Plusieurs facteurs tels que :
o Lubrification non uniforme
o Variation de l’épaisseur du matériau : fer blanc ou autres.
 Solutions d’usinage innovantes de Danobat pour l’industrie des boîtes de conserve
Solutions d’usinage innovantes de Danobat pour l’industrie des boîtes de conserve
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 DÉFAUTS DE SURFACE DU FER-BLANC
DÉFAUTS DE SURFACE DU FER-BLANC
 MATRICES POUR L’EMBALLAGE DES SAUCISSES
MATRICES POUR L’EMBALLAGE DES SAUCISSES
 TYPES DE COUPS DE POING : LA CONCEPTION ET LA MAINTENANCE
TYPES DE COUPS DE POING : LA CONCEPTION ET LA MAINTENANCE
 LAMES POUR MATRICES
LAMES POUR MATRICES
 FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
 CONTRÔLE DES CAPUCHONS DANS LES MATRICES
CONTRÔLE DES CAPUCHONS DANS LES MATRICES



0 Comments