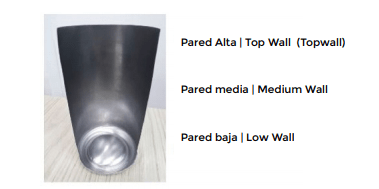
Pour réduire les variations de la paroi supérieure des boîtes, il est essentiel d’optimiser le processus de remplissage et de pressage. La base de connaissances donne des indications sur ce processus :
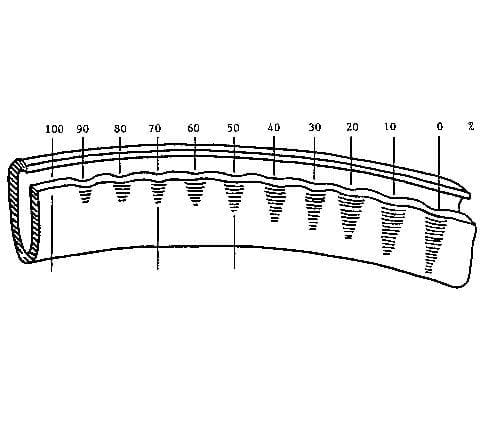
- Ajustez les pourcentages de réduction : Pour les boîtes plus hautes, la paroi s’épaissit vers le haut. Vous pouvez réduire cet épaississement de la paroi en ajustant les taux de réduction pendant le processus de ré-étirage. Le pourcentage de réduction du deuxième dessin devrait être légèrement inférieur à celui du premier dessin.
- Technique de repassage du mur : vous pouvez utiliser un profil spécial dans le moule de montage final et un jeu radial réduit pour repasser le mur pendant le processus de montage. Cette technique permet de réduire l’épaisseur de la paroi jusqu’à l’épaisseur d’origine ou de réduire l’épaisseur totale de la paroi, ce qui permet d’économiser du métal.
- Lubrification : Pendant le processus de repassage des murs, la canette doit être lubrifiée pour réduire la chaleur de friction. Cela permet d’assurer une épaisseur de paroi uniforme et constante dans tout le corps de la boîte.
- Contrôler le processus : vérifier régulièrement les paramètres de l’équipement et du processus pour s’assurer qu’ils se situent dans les tolérances spécifiées. Cela permet de maintenir l’épaisseur de paroi souhaitée et de réduire les variations.
En suivant ces étapes et en optimisant le processus de remplissage et de pressage, vous pouvez réduire efficacement les variations de la paroi supérieure des boîtes.
 comment se déroule le processus de stérilisation dans l’industrie de la conserve ?
comment se déroule le processus de stérilisation dans l’industrie de la conserve ?
 Comment enlever les plis dans la double fermeture éclair ?
Comment enlever les plis dans la double fermeture éclair ?
 Épaisseur inégale de la paroi des canettes en aluminium
Épaisseur inégale de la paroi des canettes en aluminium
 Système de lubrification pour les presses et les matrices de remplissage : garantir la qualité et réduire les défauts des boîtes de conserve
Système de lubrification pour les presses et les matrices de remplissage : garantir la qualité et réduire les défauts des boîtes de conserve
 Influence des paramètres physico-chimiques sur les défauts des boîtes de conserve : une approche statistique
Influence des paramètres physico-chimiques sur les défauts des boîtes de conserve : une approche statistique
 Les goupilles profilées : un élément essentiel des ensembles d’outils modernes pour la fabrication de boîtes de conserve
Les goupilles profilées : un élément essentiel des ensembles d’outils modernes pour la fabrication de boîtes de conserve
 le refroidissement des boîtes de conserve de poisson se fait avec de l’eau chlorée.
le refroidissement des boîtes de conserve de poisson se fait avec de l’eau chlorée.
 avantages et caractéristiques de l’emballage des boîtes de conserve
avantages et caractéristiques de l’emballage des boîtes de conserve
 Comment fonctionne le processus CMJN dans l’impression de boîtes de conserve ?
Comment fonctionne le processus CMJN dans l’impression de boîtes de conserve ?
 l’importance de respecter les spécifications de la paroi supérieure de la carrosserie par rapport au processus de formage du col de la canette
l’importance de respecter les spécifications de la paroi supérieure de la carrosserie par rapport au processus de formage du col de la canette


