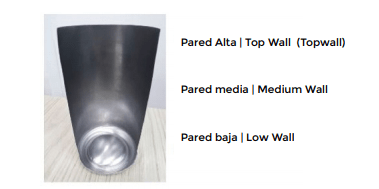
Per ridurre le variazioni della parete superiore dei barattoli, è essenziale ottimizzare il processo di riempimento e pressatura. La base di conoscenze fornisce alcune indicazioni su questo processo:
- Regolare le percentuali di riduzione: Per i barattoli più alti, la parete si ispessisce verso l’alto. È possibile ridurre questo ispessimento della parete regolando i tassi di riduzione durante il processo di ritensionamento. La percentuale di riduzione del secondo ridisegno dovrebbe essere leggermente inferiore a quella del primo.
- Tecnica di stiratura della parete: è possibile utilizzare un profilo speciale nella matrice di montaggio finale e un gioco radiale ridotto per stirare la parete durante il processo di montaggio. Questa tecnica può ridurre lo spessore della parete allo spessore originale o ridurre l’intero spessore della parete, risparmiando così metallo.
- Lubrificazione: durante il processo di stiratura a parete, la lattina deve essere lubrificata per ridurre il calore di attrito. Ciò contribuisce a garantire uno spessore uniforme e costante delle pareti in tutto il corpo della lattina.
- Monitorare il processo: controllare regolarmente i parametri delle apparecchiature e del processo per verificare che rientrino nelle tolleranze specificate. Ciò contribuirà a mantenere lo spessore desiderato della parete e a ridurre le variazioni.
Seguendo questi passaggi e ottimizzando il processo di riempimento e pressatura, è possibile ridurre efficacemente le variazioni della parete superiore della lattina.
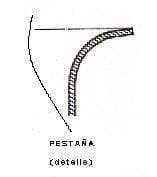 Qual è l’influenza della flangia del barattolo sul processo di saldatura?
Qual è l’influenza della flangia del barattolo sul processo di saldatura?
 Calcolo dello spessore della doppia aggraffatura nelle lattine
Calcolo dello spessore della doppia aggraffatura nelle lattine
 Causa della frattura della banda stagnata durante la trafilatura profonda
Causa della frattura della banda stagnata durante la trafilatura profonda
 Spessore irregolare delle pareti delle lattine di alluminio
Spessore irregolare delle pareti delle lattine di alluminio
 Pieghe del collo: Un difetto comune della lattina
Pieghe del collo: Un difetto comune della lattina
 Difetto della flangia spaccata sulle lattine per bevande
Difetto della flangia spaccata sulle lattine per bevande
 Sistema di lubrificazione della pressa di riempimento e dello stampo: garantire la qualità e ridurre i difetti delle lattine
Sistema di lubrificazione della pressa di riempimento e dello stampo: garantire la qualità e ridurre i difetti delle lattine

barattolo gonfio
 qual è il difetto della lattina di alluminio chiamata “lattina corta”?
qual è il difetto della lattina di alluminio chiamata “lattina corta”?
 l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina
l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina



