Um die Schwankungen an der Oberseite der Dosen zu verringern, muss der Füll- und Pressvorgang optimiert werden. Die Wissensbasis bietet einige Einblicke in diesen Prozess:
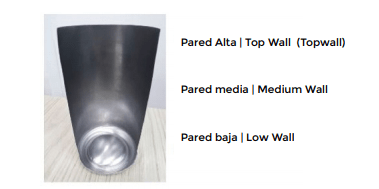
- Passen Sie die Reduzierungsprozentsätze an: Bei höheren Dosen wird die Wand nach oben hin dicker. Sie können diese Wandverdickung reduzieren, indem Sie die Reduktionsraten während des Nachdehnungsprozesses anpassen. Der Prozentsatz der Kürzung bei der zweiten Umzeichnung sollte etwas niedriger sein als bei der ersten Umzeichnung.
- Wandabstreiftechnik: Sie können ein spezielles Profil im endgültigen Montagewerkzeug und ein reduziertes radiales Spiel verwenden, um die Wand während des Montageprozesses abzustreifen. Mit dieser Technik kann die Wandstärke auf die ursprüngliche Dicke reduziert oder die gesamte Wandstärke verringert werden, wodurch Metall eingespart wird.
- Schmierung: Während des Bügelvorgangs muss die Dose geschmiert werden, um die Reibungswärme zu verringern. Dies trägt dazu bei, eine einheitliche und gleichmäßige Wandstärke im gesamten Dosenkörper zu gewährleisten.
- Überwachen Sie den Prozess: Überprüfen Sie regelmäßig die Ausrüstung und die Prozessparameter, um sicherzustellen, dass sie innerhalb der vorgegebenen Toleranzen liegen. Dies trägt dazu bei, die gewünschte Wandstärke beizubehalten und Abweichungen zu verringern.
Wenn Sie diese Schritte befolgen und den Abfüll- und Pressvorgang optimieren, können Sie die Schwankungen der Dosenoberseite wirksam reduzieren.
 Verträglichkeitstest mit Aluminiumdosen
Verträglichkeitstest mit Aluminiumdosen
 Ungleiche Wandstärke von Aluminiumdosen
Ungleiche Wandstärke von Aluminiumdosen
 Wasserflecken auf Aluminiumdosen aus Metall
Wasserflecken auf Aluminiumdosen aus Metall
 Falten in der Kuppel bei der Dosenherstellung
Falten in der Kuppel bei der Dosenherstellung
 Nackenfalten: Ein häufiger Defekt der Dose
Nackenfalten: Ein häufiger Defekt der Dose
 Kratzer bei der Herstellung von Aluminiumdosen
Kratzer bei der Herstellung von Aluminiumdosen
 Schmiersystem für Abfüllpressen und -werkzeuge: Qualität sichern und Dosendefekte reduzieren
Schmiersystem für Abfüllpressen und -werkzeuge: Qualität sichern und Dosendefekte reduzieren

geschwollene Dose
 Verstehen und Lösen von Teilungsproblemen auf Karosseriebau-Maschinen
Verstehen und Lösen von Teilungsproblemen auf Karosseriebau-Maschinen
 Die Kühlung der Fischdosen erfolgt mit gechlortem Wasser.
Die Kühlung der Fischdosen erfolgt mit gechlortem Wasser.


