
L’ensemble d’outils utilisé pour le formage du corps dans un carrossier peut avoir différents types de configurations.
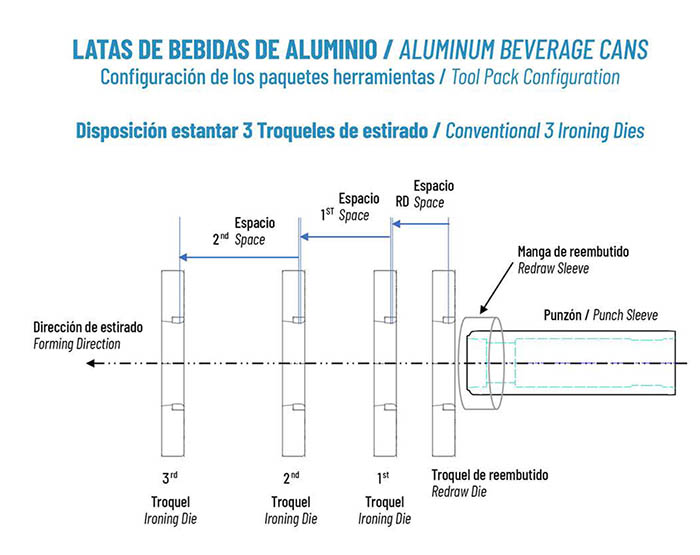
La configuration la plus couramment utilisée dans l’industrie consiste en une matrice de rétraction et trois matrices de repassage, chacune de ces matrices étant logée dans son propre porte-matrice.
Dans ce type de configuration, il est prévu que l’aluminium métallique ne travaille pas sur 2 matrices de repassage en même temps, évitant ainsi un effet de traction qui pourrait conduire le matériau à sa contrainte de traction ultime (UTS) et à son tour fracturer le matériau.
La matrice de ré-emboutissage est nécessaire pour effectuer un processus de calibrage, où l’épaississement du métal pendant l’opération de ré-emboutissage est contrôlé par le jeu entre le poinçon et la matrice de ré-emboutissage, initiant le contrôle de la variation de l’épaisseur de la paroi supérieure.

Première et deuxième filière d’étirage
La première et la deuxième matrice de repassage doivent être équilibrées en termes de réduction de métal (24-25%), la première matrice de repassage pouvant avoir une réduction de métal plus importante si le programme de formage l’exige.
La deuxième filière d’étirement
La deuxième matrice de repassage est spécifiée par l’épaisseur de la paroi épaisse et la variation du processus existant dans cette zone de la boîte. La compensation de la variation du processus dans cette matrice permet d’éviter le défaut appelé Smile.
Troisième filière de dessin
La 3e filière de repassage est spécifiée par la faible épaisseur de la paroi et par une réduction du métal ne dépassant pas 40 % afin d’éviter d’atteindre la contrainte de traction ultime (UTS) du matériau et donc d’éviter les arrachements.
Directives de formation sur la conduite en état d’ivresse
La troisième filière d’étirage s’adapte à l’épaisseur de la paroi médiane.
La deuxième filière d’étirage est déterminée par l’épaisseur de la paroi supérieure + la variation du processus.
Les réductions de la 1ère et de la 2ème filière de tirage doivent être équilibrées. La matrice de ré-étirage doit être en métal de taille ()t+%) pour un contrôle précoce de la variation de l’épaisseur de la paroi.
– Le traitement du métal ne doit pas être autorisé dans deux filières en même temps.
– La réduction du métal de la 3ème filière d’étirage et la réduction du diamètre de la cupule ont des limites critiques.
Un programme de formage bien conçu, associé à l’utilisation de trois matrices de repassage et de leur matrice de retrait, permet d’obtenir une excellente fenêtre de fonctionnement dans la zone de formage (Front End).
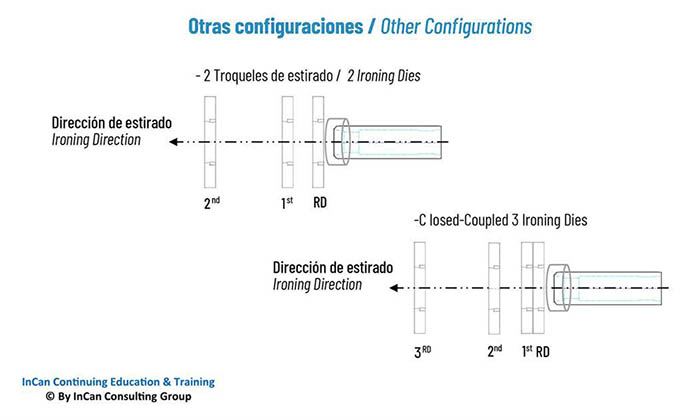
Les deux autres configurations d’ensembles d’outils les plus couramment utilisées sont les suivantes :
– Une matrice de rétraction et deux matrices de repassage sont utilisées lorsqu’il n’y a pas assez de place dans le paquet d’outils pour une troisième matrice.
– Une matrice de retrait couplée à la première matrice de repassage (RD-1er repassage – couplage fermé) et à deux matrices de repassage (2 matrices de repassage), est utilisée lorsqu’il n’y a pas assez d’espace entre les matrices de repassage.

 RÉAMÉNAGEMENT DE L’INTÉRIEUR DE LA COUPOLE
RÉAMÉNAGEMENT DE L’INTÉRIEUR DE LA COUPOLE
 L’ESPAGNOL EUROBOX SERA PRÉSENT AU SALON LUXE PACK À MONACO
L’ESPAGNOL EUROBOX SERA PRÉSENT AU SALON LUXE PACK À MONACO
 PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM
PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM
 l’importance de respecter les spécifications de la paroi supérieure de la carrosserie par rapport au processus de formage du col de la canette
l’importance de respecter les spécifications de la paroi supérieure de la carrosserie par rapport au processus de formage du col de la canette
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 DÉFAUTS ET SOLUTIONS : DÉCOUPAGE DES COUVERTURES
DÉFAUTS ET SOLUTIONS : DÉCOUPAGE DES COUVERTURES



0 commentaires