
RESUMEN
Con el fin de conseguir un ahorro en utillajes para corte en “scroll” primario de bobinas, es posible obtener un diseño de corte para hojas, utilizables tanto para tiras destinadas a troquel doble como para simple. Este trabajo describe los cálculos adecuados para su obtención, tomando como punto de partida, el corte de “scroll” primario para tiras destinadas a un troquel doble.
INTRODUCCIÓN
A veces puede ocurrir que distintos productos – tapas, conos de aerosol, cápsulas,…- tengan casi idéntico diámetro de corte de material, pero que se fabriquen en equipos de concepción diferente. Así puede que uno de ellos sea fabricado en una prensa que trabaje con un troquel simple, y por tanto se alimenta con tiras sencillas, y otro de corte casi igual en una prensa equipada con troquel doble, que recibe las tiras de este último tipo. Un caso típico de la primera opción es cuando una prensa de troquel sencillo es alimentada por gravedad. Del segundo son las tradicionales prensas equipadas con almacén lateral.
Es posible lograr un ahorro importante en utillajes, en la línea de corte de bobinas, diseñando un corte en “scroll” primario, de manera que sea valido para obtener tiras tanto dobles como simples, al cortar en la cizalla “scroll” de segunda operación.
Para determinar la distribución adecuada, se ha partido de los cálculos previos del corte en “scroll primario para tira doble.
Un caso práctico de lo anteriormente dicho, se puede dar en la fabricación de tapas para envases de conserva en diámetro 73 mm. – que son normalmente obtenidas a partir de tiras dobles- y de conos de 65 mm. en tira simple. Aunque el material sea distinto, sus diámetros de corte son casi iguales y puede emplearse el mismo utillaje de “scroll” primario para el corte de sus bobinas respectivas, cuyo ancho prácticamente coinciden.
MÉTODO
Para que sea posible el uso de un mismo “scroll” primario en el posterior corte de tiras simples y dobles las siguientes condiciones deben satisfacerse:
1.- Diferencia entre diámetros de corte
Si el diámetro de corte de la pieza a obtener, en el caso de tira doble le llamamos D1 y de tira sencilla D2, se debe cumplir:
D2 max. = D1 – ½ t (t = recorte en la tira doble)
D2 min. = Dependerá del objetivo de eficiencia que nos hayamos marcado.
2.- Carrera de alimentación de hoja en el “scroll” secundario
Si designamos b al recorrido o avance de la hoja para cada golpe – carrera de las barras de la cizalla “scroll”– para el caso de tira doble y a para tira simple, se debe cumplir:
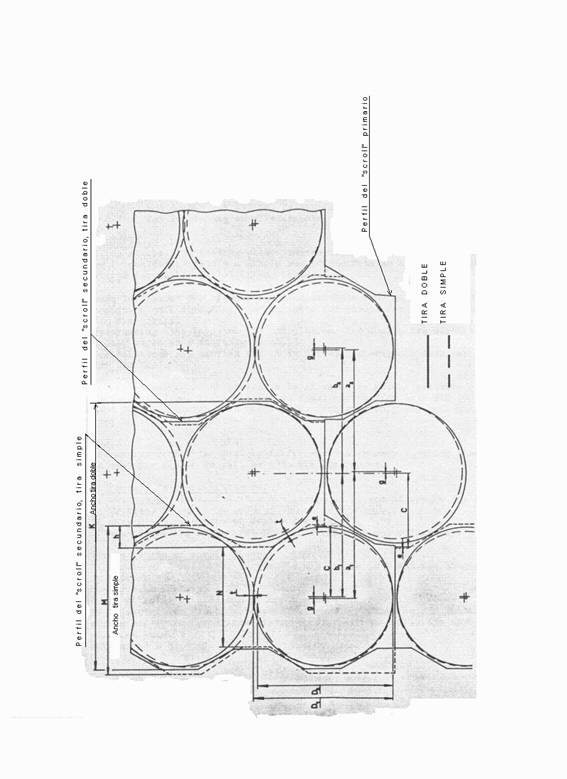
b = a1 + a2 (mientras que a1 = a2; ver figura nº 1)
b puede ser repartido entre b1 y b2 o: b = b1 + b2
b1 es la distancia entre las líneas centro de las dos hileras de cortes dentro de una misma tira doble
b2 es la distancia entre las líneas centro de dos hileras contiguas de cortes en dos tiras dobles adyacentes.
Además a1 = b1 + b2
2
g = a1 – b1 y también g = b2 – a2
2
g es la distancia entre centros (Ver figura nº 1)
3.- Configuración del “scroll” primario
Para cortar una hoja en “scroll” primario, diseñada en principio para tiras dobles, valida también para tiras sencillas, la configuración del corte “scroll” primario deber estar hecha a partir del borde de la hoja. Se ha de cumplir que:
e = min. 0.3 mm. con objeto de que el corte del “scroll” secundario para tira sencilla libre – no coincida con – la configuración del “scroll” primario. (Ver figura nº 1)
4.- Profundidad del corte en “scroll” para tira simple y anchura de esta tira
c = ½ D1 + t + 0.05 mm
(t = recorte en la tira doble; 0.05 está determinado empíricamente)
Profundidad del corte: h = 2 ( c + e) – b1
Dimensión de la tira en su parte mas ancha: M = 2 (e + c + g)
Dimensión de la tira en su parte mas estrecha: N = 2 ( e + c + g ) – 2 h
5.- Anchura extra de la bobina
La anchura extra de la bobina requerida es = 4 ( e + c + g ) – ( h + K )
Donde K es el máximo ancho de la tira doble.
En la practica este aumento requerido del ancho de la bobina es aproximadamente 1.8 mm.
CONCLUSIÓN
Un utillaje para “scroll” primario puede ser diseñado para ser utilizado en el corte de bobinas en hojas destinadas para tiras simples y dobles.
La aplicación está limitada a una mínima diferencia entre los diámetros de corte igual al recorte en la tira doble, mientras que la diferencia máxima está determinada por la eficiencia mínima aceptable. El ancho de la bobina, tomando como referencia el valor adecuado para “scrolar” en primera operación hojas para tiras dobles, debe ser incrementado aproximadamente 1.8 mm









0 Comments