
ZUSAMMENFASSUNG
Um eine Einsparung bei den Werkzeugen für das primäre Schneiden von Coils zu erreichen, ist es möglich, ein Schneidekonzept für Bleche zu erhalten, das sowohl für Doppel- als auch für Einzelschneidbänder verwendet werden kann. Diese Arbeit beschreibt die entsprechenden Berechnungen, um sie zu erhalten, wobei der primäre Rollschnitt für Streifen, die für eine Doppelmatrize bestimmt sind, als Ausgangspunkt genommen wird.
EINLEITUNG
Manchmal kann es vorkommen, dass verschiedene Produkte – Kappen, Aerosolkegel, Kapseln,… – nahezu identische Materialschneiddurchmesser haben, aber auf Anlagen unterschiedlicher Bauart hergestellt werden. So kann eine von ihnen auf einer Presse hergestellt werden, die mit einem Einzelwerkzeug arbeitet und daher mit Einzelstreifen beschickt wird, und eine andere von fast gleichem Schnitt auf einer Presse, die mit einem Doppelwerkzeug ausgestattet ist, das die Streifen des letzteren Typs aufnimmt. Ein typischer Fall für die erste Option ist die Schwerkraftzuführung bei einer Einzelwerkzeugpresse. Die zweite sind die traditionellen Pressen, die mit einer seitlichen Ablage ausgestattet sind.
Es ist möglich, eine bedeutende Einsparung an Werkzeugen in der Coil-Schneidelinie zu erreichen, indem man einen primären Schneckenschnitt entwirft, so dass man sowohl Doppel- als auch Einzelstreifen erhält, wenn man in der zweiten Operation Schneckenschere schneidet.
Um die entsprechende Verteilung zu bestimmen, wurden die vorherigen Berechnungen des primären Rollschnitts für Doppelstreifen als Ausgangspunkt verwendet.
Ein praktisches Beispiel dafür ist die Herstellung von Deckeln für Konservenbehälter mit einem Durchmesser von 73 mm. – die in der Regel aus Doppelstreifen gewonnen werden – und aus 65 mm. Zapfen in Einzelstreifen. Obwohl das Material unterschiedlich ist, sind ihre Schnittdurchmesser fast gleich und es können die gleichen primären Scroll-Werkzeuge verwendet werden, um ihre jeweiligen Coils zu schneiden, die fast die gleiche Breite haben.
METHODE
Um beim anschließenden Schneiden von Einzel- und Doppelstreifen die gleiche Primärschnecke verwenden zu können, müssen folgende Bedingungen erfüllt sein:
1.- Differenz zwischen den Schnittdurchmessern
Wenn der Schnittdurchmesser des zu erhaltenden Stücks, im Falle eines Doppelstreifens nennen wir ihn
D1
und im Fall von Einzelstreifen
D2
müssen erfüllt sein:
D2 max. = D1 – ½ t (t = Schnitt im Doppelstreifen)
D2 min. Das hängt von dem Effizienzziel ab, das wir uns gesetzt haben.
2.- Bogenvorschubhub an der Nebenschnecke
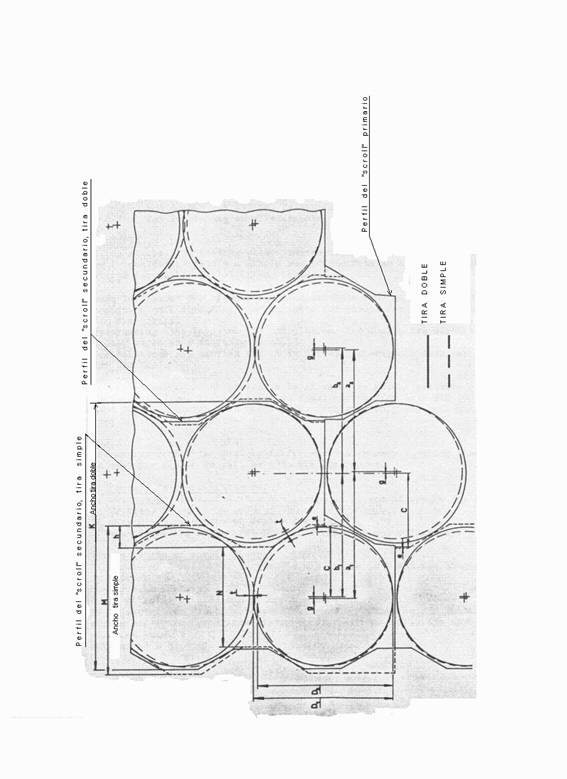
Wenn wir bezeichnen b der Verfahrweg bzw. Vorschub des Bleches für jeden Hub – der Hub der Rollscheren – bei Doppelstreifen und a für Einzelstreifen, muss diese erfüllt sein:
b = a1 + a2 (während a1 = a2; siehe Abbildung Nr. 1)
b
kann zwischen b1 und b2 aufgeteilt werden oder: b = b1 + b2
b1
ist der Abstand zwischen den Mittellinien der beiden Schnittreihen innerhalb eines einzelnen Doppelstreifens.
b2
ist der Abstand zwischen den Mittellinien von zwei zusammenhängenden Schnittreihen in zwei benachbarten Doppelleisten.
Auch a1 = b1 + b2
2
g = a1 – b1 und auch g = b2 – a2
2
g
ist der Abstand zwischen den Zentren (siehe Abbildung Nr. 1).
3.- Primäre Scroll-Konfiguration
Um ein primäres Scroll-Blech zu schneiden, das im Prinzip für Doppelstreifen ausgelegt ist, aber auch für Einzelstreifen gilt, muss die Konfiguration des primären Scroll-Schnitts vom Rand des Blechs aus erfolgen. Das muss erfüllt sein:
e = min. 0,3 mm. so dass der Schnitt der Sekundärschnecke für freie Einzelstreifen – nicht mit – der Konfiguration der Primärschnecke übereinstimmt. (Siehe Abbildung Nr. 1)
4.- Tiefe des Scrollschnitts für einen einzelnen Streifen und Breite dieses Streifens.
c = ½ D1 + t + 0,05 mm
(t = Beschnitt auf Doppelstreifen; 0,05 ist empirisch ermittelt)
Schnitttiefe: h = 2 ( c + e) – b1
Abmessung des Streifens an seiner breitesten Stelle: M = 2 (e + c + g)
Abmessung des Streifens an seiner schmalsten Stelle: N = 2 ( e + c + g ) – 2 h
5.- Zusätzliche Breite der Spule
Die erforderliche zusätzliche Breite der Spule ist = 4 ( e + c + g ) – ( h + K )
wobei
K
ist die maximale Breite des Doppelstreifens.
In der Praxis beträgt diese erforderliche Erhöhung der Spulenbreite etwa 1,8 mm.
SCHLUSSFOLGERUNG
Ein primäres Scroll-Werkzeug kann so konstruiert werden, dass es zum Schneiden von Coils in Bleche für Einzel- und Doppelbänder verwendet werden kann.
Die Anwendung ist auf eine minimale Differenz zwischen den Schnittdurchmessern begrenzt, die dem Ausschnitt im Doppelband entspricht, während die maximale Differenz durch den minimal akzeptablen Wirkungsgrad bestimmt wird. Die Breite des Coils sollte, in Anlehnung an den Wert, der für das „Scrollen“ in den ersten Arbeitsblättern für Doppelstreifen geeignet ist, um ca. 1,8 mm erhöht werden.
 ROLL ROYCE STELLT EINEN ALUMINIUMKOFFER HER
ROLL ROYCE STELLT EINEN ALUMINIUMKOFFER HER
 Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
 BESTIMMUNG DES TROCKENFILMGEWICHTS VON LACKEN
BESTIMMUNG DES TROCKENFILMGEWICHTS VON LACKEN
 ZUFÜHRUNG ZUM AUTOMATISIEREN EINES MANUELLEN DOSENVERSCHLIESSERS FÜR BEHÄLTER ODER DOSEN
ZUFÜHRUNG ZUM AUTOMATISIEREN EINES MANUELLEN DOSENVERSCHLIESSERS FÜR BEHÄLTER ODER DOSEN
 VERSCHLIESSMASCHINEN FÜR DOSEN ODER METALLBEHÄLTER
VERSCHLIESSMASCHINEN FÜR DOSEN ODER METALLBEHÄLTER
 MESSUNGEN EINES „SPIN“-BÖRDELWERKZEUGS
MESSUNGEN EINES „SPIN“-BÖRDELWERKZEUGS
 HERSTELLUNGSVERFAHREN FÜR EINEN LEICHT ZU ÖFFNENDEN DECKEL
HERSTELLUNGSVERFAHREN FÜR EINEN LEICHT ZU ÖFFNENDEN DECKEL
 BERECHNUNG EINES SPIRALSCHNITTPROFILS
BERECHNUNG EINES SPIRALSCHNITTPROFILS
 BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
 ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN
ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN



0 Comments