
Es entwickelt die Art und Weise, ein „Produktblatt“ zu erstellen, das es ermöglicht, am Ende der Linie die adäquaten Informationen für die korrekte Herstellung eines dreiteiligen Behältertyps zu haben.
EINLEITUNG
In jedem metallurgischen Unternehmen müssen die Produkte, die es herstellt, perfekt definiert sein. Zu diesem Zweck verfügt sie über eine Reihe von Normen in Form von Plänen oder technischen Datenblättern, in denen die Merkmale (Abmessungen, Spezifikationen, Eigenschaften, Materialien usw.) der verschiedenen Arten von Behältern, Deckeln, Kappen, Kapseln usw., die ihr Fertigungsprogramm ausmachen, angegeben werden.
Diese Normen definieren nicht spezifische Teile, sondern die einheitlichen Komponenten, aus denen ein Behälter oder ein Deckel besteht, z. B. die Art des verwendeten Flansches, die Art der Dichtung, den Verschluss… Auf diese Weise wird die zu handhabende Information vereinfacht, da nicht für jeden Behälter eine Karte, sondern für jede Art von Komponente eine Norm benötigt wird. All diese Informationen werden in der Regel in Form eines Handbuchs dargestellt, das als „Handbuch für Fertigungsstandards“ bezeichnet wird und in jedem Technischen Büro ständig verwendet wird.
Aus produktionstechnischer Sicht ist es jedoch kein komfortabel zu handhabendes Gerät. An der Maschine wird ein einfaches Material benötigt, aber mit möglichst vollständigen Informationen über das Produkt, das in diesem Moment hergestellt wird. Daher ist die Verwendung eines ganzen dicken Handbuchs für Mechaniker und Geräteaufbereiter weder praktisch noch handhabbar. Sie sollten eine einzige Karte zur Hand haben, die alle Informationen, die sie über das Feld benötigen, zusammenfasst, und nur das, ohne weitere Zusätze. So arbeiten Sie effizient und schließen die Möglichkeit von Fehlern und Verwechslungen aus.
PRODUKTKARTE
Um diesen Bedarf zu decken, erstellt das Technische Büro das „Produktblatt“, in dem die erforderlichen Daten angegeben sind, damit in jeder Phase oder bei jedem Vorgang die notwendigen Informationen zur Verfügung stehen, um ihn ordnungsgemäß durchzuführen. Im Falle der Herstellung eines Behälters vom Typ „dreiteilig“ zeigt es beispielsweise die Referenz des Rohmaterials, von dem es ausgeht, und die Maße, die bei jedem der aufeinanderfolgenden Arbeitsgänge (Schneiden, Schweißen, Schweißbeschichtung ….) am Behälter zu erhalten sind. In einigen Fällen haben diese Durchschnittswerte eine engere Toleranz, die bei der Einstellung der Maschine beachtet werden muss. Bei Serienfertigung ist ein größerer Toleranzbereich im gleichen Maß zulässig.
Ein wichtiges Kriterium, das bei der Erstellung des „Produktblattes“ beachtet werden muss, ist, dass die Maße oder Werte, die darin erscheinen und die während der Produktion von den Bedienern der Linie oder zuvor von den mechanischen Aufbereitern überwacht werden müssen, einfach zu bestimmen sind, ohne dass komplexe Geräte verwendet werden müssen, die eine gewisse Hingabe oder viel Zeit erfordern, da die Bediener in der Regel nicht über diese verfügen.
Auf die Definition eines „Produktblattes“ gehen wir im Detail ein. Dazu werden wir einen konkreten Fall verwenden.
PRODUKTBLATT EINES „DREITEILIGEN“ BEHÄLTERS
Das Beispiel, das wir entwickeln werden, ist das eines sehr gebräuchlichen Behälters: ½ Kg Konserven, dessen Format RO 73 x 110 ist, d.h. ein Körperdurchmesser von 73 mm bei einer Höhe von 110 mm. Dieser Behälter wird in der Regel mit einem reduzierten Durchmesser am Boden – gekerbt – und mit einem schnurgebundenen Körper hergestellt.
Eine Übersicht über das „Produktdatenblatt“ für diesen Behälter ist in Abbildung 1 dargestellt. Dann gehen wir auf die einzelnen Abschnitte ein, aus denen er sich zusammensetzt. Bleiben wir vorerst bei der allgemeinen Konfiguration. Ein einziges Dokument zeigt die grundlegenden Daten, die bei jedem der Schritte zu berücksichtigen sind, die auf der Linie ausgeführt werden: Schneiden, Schweißen, Lackieren, Beschneiden, Ausklinken, Bördeln, Kordonieren, Schließen des Deckels und Verpacken. In allen Fällen handelt es sich um Werte, die auf dem Teil zu erhalten sind und daher, obwohl sie direkt mit den Abmessungen der Werkzeuge verbunden sind, diesen nicht genau entsprechen müssen.
Wie wir bereits oben erwähnt haben, sind auf der Karte bestimmte Maße oder Werte zweimal abgebildet, einmal in rot, um sie bei der Maschineneinstellung zu verwenden, und einmal in schwarz, um sie während des Fertigungsprozesses zu erfüllen. Die Maßnahmen, die in jedem Schritt als kritisch angesehen werden, sind mit einem roten Dreieck gekennzeichnet.
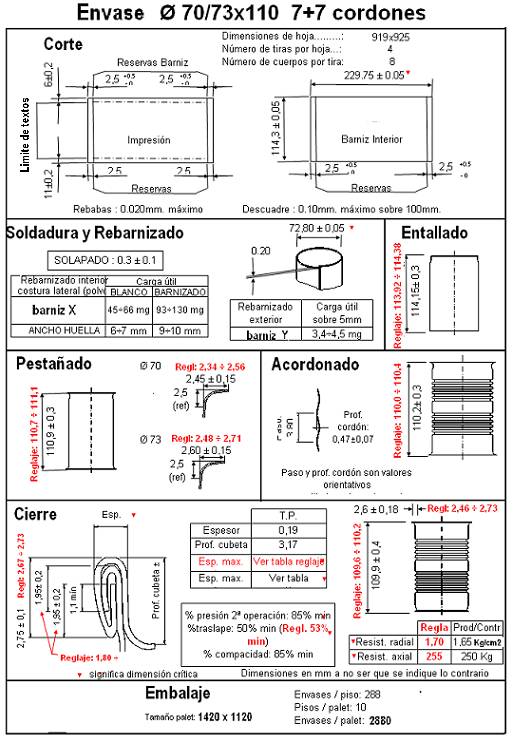
Abbildung Nr. 1: Beispiel eines „Produktblattes“.
Lassen Sie uns auf die Details der einzelnen Operationen eingehen.
CUT
Um die Kreisschere auf die entsprechenden Maße einzustellen, muss dieser Abschnitt angegeben werden:
– Die Abmessungen und die Dicke des Plattenmaterials sowie die Anzahl der Streifen, die sich aus dem ersten Schneidevorgang ergeben, und die Körper, die im zweiten erhalten werden.
– Die Abmessungen der flachen Körperschablone, mit ihren Toleranzen.
– Die zu beachtenden Reserven auf beiden Seiten (Druckseite und Innenlackseite), die notwendig sind, um das Schweißen der Seitennaht ohne Schwierigkeiten durchzuführen.
– Maximal zulässiger Grat beim Schneiden, auch um Schweißprobleme zu vermeiden.
– Die Grenzen der Textplatzierung, so dass sie nicht durch das Schließen von Deckel und Boden beeinträchtigt werden.
– Maximal zulässiger Versatz zwischen dem 1. und 2. Schneidvorgang, um keine Probleme bei der Bildung des Zylinders zu erzeugen (Ungleichheit in der Schweißnaht, Konizität…).
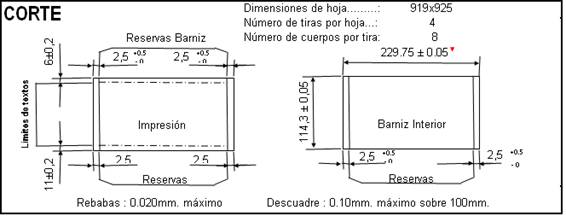
Abbildung Nr. 2: Produktblatt, Daten für den Schneidevorgang.
Zeichnung 2 zeigt alle diese Daten für den von uns betrachteten Fall, d.h. für den Container RO 73 x 110.
SEITENNAHTSCHWEISSEN UND NEULACKIERUNG
In diesem Doppelvorgang können Sie angeben:
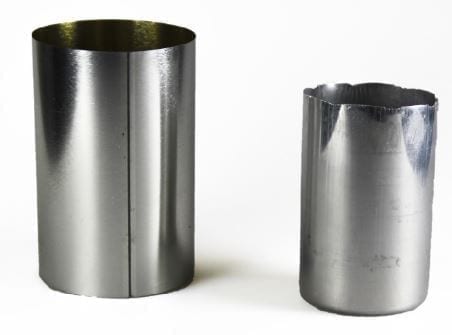
Für den Betrieb des Schweißens der Fuge oder der Seitennaht des Körperzylinders:
– Der Überlappungsgrad der Materialkanten, der in der gesamten Schweißnaht gleichmäßig gehalten werden muss.
– Die Messung des Rohrdurchmessers, der an beiden Enden gleich sein wird.
– Der maximale Wert der Disparität bzw. der Stufe an den Enden der Schweißnaht.
Die Zeichnung Nr. 3 auf der linken Seite zeigt diese Werte für den Fall des ½ kg-Behälters.
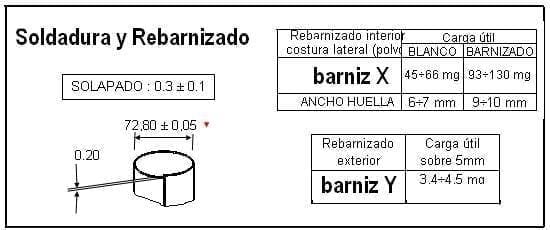
Bild Nr. 3: Produktdatenblatt, Daten für Löt- und Lackierarbeiten
Die Naht wird beidseitig lackiert, daher müssen die Werte der Lacknutzlast für beide Fälle angegeben werden. Der Innenlack ist in der Regel vom Typ weißes Pulver und seine Aufstandsfläche ist breiter, wenn der Korpus auf der Innenseite lackiert wird, so dass sich beide an ihren Rändern überlappen und die Abdeckung der vorherigen Reserve gewährleistet ist. Die in Abbildung 3 gezeigten Daten berücksichtigen diese beiden Optionen und geben das Gewicht des Lacks dieses Typs für einen Behälter im Format ½ kg an.
Der Lack, der auf der Außenseite der Schweißnaht aufgetragen wird, ist eine farblose Flüssigkeit. Der angegebene Wert der Belastung auf einem 5 mm breiten Streifen, zentriert auf der Schweißnaht, ist ein Richtwert.
Obwohl es hier nicht reflektiert wird, könnten die Temperaturen, auf die die verschiedenen Zonen des Ofens eingestellt werden sollten, auch im Datenblatt angegeben werden, vorausgesetzt, der Ofen hat Steuer- und Regelelemente für diese Parameter.
NETZWERK
Die Überwachung dieses Vorgangs ist sehr einfach, da die Werkzeugmaschine normalerweise keine Verstellung zulässt, es kann nur auf die Höhe des ausgeklinkten Behälters eingewirkt werden. Siehe Abbildung Nr. 4. Es sollte auch überprüft werden, dass dieser Vorgang keine Falten oder Runzeln im reduzierten Bereich erzeugt.
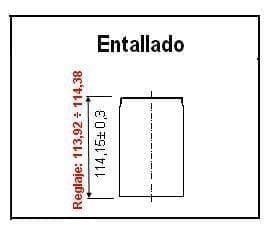
Bild Nr. 4: Produktblatt, Daten zur Kerbsteuerung
TANING
Die Höhe des Behälterkörpers und die Flanschlängen an beiden Enden sind ebenfalls die zu prüfenden Maße beim Bördelvorgang. Es kann vorkommen, dass diese Flanschlänge an jedem Ende unterschiedlich ist, da sie von der Art des jeweils verwendeten Verschlusses abhängt, wobei der Verschluss wiederum mit der Gestaltung des Flansches von Deckel und Boden des Behälters zusammenhängt. Siehe Abbildung Nr. 5.
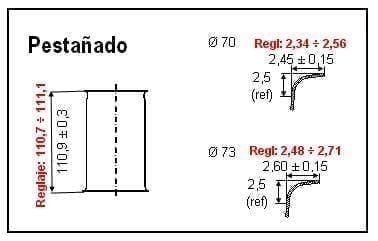
Bild Nr. 5: Produktdatenblatt, Tabellendaten
Die Zeichnung zeigt ein Beispiel, bei dem sich der untere Verschluss – Durchmesser 70 – von dem des leicht zu öffnenden Deckels im Durchmesser 73 unterscheidet und somit die Flanschlängen, gemessen am Referenzpunkt – 2,5 mm -, unterschiedlich sind.
RIDICULOUS
Beim Kordeln – oder Sicken – des Körpers gibt es zwei Dimensionen zu kontrollieren: Die Tiefe der Kordel und die Höhe des gekordelten Körpers. Beide stehen in Wechselwirkung zueinander, so dass die Höhe des Körpers umso mehr reduziert wird, je größer die Tiefe der Schnur ist Siehe Abbildung Nr. 6.
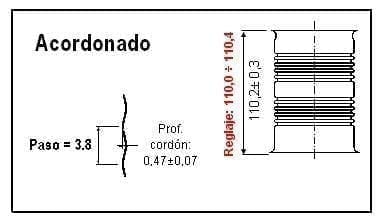
Bild Nr. 6: Produktblatt, Kordeldaten
Es ist ziemlich kompliziert, den Abstand zwischen den Sicken genau zu messen, eine Angabe, die auch nicht zu überprüfen ist, da sie von der Werkzeugmaschine vorgegeben wird, so dass es nicht notwendig ist, sie zu überprüfen. Andererseits ist es sehr wichtig, die Tiefe der Sicken zu überwachen, da die zu erzielenden axialen und radialen Widerstandswerte davon abhängen. Die Sicken müssen die angegebene Tiefe haben und auch in allen die gleiche Tiefe einhalten, um gute Ergebnisse zu erzielen.
SCHLIESSEN
Die Aufgabe, einen Verschluss im Detail zu prüfen, ist aufgrund des dafür erforderlichen Engagements nicht die Aufgabe der Produktion, aber die grundlegenden Daten des Verschlusses müssen in Reichweite dieser Abteilung sein, um zu bestätigen, dass sie bei der Einstellung des Verschließers und der Herstellung des Behälters eingehalten werden.
Aus diesem Grund sollte das Produktblatt nicht alle Daten eines Verbindungselements enthalten, sondern nur diejenigen, die mit einem einfachen Schnitt und einer Projektion des Verbindungselements, ergänzt durch eine kleine Berechnung, überprüft werden können.
Die in diesem Teil des Formulars zu erfassenden Daten sind daher:
– Zu schließender Boden: Die Dicke Ihres Materials und die Trogtiefe.
– Schließen beendet:
o Dicke (Sie können Tabellen haben, die uns den Wert in Abhängigkeit von der Dicke des Materials des Bodens und des Körpers geben).
o Höhe
o Zellentiefe
– Schnitt und projizierter Verschluss:
o Länge des unteren Hakens
o Körperhakenlänge
o Überlappend (oder überlappend)
o Prozentsatz der Falten im unteren Haken (oder % des Drucks im 2. Betrieb)
Die Werte dieser Konzepte sind in Abbildung 7 dargestellt.
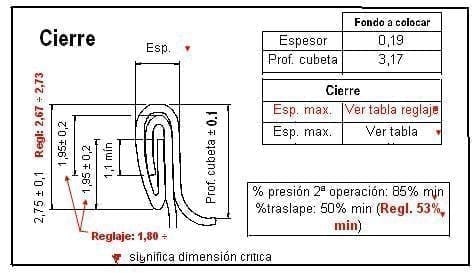
Abb. Nr. 7: Produktblatt, Grunddaten des Verschlusses
Wie in den vorherigen Schritten werden die Werte für die Einstellung und Fertigung sowie die kritischen Messungen angegeben.
Für ein tieferes Verständnis der Konzepte, die in einem Abschluss kontrolliert werden sollen, ist es ratsam, sich die folgenden, bereits im Web veröffentlichten Arbeiten anzusehen:
– Abmessungen des Verschlusses
FERTIGES PACK
Nach Abschluss des Herstellungsprozesses muss geprüft werden, ob die Verpackung die mechanischen Bedingungen erfüllt, die notwendig sind, um die Anforderungen des Kunden zu erfüllen, die sich in den folgenden Parametern zusammenfassen lassen:
– Fassungsvermögen: Der Kanister muss das erwartete Volumen haben, dies ist abhängig von seinem Durchmesser und seiner Höhe. Dazu ist es ausreichend, die Höhe nach dem Schließen des Bodens zu überprüfen, da der Durchmesser bereits vorher überprüft wurde.
– Kundenabschluss: Der zukünftige Verschluss ist eine Funktion des Flansches des Deckels und des Flansches des Behälters. Es ist daher notwendig, letzteres zu überprüfen.
– Widerstand: In seinen zwei Modalitäten, radial – Widerstand gegen „Saugen“ – und axial – Widerstand gegen Kompression-. Beides sollte mit den entsprechenden Geräten überprüft werden.
Die Einstellwerte und während der Produktion dieser Faktoren sind in Abbildung 8 dargestellt.
Fertige Verpackung
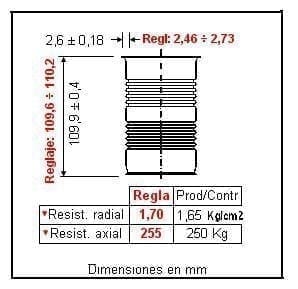
Abb. Nr. 8: Produktblatt, Daten auf fertigen Packungen
VERPACKUNG
Schließlich muss auf dem Produktblatt die Anzahl der Behälter pro Verpackungseinheit angegeben werden, die notwendig ist, um die Ausrüstung anzupassen: Palettierer, Sammelpacker… Tabelle 8 zeigt die Anzahl der Behälter pro Etage und die Anzahl der Etagen, im Falle der Verwendung einer Holzpalette mit den Abmessungen 1120 x 1420, für ½ Kg. Behälter.
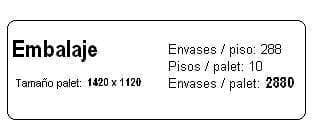
Tab. Nr. 9: Daten für die Verpackung des Containers RO 73 x 110
KOMMENTARE
Verwechseln Sie nicht die auf dem Produktblatt angegebenen Vorgänge mit den von der Qualitätskontrolle zu kontrollierenden Parametern. Das Produktblatt richtet sich an das Produktionspersonal und hat den Zweck, das bereits Angegebene zusammenzufassen:
– 1º. – Um Mechanikern die Informationen über das Produkt zur Verfügung zu stellen, die notwendig sind, um die Einstellung des Geräts vorzunehmen.
– 2º.- Um immer zur Hand zu haben, die Linie Betreiber, die Werte, die das Produkt in der Herstellung entsprechen müssen.
Die Häufigkeit, mit der diese Werte von Punkt 2 überprüft werden müssen, hängt davon ab, was vorher festgelegt wurde, auf jeden Fall aber von der Zeit, die den Bedienern zur Verfügung steht. Diese Funktion passt zu dem, was wir „Selbstkontrolle“ nennen können. Sie eliminiert die Funktion der Qualitätskontrolle nicht vollständig, sondern sie ergänzen sich. Mit der „Selbstkontrolle“ können die Aufgaben der Qualitätskontrolle bei der Herstellung von Verpackungen erheblich entlastet und damit die dafür eingesetzten Arbeitskräfte reduziert werden.
Es ist erwiesen, dass die „Selbstkontrolle“ das Produktionspersonal stimuliert, da es ihm erlaubt, die Verantwortung für die Qualität des von ihm hergestellten Produkts zu übernehmen und dadurch ein höheres Qualitätsniveau zu erreichen. Die Qualitätskontrolle völlig von der Produktion zu trennen, bedeutet in der Regel, dass die Produktionsmitarbeiter von der Qualität dessen, was sie herstellen, abgekoppelt sind und sich nur noch um die Quantität kümmern, wobei sie bis zum Äußersten gehen und versuchen, Mängel und Fehler zu verbergen, damit die Qualitätskontrollabteilung sie nicht nachweisen kann. Wir dürfen nicht vergessen, dass die Qualität gleichzeitig mit der Verpackung „hergestellt“ wird, sie ist kein nachträglich hinzugefügter Faktor.
In Verpackungsfabriken, in denen eine „Selbstkontrolle“ praktiziert wird, konzentriert sich die Arbeit der Qualitätskontrolle ausschließlich auf die Überprüfung von Parametern, die einen gewissen Zeitaufwand erfordern, wie z. B. das Verschrotten eines Verschlusses und seine vollständige Vermessung oder die Verwendung komplexer Geräte, von denen es aufgrund ihrer Handhabung oder ihres Wertes nicht ratsam ist, an jeder Linie eines zu haben, wie z. B. ein Durometer oder Geräte zur Bestimmung der Porosität eines Lacks.
Abschließend ist es ideal, eine genaue Definition der durchzuführenden Kontrollen vorzunehmen und sie in zwei Gruppen zu klassifizieren: 1º diejenigen, die ganz oder teilweise durch „Selbstkontrolle“ vom Produktionspersonal übernommen werden können und 2º diejenigen, die von spezialisiertem Personal, d.h. von der Qualitätskontrolle, durchgeführt werden müssen.
 METALLVERPACKUNGEN SIND EIN TEIL DER GRÜNEN VERPACKUNG
METALLVERPACKUNGEN SIND EIN TEIL DER GRÜNEN VERPACKUNG
 VUELCA FACIL® , EINE NEUE REVOLUTION IN DER WELT DER VERPACKUNG
VUELCA FACIL® , EINE NEUE REVOLUTION IN DER WELT DER VERPACKUNG
 RÜCKGABE DER VERPACKUNG
RÜCKGABE DER VERPACKUNG
 VERPACKUNGSLINIE „ZWEI STÜCK DRD“.
VERPACKUNGSLINIE „ZWEI STÜCK DRD“.
 VERPACKUNG MIT SCHLANKER PASSFORM
VERPACKUNG MIT SCHLANKER PASSFORM
 PRODUKTDATENBLATT: WURSTVERPACKUNGEN
PRODUKTDATENBLATT: WURSTVERPACKUNGEN
 DRD-VERPACKUNG ZWEITEILIG
DRD-VERPACKUNG ZWEITEILIG
 VERGLEICH ZWISCHEN 2- UND 3-TEILIGER VERPACKUNG
VERGLEICH ZWISCHEN 2- UND 3-TEILIGER VERPACKUNG
 PRODUKTDATENBLATT: DECKEL
PRODUKTDATENBLATT: DECKEL
 Kann? Boot? Verpackung?
Kann? Boot? Verpackung?



0 Comments