
开发了一种准备“产品文件”的方法,该方法允许在生产线的底部拥有足够的信息,以正确制造三件式容器。
介绍
在每个金属公司中,必须严格定义其制造的产品。 为此,它将以计划或技术说明书的形式有一系列标准,其中包括各种类型的容器,盖子,胶囊……的特性(尺寸,规格,特性,材料等)。将指示超出其制造范围。
这些标准,而不是特定的部分,定义了组成容器或盖子的整体组件,例如所用法兰的类型,封端,封闭…以此方式简化了要处理的信息,因为每个容器不需要卡,但是每个组件类型一个标准。 所有这些信息通常以手册的形式提供,该手册被定义为“制造标准手册”,并且是任何技术办公室都在不断使用的工具。
但是,从生产的角度来看,它不是一种舒适的乐器。 在机器上,需要一种简单的材料,但要具有当时正在生产的产品的最完整信息。 因此,对于技师和设备准备人员而言,使用完整的厚手册既不实用也不可行。 他们应该手头有一个文件,该文件总结了他们在地面上所需的所有信息,并且仅作进一步补充。 这将有效运行,并消除错误和混乱的可能性。
床单
为了满足这种需求,技术办公室准备了“产品说明书”,它提供了必要的数据,以便在每个阶段或操作中都可以使用准确的信息来正确执行。 例如,在制造“三件式”容器的情况下,它将反映起始原料的参考,以及在每个后续操作中从容器获得的测量值(切割,焊接,焊接重涂…。)。 在某些情况下,调整机器时,这些长袜的公差要严格一些。 在批量生产期间,在相同尺寸下可以允许更大的公差范围。
编写“产品表”时要遵守的一个重要标准是,确定在其中出现的水平或值很容易确定,这些水平或值必须在生产过程中由生产线操作员或先前由制备技工进行监控,而无需使用需要一些奉献或大量时间的复杂设备,因为操作员通常没有这种设备。
我们将在“产品表”的定义中详细介绍。 为此,我们将使用一种特定的情况。
“三件套”容器产品表
我们将要开发的示例将是一个非常普通的容器:½公斤的蜜饯,其格式为RO 73 x 110,也就是说,主体直径为73毫米,高度为110毫米。 该容器通常在底部直径减小(带槽口)和带绳主体的情况下制造
此容器的“产品表”概述在第1号图形中显示。 然后,我们将详细介绍组成它的每个部分。 目前,让我们继续进行常规设置。 在单个文件中,反映了基本数据,在生产线中执行的每个步骤中都要加以考虑:切割,焊接,重新上漆,开槽,翻边,镶边,封口,盖上盖子并包装。 在所有情况下,这些都是要在零件上获得的值,因此,尽管它们直接与工具的尺寸相关联,但它们不一定与它们精确对应。
正如我们已经在上面进行的介绍一样,在卡上,某些度量或值会被双重反映,一次以红色表示要在机器调整期间使用,一次以黑色表示必须在制造过程中完成。 在每个步骤中被认为是关键的测量都用红色三角形标记。
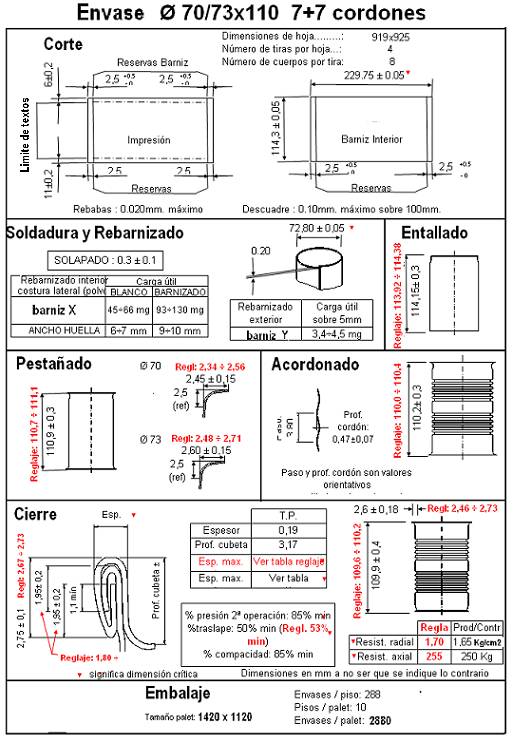
图nº1:“产品表”示例
让我们详细介绍每个操作。
法庭
要将圆形剪切力调整为适当的尺寸,此部分应指出:
-材料片的尺寸和厚度,以及第一次切割操作产生的条带数量,以及第二次切割获得的主体的数量。
-扁平模板的尺寸及其公差。
-在两侧(印刷侧和内部清漆侧)均应注意预留量,这对于轻松进行侧缝焊接是必需的。
-切割操作中允许的最大毛刺,也可以避免焊接问题。
-文本位置的限制,以使它们不受封盖和底部关闭的影响。
-第一次和第二次切割之间的最大允许偏移量,这样就不会在圆柱体的形成中产生问题(焊缝不均匀,锥度…)
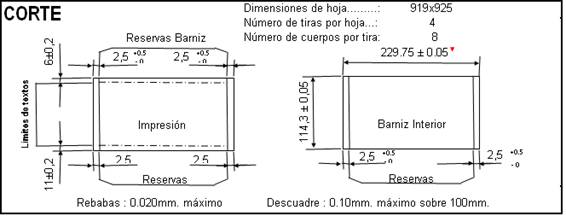
图nº2:产品表,用于切割操作的数据。
在2号图中,所有这些数据都是针对我们正在考虑的情况(即RO 73 x 110集装箱)收集的
侧面焊缝的焊接和修复
在此双重操作中,您可以指示:
-用于焊接车身气缸的接缝或侧缝的操作:
-材料边缘的重叠量,必须在整个焊接过程中保持一致。
-管的直径的测量值,两端将相同。
-视差的最大值,或在焊缝末端出现台阶。
左侧的图3号显示了½Kg容器情况下的这些值。
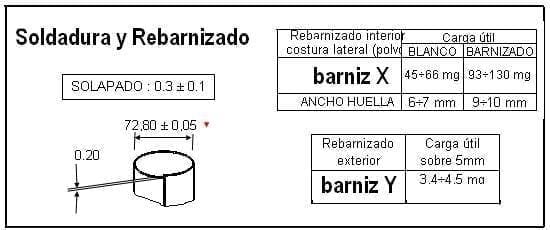
图nº3:产品表,焊接和喷漆操作数据
接缝的补漆是在两侧进行的,因此在两种情况下都必须指出清漆有效载荷的值。 内部清漆通常是白色粉末类型,如果将主体涂在内部,则其覆盖面会更宽,因此两者都叠加在其边缘上,从而确保了先前储备的覆盖范围。 图3中反映的数据考虑了这两个选项,并给出了½Kg格式容器的这类清漆的重量。
施加到焊缝外部的清漆是无色液体,在以焊缝为中心的5 mm宽条上的指示载荷值是一个准则。
尽管这里没有反映出来,但也可以在卡片上指出,只要烤箱具有控制和调节这些参数的元素,烤箱的不同区域就必须调节温度。
刻
该操作的监视非常简单,因为通常机器的工具不允许调节,因此只能作用于要从带槽容器中获得的高度。 参见图4。 同样,必须验证在此操作中缩小区域没有褶皱或皱纹。
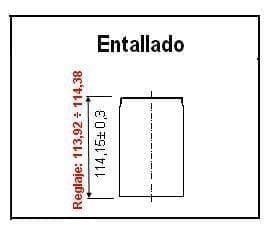
图nº4:产品表,缺口控制数据
眼睫毛
同样在凸缘中,除了两端的凸缘的长度之外,容器主体的高度也是要控制的高度。 法兰的长度可能在每个端部都不相同,因为它们是在每种情况下使用的密封件类型的函数,该密封件又与盖子的机翼和容器底部的设计有关。 见图5。
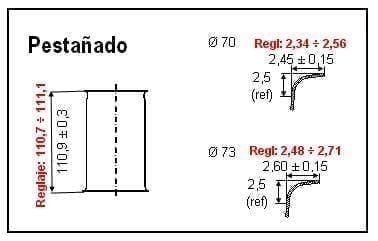
图nº5:产品表,法兰数据
在附图中示出了一个示例,其中底部盖的直径70与易开盖的直径73不同,因此法兰的长度(在参考点处测量的2.5 mm)不同。 。
考通
在身体的系带操作中,有两个尺寸要控制:弦的深度和系带的高度。 两者相互影响,使警戒线的深度越深,车身高度越低(见图6)。
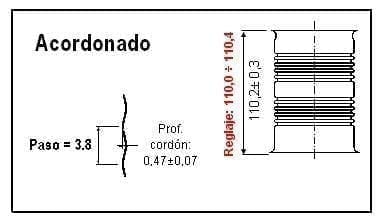
图nº6:产品数据表,警戒线数据
准确地测量绳索之间的通过是相当复杂的,由于它是由机器的工具施加的,因此验证这一事实也无关紧要,因此省去了对其的控制。 相反,监测弦的深度非常重要,要获得的轴向和径向阻力值取决于它。 珠子必须具有指定的深度,并且所有珠子必须保持相同的深度,以确保获得良好的效果。
关闭
由于需要进行专门的检验,因此详细核查密封盖的任务不是生产任务,但必须向该部门提供该密封盖的基本数据,以确认在调整封口机和制造封盖器时已完成该任务。容器
因此,产品文件不应包含闭合的所有数据,而应包含可以通过简单切割和投影进行验证,并需进行少量计算即可得到的数据。
因此,必须在文件的此部分中收集的数据是:
—基金关闭:您的材料厚度和铲斗深度。
—闭幕结束:
o厚度(您可以有一些表格,这些表格将根据底部和主体的材料厚度为我们提供其值)
o高度
o铲斗深度
—切割和预计关闭:
o底钩长度
o机钩长度
o重叠(或重叠)
o底钩上的皱纹百分比(或第二次操作中的压力百分比)
在第7图中列出了这些概念的值。
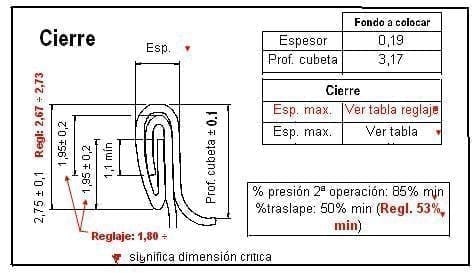
图nº7:产品表,瓶盖的基本数据
与前面的步骤一样,指示了设置和制造值,这是关键测量值。
为了更深入地了解闭包中要控制的概念,建议您查看以下已在网络上发布的作品:
—收盘计量
完成包装
制造过程完成后,必须验证容器是否满足满足客户需求的机械条件,这些条件可以归纳为以下参数:
—容量:锅必须具有计划的体积,这取决于其直径和高度。 为此,在关闭底部之后检查其高度就足够了,因为它的直径已经过验证。
—客户结案:将来的关闭取决于盖子的翼和容器的法兰。 因此,有必要检查后者。
—耐力:有两种形式:径向-耐“吸吮”-和轴向-耐压缩。 两者都必须使用适当的设备进行验证。
图8反映了这些因素的调整值以及在产生这些因素的过程中
成品包装
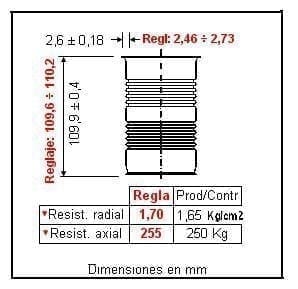
图nº8:产品说明书,成品包装数据
包装
最后,在产品文件中,必须在每个包装单位的容器数中显示,这是调整设备所必需的:码垛机,包装机…表8显示了每层的容器数和层数,如果要使用尺寸为1120 x 1420的木质托盘,用于½Kg的容器。
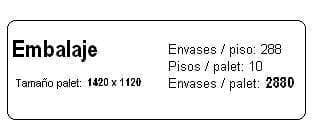
表格9:包装RO 73 x 110容器的数据
评论
请勿将产品表中指示的操作与质量控制部门要控制的参数混淆。 该产品文件已发送给生产人员,对所指出的内容进行汇总旨在:
-1号 -向机械师提供有关设备调整所需的产品信息。
-2º.-始终请生产线操作员掌握生产中产品必须满足的值。
必须验证点2的这些值的频率取决于先前设置的内容,但是在任何情况下都取决于操作员可用的时间。 此功能适合我们所谓的“自我控制”。 它并没有完全消除质量控制部门的职能,而是它们相互补充。 通过“自我控制”,在制造集装箱时,可以大大减轻质量控制所要执行的任务,因此可以减少专用于其的劳动力。
事实证明,“自我控制”刺激了生产人员,因为它使他们对自己生产的产品的质量负责,从而达到了更高的质量要求。 将质量检查与生产完全分开,通常需要生产人员将他们与生产产品的质量分开,只担心数量,达到试图掩盖缺陷和故障的极端,以使质量控制部门不会暴露它们。 别忘了质量是与包装同时“制造”的,以后也不是附加因素。
在实行“自我控制”的包装工厂中,质量控制部门的工作将专门集中在检查需要一定时间的参数上,例如报废封盖和对其进行完整的测量,或者使用复杂的设备,由于其处理或价值,建议不要在每条生产线上都配备一个设备,例如硬度计或用于确定清漆孔隙率的设备。
总之,理想的是准确定义要执行的控制,并将其分为两类:第一,可以由生产人员通过“自我控制”完全或部分地承担;第二,可以由生产人员进行“自我控制”。必须由专业人员进行,即由质量控制。












0 Comments