
概要
定义了底翼在容器关闭操作中的功能,所使用的不同形式,其测量方式以及相对于所使用的盖子的合适尺寸。
底部机翼的功能
底翼的基本任务是在关闭容器期间提供必要的金属以形成底钩。 这不是机翼的唯一功能,因为我们可以列出更多功能。 我们可以总结一下:
-1st。-提供足够的材料以形成封盖中的底部挂钩。
-2nd.-允许将成堆的资金堆放在一起而不将它们放在一起。
-3rd。-便于在接缝机中统一存放资金。
-第4.-作为橡胶垫圈的外壳,可确保密封盖的密封。
底部机翼具有独特的形状,尽管它允许我们稍后看到的不同变体。 图1给出了成品机翼轮廓的典型示例,并为其各部分命名
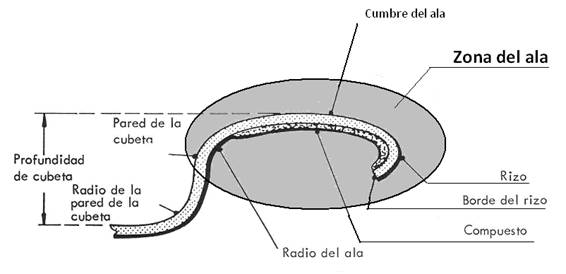
图nº1:底翼的典型形状
工作中:
我们已经解释了该术语,因此不再赘述。
机翼形式
在切割和嵌入底部时,机翼在冲压机的模具中具有第一配置。 在第一步中,您的卷曲是笔直和垂直的。 它在卷边机上的第二个操作中结束,该操作通常连接到压机的后部,在该操作中,边缘变为向内倾斜的形状。 我们展示的不同机翼设计始终是背景制作完成,也就是说,经过冲压后,是烫发钳和口香糖。
从19世纪到今天使用的各种机翼形状演变如下:
1º。-平翼
这是最古老的设计。 机翼为水平且平坦的机翼,并且不对其执行后续的卷曲操作。 今天它几乎已经用完了。 参见图2。

图2:平翼
这种机翼具有某些优点,例如:压模的设计非常简单且经济,不需要卷发钳,制造设备非常简单且便宜。
然而,缺点更大,例如:瓶盖装配在一起、缺乏可堆叠性、处理困难、闭合辊槽磨损。
2º。-卷曲平檐
它取代了平翼。 它是水平和水平的,但末端卷曲。 参见图3。 它可以通过两种可能的方式获得:
-1º.-从平坦的机翼底部开始,然后在上胶之前或同时进行卷曲。
-2º.-使用比之前类型更复杂的模具设计,该设计“预卷”机翼,从而在卷发机中完成卷发。

图3:卷曲的扁边
它具有可堆叠性和良好处理性的明显优势。 如今,它仍被广泛使用,特别是在非圆形瓶盖和底部中,因为它有助于模具的执行。
3º.-弯曲的对称弯曲机翼
在关闭容器时,前两个机翼设计由于其平坦和水平的形状,在按照首次操作辊的轮廓卷起时存在一定的困难。 这是一些可能出现的问题的根源,例如:皱纹的出现,首次操作辊的轮廓变差等。 因此,大约40年前,开始使用一种具有弯曲顶部的新机翼形状,以改善这些缺陷。 见图4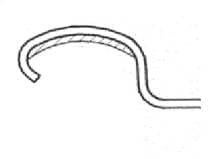
图4:弯曲对称的弯曲机翼
机翼的曲率是对称的,也就是说,机顶的半径中心位于机翼的垂直轴上,并且其内半径-铲斗面积-和外-卷曲面积-相等或等于非常相似。 这种类型通常用于通用容器中,尤其是用于食品罐头的圆罐中。
它是使用更复杂的模具获得的,该模具将机翼的末端弯曲成垂直环。 模具中心的顶部具有弯曲的形状,可在绘制金属时复制金属。
4.-弯曲的不对称弯曲机翼
饮料容器消耗的普遍性带来了方便,使盖体更加完美和紧密,从而提高了瓶盖的密封性。 因此,设计了一种新型的机翼,可以更好地适合容器的嘴部及其法兰。 该用途还扩展到常规罐头包装。 如图5所示,这种新机翼具有非对称配置。
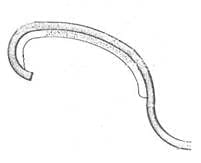
图5:弯曲的不对称弯曲机翼
在这种情况下,内部半径大于外部半径,并且卷曲的边缘没有笔直的部分,也就是说,它以曲线结尾。 这种表面处理有助于将底部挂钩穿入封盖。
总之,这些不同类型的机翼最常见的用途是:
-非圆形容器:平卷边
-三件式圆形容器和香肠:弯曲的对称和不对称弯曲的翅膀
DWI饮料容器:不对称弯曲的机翼
与关闭类型的关系
机翼的尺寸与我们要在容器上应用的封闭类型有关。 封闭件的尺寸越大,因此其对应的钩子越大,对应于机翼的长度就越大,这与容器主体的凸缘相同。
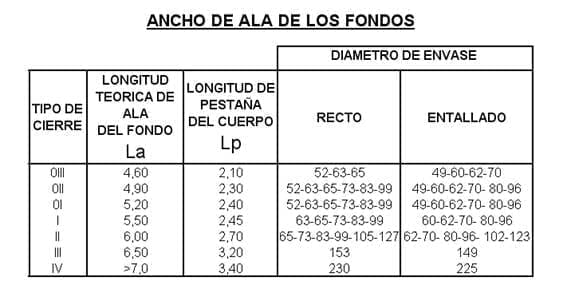
从最小的(0III型)到最大的(IV型)有7种标准化的密封件尺寸。 前三个分类为“迷你封闭”,其余四个分类为经典封闭。 下表显示了这些类型的密封件以及适用于每种密封件的底翼和车身法兰的尺寸。
尺码
为了定义机翼的长度,首先要做的是指定应如何测量机翼。 有两种方法可以做到这一点:
1º.-最旧的包括拉直卷曲并将机翼平放并水平,即将其变成平展机翼。它的长度是从碗壁到外边缘的距离。见图6
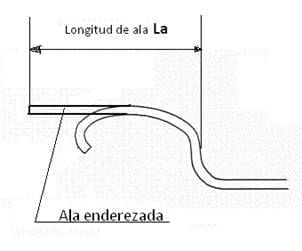
图6:机翼的测量(水平机翼)
2º。-目前国际标准推荐的形式。在这种情况下,必须使机翼完全伸展,即拉直的卷曲部分处于垂直位置,作为托盘壁的延长部分。参见图7。其长度是从其顶部定义的平面到其上边缘的长度
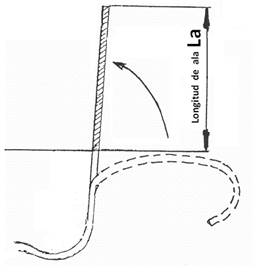
图7:机翼(垂直机翼)的尺寸
在这两种情况下,仅将机翼的两个或三个小部分弄平,从底部的总轮廓中选择180º或120º并对其进行测量和平均。 这不是非常精确的测量。
与第二步相比,第二步获得的法兰值更低,约为0.5毫米。 具体来说,两种测量模式之间的差异为0.43R,其中R为机翼的内半径-铲斗面积-。
如上文所述,机翼的长度(这)由选择的密封件类型决定,并且与阀体法兰( p )的容器。 下表给出了机翼的通常值(这)由第二个步骤测得












0 Comments