
研究制造气雾剂容器圆顶所需的特性,尺寸和设备。
介绍
气雾剂容器是我们生活的一部分,在任何一天中,我们一定会多次使用它们。 它的应用领域很多种:个人卫生,香水,家庭清洁,园艺,工业用途,健康…有金属-马口铁或铝-和玻璃。 使用最广泛的是锡版本中的第一个。
气雾剂容器的特征在于具有一个圆顶形的顶盖,该顶盖具有多种功能:
-对内部压力具有很高的抵抗力
-用作计量阀的支撑
-用作塑料盖的锚点
-整体上赋予美观的配置。
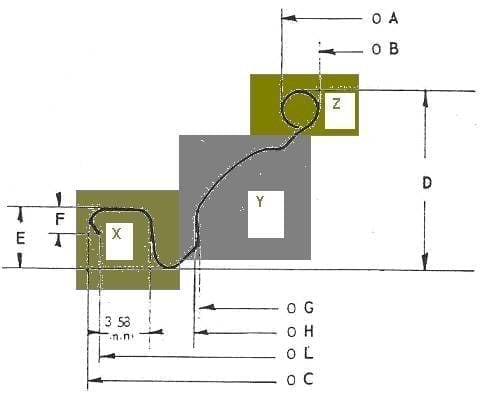
该圆顶盖也称为圆锥形,其区别在于以下几个部分:
-X.-封闭区域,包括机翼和碗状区域,类似于传统盖子的区域。它用于使封闭件与主体结合。塑料盖钩在自身上
-Y.-圆顶本身,使其对内部压力具有足够的抵抗力
-Z.-直径1英寸的中心孔-25.4 mm-用于容纳阀门。
见图1:
在本文中,我们将主要针对马口铁气雾剂容器来描述这些圆顶的原材料规格和制造过程。
规格
使用“三件式”技术的锡制气雾罐由圆柱体,底部和圆顶组成。 如今,它们几乎完全由装配型制成,即两端都减少了。 最常见的直径是:
车身底部圆顶
45 42 41
49 47 45
52 50 48
57 54 52
65 63 60
换句话说,市场上有五个不同直径的圆顶。 其直径小于容器底部的直径的原因是,一旦将塑料盖放在圆顶上,组件的外径在容器的所有区域都相同。
不同圆锥直径的规格互不相同。 让我们来看看最重要的:
锡:使用低E 2.8 / 2.8马口铁制造,因为始终使用在两侧涂上相同的清漆。 由于其一定的馅料水平,回火必须低。 T-57效果很好。 厚度与直径有关。 作为指导值可以采用:
锥厚(mm)
41 0.28-0.30
45 0.28-0.30
48 0.29-0.31
52 0.30-0.32
60 0.33-0.35
清漆:
外部的:使用了三种选择,白色,金色和无色。
白色的:
第一遍环氧树脂挂钩清漆(薄膜重量约1,2 gr / m2)
第二次通过白色丙烯酸清漆(膜厚约13 gr / m2)
平版印刷文字或其他简单装饰,可以始终打印在圆顶的下部,而在绘图过程中变形较小
第三遍环氧涂饰清漆(膜厚约4 gr / m2)
金的:
单遍金色环氧酚醛清漆(膜厚约6.5 gr / m2)
无色:
单程无色环氧脲清漆(薄膜重量约5.5 gr / m2)
里面:永远是金
1次通过金色环氧酚醛清漆(膜厚约5.5 gr / m2)
第二次通过金色环氧酚醛清漆(膜厚约5.5 gr / m2)
打蜡的:
镀锡马口铁包装后,必须在板材的两面都用石蜡润滑,以很好地承受拉拔操作。 这是在石蜡机中完成的,该石蜡机通过与压缩空气一起工作的喷嘴施加一层薄薄的熔融蜡。 适用的负载为0.14 gr / m2 + 0.4。
法庭:
根据可用于制造的设备,将纸张切成滚动条,然后打孔成单,双或多把工具。 最正常的情况是为第一操作压力机(或深冲)供料的双条带材将依次为分动压力机提供零件。
制造业务:
在数个操作中,圆顶是由扁平的材料条逐步配置而成的。步骤的数量根据其设计及其大小而有所不同。最正常的是,它大约分7或8个阶段进行,其中第一个阶段是在压机中绘制草图,接下来的5或6个阶段(在转印时进行)使穹顶成形,最后一个卷曲边缘。之后,对机翼进行上胶。图2显示了其所有操作的完整周期。
![]()
图2:圆顶的制造顺序
为了逐步完成每个阶段,我们将以圆顶为例。 我们选择了公称直径为48毫米的一种,因为它是市场上使用最广泛的一种。
第一次手术:
正如我们已经指出的那样,它是在传统的自动盖生产压力机上进行的,该压力机带有皮带。 这是关于用草图填充金属碗,并用足够的材料来配置圆顶,使其具有所需的必要填充。 图3给出了此阶段的可能设计。
图3:第一个球机操作直径。 48
第二次操作:
通常,这是第一个在转印机上进行的操作。 在其中,形成锥形杯-用其定义锥形的标称尺寸-此外,零件的圆顶形状和阀安装区域开始。 它与帽子有某种相似之处。 参见图4。
图nº4:第二个球机运行日。 48
第三次操作
转移的下一个操作是完成圆顶区域,并完成上部“烟囱”的压花,这将导致阀门的位置。 铲斗的面积保持不变。 在该操作中,达到了最大可预见的填充量。 参见图5。
图5:第三个球机运行日。 48
第四次手术
第三,它的目的是在“烟囱”的上水平部分打一个孔。在我们的案例中,它的直径为23.37毫米,并以大约1.5毫米的半径进行整饰,该半径连接到垂直壁。由此将准备阀座。参见图6。非常重要的一点是,该孔的切割应干净利落,而不会在其边缘产生毛刺。
图6:第4个圆顶操作日。 48
切下的磁盘从工具底部移出。 为了便于其退出,在切割时将其撞击在其中心,以使其呈碗状并因此减小其直径。
第5次手术
关于转移的第四点。 其中执行两个操作:
- a)从外部修整不规则地留在工件外法兰上的多余材料。 在拉拔过程中,沿着钢的轧制方向,出现了晶粒的伸长,这反映在外切削刃的不规则处。 当以环形切割此切口时,可以消除不规则性。 为了排空该环,用于该操作的模具配有小的外部刀片,这些刀片将其切成几块,从压机的侧面掉落,
- b)直立站立,用铁熨烫并轻轻切开内部切口的边缘,以备下次操作使用。 通常,此操作对于以后进行良好的卷曲至关重要。
见图7。
图7: 第5个圆顶作业日。 48
第6次手术
这是转印机上的最后一步。 其中有两个表演:
- a)到目前为止一直保持平坦的圆顶外翼弯曲了90º,形成了圆锥的外部弯曲。 该操作类似于在任何金属容器盖上执行的操作。
- b)“烟囱”的垂直壁向外弯曲,形成一个环,扩散阀将安装在该环上,位于容器填充物的地板上。 该环界定的孔标准化为1英寸(25.4毫米)的值
完成此操作后,图8会详细显示从分动压力机出来的零件。
8号图: 第6个圆顶作业日。 48
第7次手术
在机械上,为了形成圆锥,只需要保持外部的卷发向内倾斜即可。 该阶段在应用于转印压机出口的卷发机中进行。 对于我们所采用的48个圆顶,它的外径为57.80毫米,卷曲高度为2.1左右。 工具的使喉管弯曲的合适的喉部轮廓如图9所示。
图nº9:穹顶卷曲的轮廓
第8次手术
仅需在卷发钳之后安装的背胶机中将化合物涂在机翼内侧即可。 所用的口香糖通常是“水基”类型的,具有较高的固体含量,仅需使用干燥的吊袜带即可。
制造安装
在冲天炉制造各个阶段的规格说明中,我们确实已经列出了每台必需的机器。 但是,现在我们将回到它们,更多地关注机器的特性。
生产锥体需要两套设备:
-不同用途的通用设施:
o马口铁线圈切割线
o上光和印刷线
o石蜡
涡旋剪
由于它们是通用设备,具有多种应用程序,因此我们不会输入它们,因为它们是众所周知的。
-制造圆顶的专用设施
o自动偏心压力机
o新闻传递
或冰壶铁
o古默
这些团队需要特殊的特征,我们将在下面详细介绍。
所有这些都安装了圆锥生产线,其位置可以如图10所示。
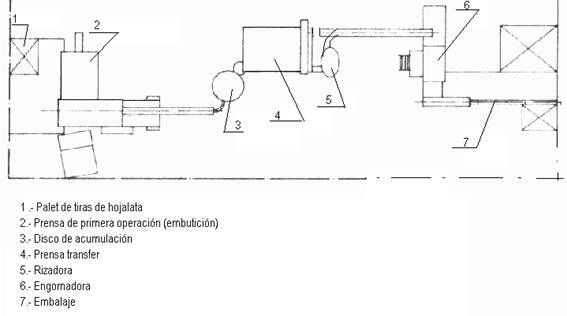
图nº10:圆顶生产线的实施
在照片编号11中,提出了另一种安装可能性。 在这种情况下,将涡旋剪切机并入专用生产线中-首先是机器-并省去了第一操作压力机,因为它是在直接从涡旋剪切机的皮带进料的转移压力机上进行的。 转印机出现在照片的中央。 在它的底部,您可以看到口香糖。

图11:简化的圆顶制造安装
第一次操作按:
如上所述,要执行第一个拉伸操作,通常使用带有鹅颈的自动压力机,该压力机配备有物料带进料器,其原因有多种:
-作为快速设备,只需按一下即可将零件送入多次传送,因为后者要慢得多。
-简化了必要的压力机的特性。 后者是昂贵的设备,并且通过不对它们执行填充操作,它们减少了对功率的需求和操作次数,因此使设备更便宜。
此第一操作压力机必须具有较高的行程,以允许正确地填充和弹出零件,这就是为什么标准的瓶盖压力机通常不值得的原因。 它可以与双打孔工具一起使用,从而增加了多次传输的供应能力。
转移
它是此安装的基础计算机。 从第一个操作压力机进料,并带有中间件的缓冲器以补偿较小的停止,它必须至少有5步。
该印刷机的基本特征可以是:
-功率40 Tm
-站数从6到10
-站之间的距离125至150毫米
-行程130毫米
-速度100至140冲程/分钟
您也可以选择免除第一次操作压力,然后直接将其送入皮带传送装置(如前所述)。 当使用单台移印机满足生产需求时,此解决方案可能会很好。 照片12显示了具有这些特性的印刷机以及内置的剥离盒。

图nº12:带有带料盒的转移压力机。
冰壶铁
它位于分动压力机出口处,通过重力下降来收集产量。 它不需要任何特定的特征。
古默
必须特别准备好该机器,以允许使用很高的零件。 它的弹匣,吊具爪,喂料杆和盘子是专用于圆顶的。 抽气炉也是如此,出于相同的原因,上下螺旋推运器必须采取更大的步骤。
如果使用高固含量的橡胶,则干燥时间和温度应适中。
工具
冲压件必须具有良好的质量。 在其中,低压系统非常重要,必须对其进行很好的对准和维护。












0 Comments