
抽象的
集装箱制造商在改进市场提供的设备方面贡献了自己的经验。 对于车身焊接机,也是如此。 这里反映了这些机器在铜线电路中的改进。
背景
现代焊接机的铜线电路设计合理,通常不会出现问题。 上世纪70年代和80年代的第一代自动机却不是这样,其中的许多机器或多或少都在更新中,仍在运行。 在许多型号中,例如Soudronic SBW,ABM或FBB,铜线的原始电路在焊接容器本体时造成了某些质量限制。
是包装制造商,根据制造过程中的经验,逐步对其进行了重要改进,以消除质量问题。 在这些制造商中,法国卡诺(Carnaud-France)的专家团队十分突出,他们是率先在士兵技术上做出重大贡献的专家组之一,他们专注于一定生产率的自动机。 在这些专家中,他着重介绍了克劳德·雷纳德(Claude Renard)的良好“诀窍”,他为这项技术带来了长足的进步。 这项工作是他的知识的结果。
焊接机是长寿命的机器,因为由于它们的设计和操作,其中没有太多的零件容易运动,因此容易受到摩擦和磨损。 因此,通过适当的维护,它们可以保持“活跃”许多年。 今天,上述模型就是这种情况,许多装置仍保持其原始设计,因此我们将指出的改进并没有失去相关性。
铜线电路的改进
前述机器的第一电路的缺点是电极,即导线的过度加热。 这在容器和机器上产生了一系列问题,例如:
-由于熔融金属从焊缝中排出,导致容器内有凸起。
-由于焊接区域中的法兰断裂而导致的密封件泄漏。
-机器某些零件的过热,例如电线,焊接臂,皮带轮,表冠…
-容器焊接缝中的热量过多,导致其在撕裂测试中破裂。
-焊轮寿命短。
在继续阅读本文之前,我们建议未开始阅读本网站上发布的以下作品:
—电焊
—铜线
他们的同化将使他们毫不费力地遵循我们下面将要发表的评论。
电路的改进基本上有两个:
1º。-更改路线顺序。例如,在FBB型焊接机的情况下,在该机器的原始版本中,首先使上(外)辊通过,然后使下(内)辊通过。见图1。
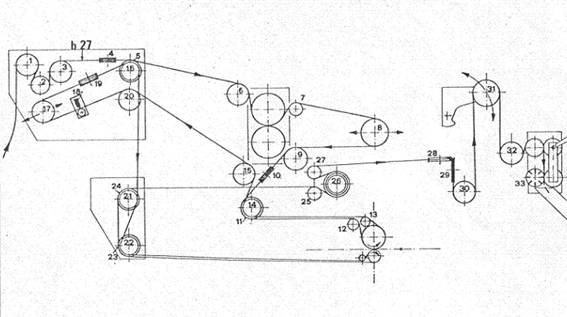
图1:Sudronic FBB焊机中的原始铜线电路
相反,在修改后的电路中,顺序颠倒了,先经过下一个。 参见图2。 这种变化的原因在于,由于以下几个原因,下辊比上辊更为关键和精致:
-较小的尺寸使其散热变差,过热。
-由于安装在焊接臂内,由于通风和接触困难,冷却效果更差。
-由于直径较小,因此磨损更大,因此单位时间内转数更多。
所有这些都会影响焊接质量。 因此,在最佳机械条件下,使线尽可能冷地到达该滑轮是很方便的。 这是通过优先考虑线程的到达来实现的,因为它将仅接收由其轮廓生成的热量输入。
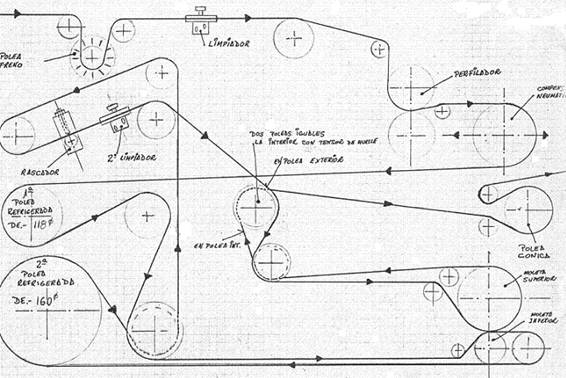
图nº2:Soudronic FBB焊机中的修改铜线电路
2º。-在下部皮带轮的出口处装有一个大直径的冷却皮带轮。如图2所示,金属丝循环,几乎完全围绕着直径为160 mm的第二个滑轮,大于直径为118 mm的第二个滑轮。从图中可以看出,在勾勒出钢丝之后,进入下部滑轮之前,118 mm滑轮的冷却作用在钢丝上。离开下部滑轮后,这条160mm的绳子在生产线上运行。
这实现了导线的非常强的冷却,这意味着在导线其余部分的过程中温度会下降。 下表比较了电线在其原始版本和修改版本中沿其路径的温度,并改变了顺序并增加了冷却的皮带轮。
控制点原始电路。 倒相电路
冷却皮带轮。 两个冷却滑轮。
非异形电线入口(环境温度)24ºC24ºC
探查器出口52ºC52ºC
冷藏皮带轮入口直径。 118毫米52ºC
退出“”“”32ªC
底焊带轮输入52ºC32ºC
输出“”“265ºC240ºC
冷藏皮带轮入口直径。 160毫米240ºC
输出“”“”80ºC
上焊接辊输入245ºC98ºC
上部焊接滑轮输出185ºC91ºC
在第二种情况下,相对于第一种情况,可以看到两个焊辊入口处的温度下降。 冷却的皮带轮直径为118毫米。它将温度从52降低到32ºC,将160的温度从240降低到80ºC。
这些修改产生以下优点:
a。-取消投影。它是主要的。焊缝内部没有突起,因此没有裸露的金属。
b.-避免泄漏。即使使用高度涂覆的锡罐,也不会出现睫毛破裂的问题。
c。-恒温。在进行这些改进之前,随着工作日的进行,有必要至少在2或3格内增加细电流电位计的值。之后,将保留相同的设置。
d。-以更少的能量进行焊接。通过这种修改,可以观察到电位计可以被调节得比以前更低,估计的节能量相当于其刻度的3格。
e。-延长绳轮的使用寿命。下滑轮的平均寿命几乎翻了一番,上滑轮的平均寿命增加了40%。
所有这些改进具有相同的起源:焊缝的温度比以前低得多,尤其是在其内表面上。 因此,它具有更大的弹性。 这通过撕裂测试进行了验证。 在机器的原始条件下,在该测试中几乎总是发生焊缝断裂,而在新的情况下,焊缝完全完好无损。
有可能进行第三次改进,并且是将焊丝穿过外部-上部-焊接槽轮,使其位置与下部相同。 即,将椭圆形轮廓的同一面呈现给焊缝,并因此呈现与下部焊接槽轮的接触面。 这可以通过以下方式实现:将金属丝旋转180º,即,在经过刮板和第二清洁器之后,再到达上部焊接轮-或车轮之前,将其扭转半圈。
进行此更改的目的是通过始终在其上呈现干净的金属丝表面而没有锡污染来延长上皮带轮的使用寿命,从而避免对上皮带轮产生磨蚀作用。 尽管通过再次向焊缝显示焊丝的另一污染面,上轮的使用寿命显着增加,因为它是锡在通过下轮时与锡接触的那一面,因此存在轻微的缺陷在外面。 但是,其外表面的焊接始终不如其内表面的焊接严格。
第三次改进有相反的观点,因为有些人认为这不是很大的优势。 它涉及在每种情况下进行测试并亲自评估结果。














0条评论